

Математическое моделирование и основы научных исследований в сварке
..pdfто среднеквадратическая погрешность среднегоσ (xc )= σ (x) /  n .
n .
Для Р = 0,95 ξ = xc ±1, 96σ(x) / n.
Пример 1. Каковы доверительные границы математического ожидания результата анализа, если среднее значение содержания некоторого элемента 1,17 %, среднеквадратическая погрешность анализа σ = 0,05, а число параллельных измерений равно 25?
Из приведенных выше формул имеем
ξ = 1,17 ±1, 96 0, 05 / 25 ≈ (1,17± 0, 02)% .
Таким образом, можно гарантировать, что в 95 случаях из 100 результаты будут лежать в границах 1,15 ≤ ξ ≤ 1,19. В остальных случаях возможны результаты, выходящие за эти пределы.
Доверительные границы для малой выборки (t-критерий) можно определить из выражения
ξ = xc ± tS / n.
Пример 2. Каковы доверительные границы для математического ожидания результата предыдущего примера при той доверительной вероятности, если число измерений равно 4, а не 25?
Подставляя данные примера в приведенное выше выражение, получим
ξ = 1,17 ± 3,18 0,05 /  4 = (1,17 ± 0,08)%.
4 = (1,17 ± 0,08)%.
Значение t = 3,18 взято из таблиц t-распределения для уровня значимости 0,05 и числа степеней свободы f = 4 – 1 = 3. Таким образом, с вероятностью 0,95 значение математического ожидания результата анализа должно находиться в границах 1,09 ≤ ξ ≤ 1,25 %.
1.1.8.Статистические функции в пакете Mathcad
Впакете Mathcad представлены многие функции, позволяющие выполнять широкий спектр вычислительных операций. Перечень и описание встроенных функций пакета Mathcad подробно рассматривается
вцелом ряде учебников и справочных руководств [1, 2, 3]. В настоящем разделе рассмотрим некоторые вычисления на конкретном примере.
21
Стр. 21 |
ЭБ ПНИПУ (elib.pstu.ru) |
В табл. 3 приведены результаты измерения микротвердости металла сварного шва после электронно-лучевой сварки (ЭЛС) стали 38Х2М без осцилляции и с осцилляцией электронного пучка по Х-образной траектории. После ЭЛС был проведен высокий отпуск. Эти данные можно ввести в документ Mathcad в виде вектора в тот же файл, где будут производиться расчеты, или в отдельный файл.
Таблица 3
|
№ |
Исследуемые |
Микротвердость, МПа |
|
п/п |
варианты |
|
|
|
||
|
|
|
4366 4497 4366 4497 3687 3788 3687 4366 3687 4120 |
|
|
|
4366 4240 4005 5084 4929 4778 4120 4005 4240 4005 |
|
|
Электронно- |
3687 4497 4005 4497 4635 4366 4240 4120 4929 4497 |
|
|
5084 4497 3687 4929 4366 4778 4120 3687 3687 4120 |
|
|
|
лучевая сварка |
|
|
|
4120 4240 4005 4366 4497 4366 4120 4778 4005 3788 |
|
|
1 |
без осцилляции |
