

Тонкопленочные платы на основе анодированного алюминия
Сохранение плоскостности покрытий на каждом этапе обработки обеспечивает применение в качестве изолирующих слоев окиси алюминия (Al2O3), получаемой путем окисления алюминиевого покрытия в электролите. В зависимости от режимов электролитического окисления (анодирования) можно с малой скоростью роста получить пленку Al2O3 с высокими электрическими свойствами, или ускоренно получить пленку с пониженными электрическими свойствами. В первом случае плотную пленку получают на мягких режимах (малые плотности тока) и используют для изоляции смежных уровней проводников. Во втором случае пористую пленку формируют на форсированных режимах (высокие плотности тока) и используют для изоляции соседних проводников одного уровня, причем снижение пробивной напряженности пленки компенсируется увеличением толщины пленки.
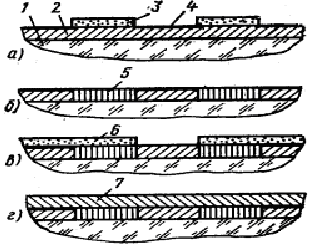
Рис. 3. Последовательность формирования коммутационной платы на основе анодированного алюминия (нижние уровни).
На рис. 3 показано содержание одного (первого) цикла обработки. После осаждения на подложку 1 сплошного слоя алюминия 2 на поверхности формируют фотомаску 3, рисунок которой соответствуют рисунку промежутков между будущими проводниками. Выполнив на мягких режимах избирательное анодирование алюминия, получают тонкий (~0,2мкм) и плотный слой 4 Al2O3 (рис. 3,а). Далее (рис. 3,б) фотомаску удаляют и выполняют анодирование на форсированных режимах на всю толщину пленки 5 (маской при этом служит тонкий плотный слой окисла). Путем фотолитографии (рис. 3,в) удаляют участки тонкого окисла, не защищенные фотомаской 6, для создания контактных переходов и напыляют (рис. 3,г) следующий сплошной слой алюминия 7 (второй уровень металлизации). Затем описанный цикл повторяется.
На поверхности полностью изготовленной платы должен находиться слой плотного окисла, удаленный лишь с монтажных площадок.
Толстопленочные платы
Для пояснения сущности процесса можно воспользоваться рис. 3. Вместо циклов "осаждение тонкой пленки в вакууме - фотолитография" в данном случае используются циклы "нанесение пасты через трафарет - сушка - вжигание", а подложку заменяют на керамическую - прочный термостойкий материал.
Для формирования многоуровневой системы используют два вида паст: проводящую и диэлектрическую. Поскольку толщина межслойной изоляции в 2-3 раза превышает толщину проводящего слоя, для получения качественных контактных переходов производят предварительно одно- или двукратное нанесение проводящей пасты в окна изолирующего слоя по циклу "нанесение пасты через трафарет - сушка" (без вжигания). На заключительном этапе изготовления платы аналогичный прием используется для формирования монтажных площадок, которые впоследствии обслуживаются с помощью лудящих паст.
Следует подчеркнуть, что в многоуровневых системах вжигание паст в керамику происходит лишь на границе нижнего проводящего и нижнего изолирующего слоев с подложкой. Прочность сцепления последующих слоев друг с другом обеспечивается за счет расплавления в них низкотемпературного стекла и затем отвердения.
Платы на основе многослойной керамики
В отличие от предыдущих типов плат, все слои которых формируются на общей подложке, в данном случае каждый проводящий слой наносится на собственную индивидуальную подложку из необожженной ("сырой") керамики. Впоследствии отдельные листы керамики с проводящим рисунком собираются в пакет.
Исходными заготовками являются листы пластичной керамики толщиной 0,1мм, полученные методом экструзии (выдавливанием пластичной керамической массы через щелевидный фильер). В отдельных листах керамики пробивкой или сверлением получают базовые отверстия, а затем (базируя листы по этим отверстиям) - отверстия под контактные переходы диаметром не менее 0,1мм (рис. 4,а).
Используя те же базовые отверстия на каждой заготовке, через сетчатый трафарет заполняют отверстия под переходы проводящей пастой, а затем с помощью другого трафарета наносят проводящий рисунок и сушат.
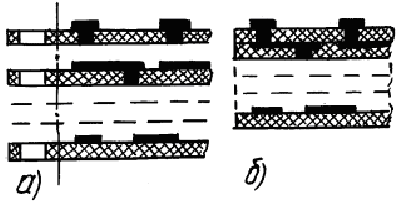
Рис. 4. Коммутационная плата на основе многослойной керамики: а) отдельные керамические подложки с проводящим рисунком; б) плата в сборке (показаны нижний и два верхних уровня)
Следует подчеркнуть, что вследствие высоких температур (1400-1700°С) последующего обжига керамики приходится отказываться от высокоэлектропроводных серебряно-палладиевых паст и использовать пасты на основе частиц тугоплавких металлов (вольфрама или молибдена).
В дальнейшем, используя те же базовые отверстия, отдельные листы собирают в пакет (рис. 4,б), подпрессовывают и штамповкой отделяют периферийную часть с базовыми отверстиями. Пакет подвергают высокотемпературной обработке. При этом протекают два параллельных процесса: вжигание проводящего рисунка в керамику и спекание (взаимная диффузия) частиц окислов, из которых состоит керамическая масса. На первой стадии обжига также происходит разложение и удаление пластификатора (технологической связки).
Выходящие на поверхность платы монтажные площадки на основе вольфрама или молибдена не допускают сварки и не смачиваются припоем. Для возможности облуживания площадок и последующей пайки на них предварительно создают слой никеля путем химического осаждения из раствора.