|
|
4366 4497 4635 4120 4240 4120 4005 4497 4005 5084 |
||
|
|
электронного |
|
|
|
4778 4929 4929 3687 4778 4778 4635 4497 5084 4120 |
|
|
|
пучка |
|
|
|
4497 4497 4497 4240 4005 4366 4366 4005 4778 4497 |
|
|
|
|
|
|
|
|
4779 4366 4497 4366 4929 4005 4120 4635 4635 4366 |
|
|
|
4005 4779 4120 4005 4635 4005 4240 4497 4366 5084 |
|
|
|
4005 4120 4120 3894 4240 4366 4005 4240 3687 3894 |
|
|
|
4120 3687 3687 3788 4120 4120 4120 4005 4120 4366 |
|
|
Электронно- |
4005 4240 4120 3894 4120 3894 4120 3894 3894 3894 |
|
|
3788 4005 3788 4120 4120 4005 3894 4240 4005 4366 |
|
|
|
лучевая сварка |
|
|
|
4120 3687 3788 3894 4366 4120 4366 3788 4120 4120 |
|
|
2 |
с Х-образной ос- |
|
|
3894 3894 3788 4120 3687 4120 3788 3788 3318 4366 |
||
|
|
цилляцией элек- |
|
|
|
3894 4120 3894 4120 3687 3894 4120 4240 3894 4120 |
|
|
|
тронного пучка |
|
|
|
3788 4120 3894 4005 4120 4497 4366 4120 4120 3894 |
|
|
|
|
|
|
|
|
3405 3894 3002 4120 3788 4120 4005 4005 4120 3894 |
|
|
|
4005 4366 4366 3894 4366 4005 3894 3788 4366 4366 |
|
|
На рис. 7 приведен листинг расчета статистических оценок случай- |
|
ных совокупностей, приведенных в табл. 3. |
|||
|
|
Используемые в листинге статистические функции: |
|
|
|
READPRN (file) – читает структурированный файл данных. Воз- |
|
вращает матрицу; |
|
||
|
|
mean (X) – возвращает среднее значение элементов массива X; |
|
|
|
median (X) – возвращает медиану элементов массива Х; |
|
|
|
var (X) – возвращает дисперсию элементов массива Х; |
|
|
|
stdev (X) – возвращает среднеквадратическое отклонение (корень |
|
квадратный из дисперсии) элементов массива Х; |
|||
|
|
cvar (X, Y) – возвращает ковариацию элементов массивов X и Y; |
|
|
|
corr (X, Y) – возвращает корреляцию элементов массивов X и Y. |
|
22 |
|
|
|
Стр. 22 |
ЭБ ПНИПУ (elib.pstu.ru) |
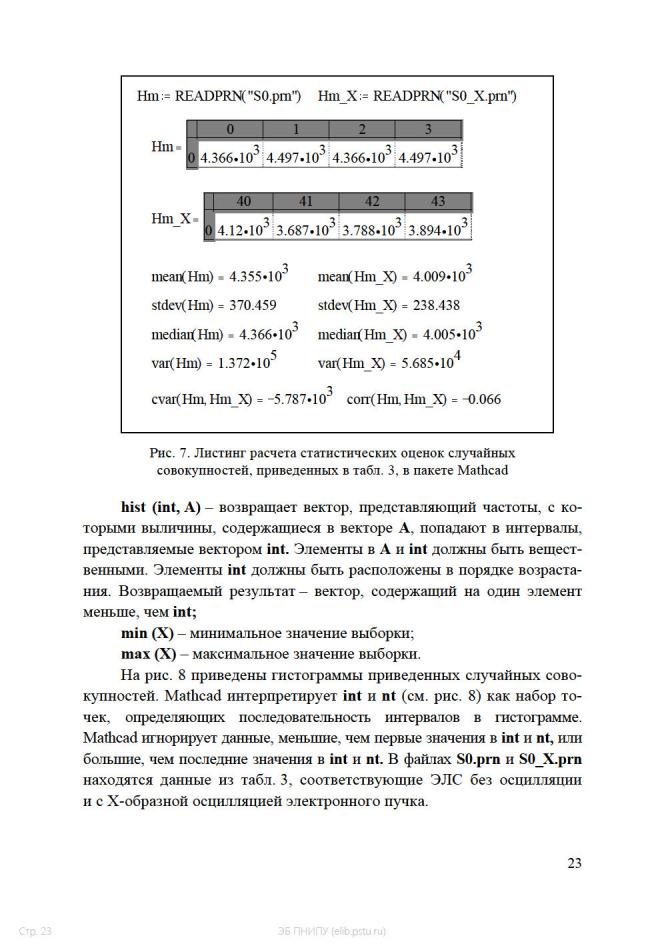
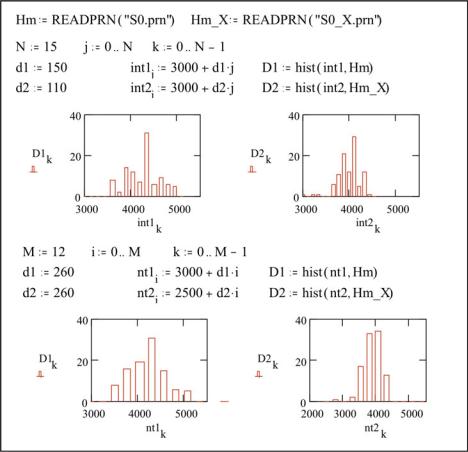
Рис. 8. Листинг к построению гистограмм по экспериментальным данным, приведенным в табл. 3, и гистограммы с различными интервалами группировки
Величина интервала группировки оказывает существенное влияние на общий вид гистограммы (см. рис. 8). Если длина интервала группировки мала, то влияние случайных колебаний начинает преобладать, так как каждый интервал содержит при этом лишь небольшое число наблюдений. Чем больше величина интервала, тем больше скрадываются характерные черты распределения. Как правило, при использовании наглядности в описательной статистике интервалы группировки должны быть небольшими и иметь одну и ту же длину.
Результаты расчетов, выполненных в Mathcad, приведены в табл. 4. Статистический анализ показывает, что при электронно-лучевой сварке с осцилляцией электронного пучка по Х-образной траектории
24
Стр. 24 |
ЭБ ПНИПУ (elib.pstu.ru) |

снижается среднее значение твердости металла шва, значительно уменьшается среднеквадратичное отклонение. Ковариация и корреляция рассчитаны только для иллюстрации возможностей Mathcad, так как в данном случае эти коэффициенты не имеют физического смысла.
|
|
|
|
Таблица 4 |
|
|
|
|
|
|
|
Исследуемый |
Среднее |
Среднеквадратич- |
Медиана |
Дисперсия |
|
вариант |
значение |
ное отклонение |
|||
|
|
||||
1 |
4355 |
370,459 |
4366 |
137 200 |
|
2 |
4009 |
238,438 |
4005 |
56850 |
Ковариация (–5787), корреляция (–0,066)
Приведенные на рис. 8 гистограммы показывают характер распределения значений твердости, что делает проведенные статистические расчеты более наглядными. Видно, что при ЭЛС с осцилляцией электронного пучка наблюдается более высокая механическая однородность сварного шва.
Качество покрытых электродов определяется комплексом их сва- рочно-технологических, а также механических свойств сварных соединений. Одним из важнейших показателей сварочно-технологических свойств является стабильность горения дуги, зависящая главным образом от состава и однородности электродного покрытия.
Для проведения экспериментов использовался сварочный автомат типа АДС-1000-2 системы АРНД (системы автоматического регулирования напряжения сварочной дуги). В качестве источника питания был применен выпрямитель ВДУ-506-У3 с падающей вольтамперной характеристикой. Сварка проводилась на пластинах, изготовленных из Ст3 толщиной 8 мм размером 70× 200 мм. Исследовали стабильность горения сварочных электродов диаметром 4 мм с экспериментальным составом покрытия. Опыты проводились при режиме: Iсв = 130 A, Uд = 22 B; скорость сварки V = 15 м/ч.
1.1.9. Статистическая обработка осциллограмм сварочного тока
Для оценки амплитудно-частотных характеристик процесса переноса расплавленного металла производился спектральный анализ сварочного тока и напряжения дуги. Спектральный анализ проводился следующим образом. Записанные с помощью информационно-измерительной
25
Стр. 25 |
ЭБ ПНИПУ (elib.pstu.ru) |

системы в файлы компьютера значения сварочного тока и напряжения − это результаты измерений через равные промежутки времени τ . Время τ регулируется от 2 10–5 до 2 10–4 с. Количество записываемых значений от 104 до 105. Для спектрального анализа производится дискретное преобразование Фурье. Результаты измерений необходимо представить в виде вектора с 2m элементами. Результатом преобразования Фурье является комплекснозначный вектор размерности l = 1 + 2m–1. Элементы этого вектора вычисляются по формуле
|
|
1 |
n−1 |
|
j |
|
|
S j |
= |
|
∑ Vk |
exp 2πi |
|
k , |
(1) |
|
n |
||||||
|
|
n k =0 |
|
|
|
||
где n – число элементов в векторе V(n = 2m); i – мнимая единица; j – изменяется от 0 до l; S j – спектральная плотность исследуемого сигнала; Vk – вектор исследуемого сигнала, в качестве которого может быть любой ряд измерений (например, сварочный ток и напряжение на дуге) через промежутки времени τ . Размерность спектральной плотности составляет А/Гц при анализе сварочного тока и В/Гц при анализе напряжения на дуге.
Для спектрального анализа были выдержаны следующие условия:
n = 8191, l = 4096, j = 0 …4096, t = nτ , fj = j / t.
С помощью спектрального анализа производилась, например, тарировка полученных осциллограмм сварочного тока и напряжения по времени.
На рис. 9 приведен фрагмент расчета в системе Mathcad спектральной плотности и график спектрограмм, построенных по приведенным выше условиям для двух синусоидальных сигналов с частотами 50 и 100 Гц. Подбором было установлено, что τ = 3,2 10–4 с (при таком значении τ полученные на графике частоты совпадают с заданными).
В соответствии с литературными данными стабильность горения сварочной дуги можно оценивать по колебаниям сварочного тока или напряжения дуги, по частоте коротких замыканий и др.
Для выбора наиболее эффективного критерия с помощью ин- формационно-измерительной системы были исследованы опытные электроды 25 составов. На рис. 10 приведены осциллограммы сварочного тока и напряжения при сварке опытными рутиловыми электродами № 1.
26
Стр. 26 |
ЭБ ПНИПУ (elib.pstu.ru) |
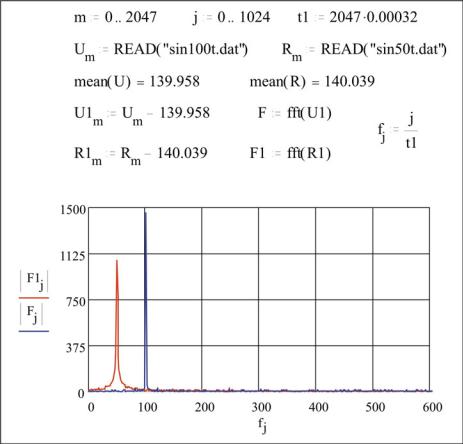
Рис. 9. Фрагмент расчета и построение спектрограмм в пакете Mathcad
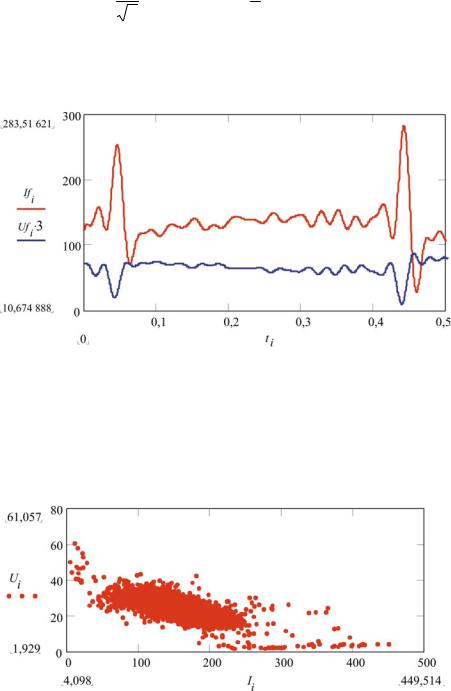
Поскольку все графики построены в системе Mathcad, они имеют свой характерный вид. На рис. 10 по оси абсцисс выделен характерный участок записанных осциллограмм продолжительностью 0,5 с. Видно, что за этот промежуток произошло два коротких замыкания. В соответствии с известной закономерностью при возрастании тока наблюдается падение напряжения. Поскольку шкала для тока и напряжения одна, для большей наглядности напряжение умножили на три. На шкале ординат показаны минимальное (для напряжения) и максимальное (для тока) значения.
На рис. 11 приведена спектрограмма сварочного тока при сварке этими же электродами. Отчетливо видны импульсы на частотах 300 и 600 Гц. Наибольшая спектральная плотность наблюдается на частотах менее 50 Гц. Поскольку при сварке покрытыми электродами стабильность процесса во многом определяется характером переноса ме-
27
Стр. 27 |
ЭБ ПНИПУ (elib.pstu.ru) |
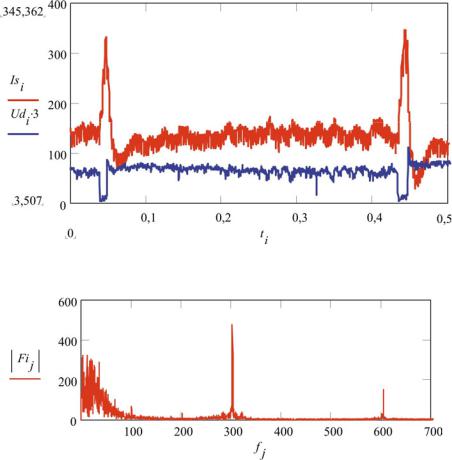
талла (частотой образования капель, не превышающей 30–40 Гц), по-видимому, частоты более 50 Гц целесообразно из сварочного тока отфильтровать.
Рис. 10. Осциллограммы сварочного тока Is и напряжения дуги Ud
Рис. 11. Спектрограмма сварочного тока при сварке опытными электродами: Fij – спектральная плотность, А/Гц; fj – частота, Гц
Таким образом, можно предположить, что фильтрация частот более 50 Гц и для сварочного тока, и для напряжения позволит повысить точность оценки стабильности горения сварочной дуги, так как высокие частоты характеризуют особенности работы сварочных источников, а не процесс горения дуги. На рис. 12 приведены отфильтрованные осциллограммы. Фильтрация производилась математическим способом с использованием прямого (формула (1)) и обратного преобразования Фурье и ступенчатой функции Хевисайда (формула (2)):
28
Стр. 28 |
ЭБ ПНИПУ (elib.pstu.ru) |
D j |
= |
1 |
n−1 |
|
π i |
j |
|
Z ( f j − fc ) , |
(2) |
|
∑S k exp − 2 |
|
k |
||||||
|
|
n k =0 |
|
|
n |
|
|
|
|
где Dj – сигнал после фильтрации частот более fc; Z (f – fc) – функция Хевисайда, сохраняющая значение, равное единице при частотах менее fc, и равная нулю при частотах более fc.
Рис. 12. Отфильтрованные осциллограммы сварочного тока и напряжения при сварке опытными электродами
Необходимость проведения фильтрации подтверждается и анализом рабочих полей. График рабочего поля, показывающего зависимость напряжения от тока при сварке опытными электродами, без фильтрации приведен на рис. 13, а после фильтрации – на рис. 14.
Рис. 13. Рабочее поле при сварке: U – неотфильтрованное напряжение;
I – неотфильтрованный сварочный ток
29
Стр. 29 |
ЭБ ПНИПУ (elib.pstu.ru) |
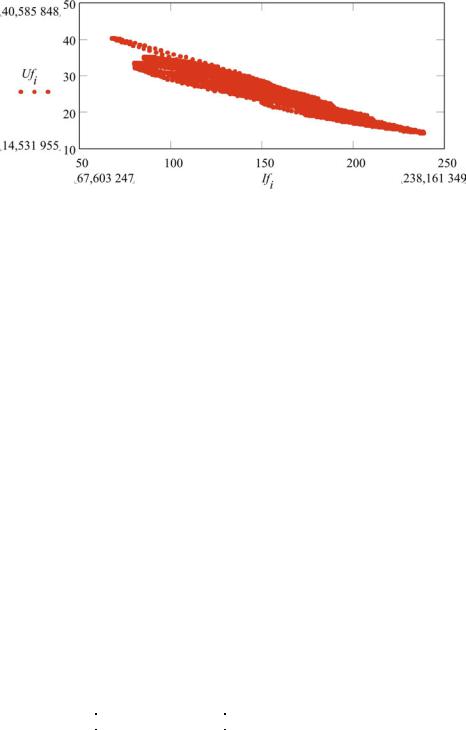
Рис. 14. Рабочее поле при сварке: Uf – отфильтрованное напряжение; If – отфильтрованный сварочный ток
Критериями оценки стабильности горения сварочной дуги были приняты коэффициенты вариации по сварочному току (Kvi) и напряжению дуги (Kvu):
Kvi |
= |
σ i |
, |
Kvu |
= |
σ u |
, |
|
|
||||||
|
|
I cp |
|
U ср |
|||
где σ i− среднеквадратичное отклонение сварочного тока, Iср – среднее значение сварочного тока, σ u− среднеквадратичное отклонение напря-
жения дуги, Uср – среднее значение напряжения дуги. Чем стабильнее горит дуга, тем меньше указанные коэффициенты.
Для определения коэффициентов вариации производилась статистическая обработка осциллограмм сварочного тока и напряжения дуги до и после фильтрации.
Втабл. 5 приведен состав покрытий исследованных электродов
ирезультаты статистической обработки.
|
|
|
|
|
Таблица 5 |
Статистические характеристики процесса сварки |
|
||||
|
|
|
|
|
|
Марка |
Источник |
Iср |
σ i |
|
kv |
электрода |
питания |
|
|||
|
|
|
|
||
МР-3 |
ВДУ-506У |
134,4 |
32,7 |
|
0,245 |
МР-3 |
ВСС-300 |
108,8 |
16,3 |
|
0,15 |
ЭЛУР-9 |
ВСС-300 |
113,9 |
6,5 |
|
0,06 |
30
Стр. 30 |
ЭБ ПНИПУ (elib.pstu.ru) |