

МИНОБРНАУКИ РОССИИ
Санкт-Петербургский государственный
электротехнический университет
«ЛЭТИ» им. В.И. Ульянова (Ленина)
Кафедра МСК
ПРАКТИЧЕСКОе Задание №5
по дисциплине
«Основы менеджмента качества и управления бизнес процессами»
Тема: «Решение проблем в области качества с помощью цикла PDCA»
Студенты гр. 8391 |
|
Орещенко Н.В. |
|
|
Петрухина М.С. |
Преподаватель |
|
Макаров А.А. |
Санкт-Петербург
2021
Цели работы – приобретение навыков:
интерпретации терминов стандарта ISO 9000, относящихся к корректирующим действиям;
интерпретации требований стандарта ISO 9001, относящихся к корректирующим действиям;
поэтапного решения проблем в области качества (корректирующие действия в рамках цикла PDCA);
Задание:
1. Определить проблему в области качества для одного из процессов.
2. Разработать с помощью простейших инструментов менеджмента поэтапное решение проблемы в области качества в рамках цикла PDCA.
3. Заполнить регистрационный лист поэтапного решения проблемы в области качества (ПРИЛОЖЕНИЕ А)
1.3.3.1. Этап планирования
PLAN 1 |
DO |
CHECK |
ACTION |
В организации в течение месяца собирались данные с целью исследования отклонений в технологическом процессе. Контрольный лист по видам дефектов приведен на рисунке 1.
На основе контрольного листа построена таблица 1, служащая основой для построения диаграммы Парето по видам дефектов (несоответствий) - рисунок 2.
Источник данных: партия ножей №10 OOO «ОРЕШНИКОВ-НОЖ» Операция: Сборка ножей для набора «Tatsuga – Универсальный кухонный» серии Harakiri Тип дефекта: в соответствии ГОСТ Р 51015-97 Длина лезвия: 150 мм |
Объем выборки: 50 Контроль выполнил: Орещенко Н.В., Петрухина М.С. Забраковано: 15 ножей |
|
Тип дефекта |
Число дефектов по типам |
|
1. Превышен допуск прямолинейности (1 мм на 100 мм длины) |
///// ///// |
10 |
2. Превышено смещение продольной оси хвостовика и посадочного места рукояти относительно друг друга в стыковых соединениях |
///// |
5 |
3. Превышен допуск шероховатости на боковых поверхностях клинков |
///// |
5 |
4. Превышен допуск шероховатости на поверхностях широкой фаски и поверхностях, образующих лезвие |
///// ///// // |
12 |
5. Превышен допуск шероховатости поверхности рукояти |
///// ///// ///// |
15 |
6. Трещины, раковины, плены, заусенцы на клинке |
///// / |
6 |
7. Выступ шайб и заклепок над поверхностью ручек более 0,5 мм |
///// |
5 |
8. Несоответствие твердости материала лезвия по Роквеллу для кухонных ножей |
///// //// |
9 |
9. Несоответствие размеров клинка и рукояти типовым геометрическим размерам кухонных ножей |
///// // |
7 |
|
Итого, число дефектов: |
74 |
Рисунок 1 Контрольный листок типов дефектов
Таблица 1 Расчет для построения диаграммы Парето
Тип дефектов |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
1. Превышен допуск прямолинейности (1 мм на 100 мм длины) |
10 |
10 |
13.5 |
13.5 |
2. Превышено смещение продольной оси хвостовика и посадочного места рукояти относительно друг друга в стыковых соединениях |
5 |
15 |
6.8 |
20.3 |
3. Превышен допуск шероховатости на боковых поверхностях клинков |
5 |
20 |
6.8 |
27.1 |
4. Превышен допуск шероховатости на поверхностях широкой фаски и поверхностях, образующих лезвие |
12 |
32 |
16.2 |
43.3 |
5. Превышен допуск шероховатости поверхности рукояти |
15 |
47 |
20.3 |
63.6 |
6. Трещины, раковины, плены, заусенцы на клинке |
6 |
53 |
8.1 |
71.7 |
7. Выступ шайб и заклепок над поверхностью ручек более 0,5 мм |
5 |
58 |
6.8 |
78.5 |
8. Несоответствие твердости материала лезвия по Роквеллу для кухонных ножей |
9 |
67 |
12.2 |
90.7 |
9. Несоответствие размеров клинка и рукояти типовым геометрическим размерам кухонных ножей |
7 |
74 |
9.3 |
100 |
Итого |
74 |
– |
100 |
– |
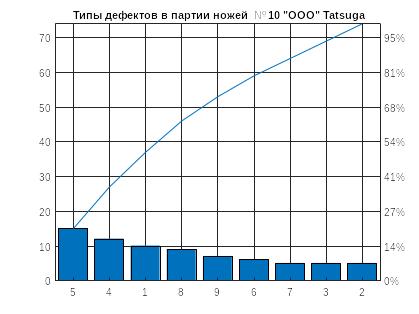
Рисунок 2 Диаграмма Парето для типов дефектов в партии ножей
Из диаграммы видно, что наибольшую группу составляют дефекты «Превышен допуск шероховатости поверхности рукояти» – около 20% от общего числа несоответствий. Группа сотрудников предприятия концентрирует внимание на устранении отклонений на операции шлифовка рукояти.
PLAN 2 |
DO |
CHECK |
ACTION |
Для выдвижения гипотез о причинах, построена диаграмма причин и результатов (схема Исикава) (рисунок 3).

Рисунок 3 Диаграмма «причина – результат» (схема Исикава)
После дальнейшего наблюдения за продукцией с отклонениями и фиксирования фактических причин отклонений оказалось, что все причины, кроме трех (таблица 3) появляются реже 10% от общего числа. Это хорошо видно на диаграмме Парето по причинам дефектов (рисунок 4).
Хотя изготовление продукции выполнялось в соответствии со стандартной технологией, качество партии шлифовальных кругов, закупленных у нового поставщика оказалось несоответствующим текущим настройкам станков, а отдел технического контроля, ответственный также за поверку оборудования и контроль качества закупаемого сырья, не выявил отличие в силу нестабильности измерительной техники, что в совокупности и стало причиной превышения допуска шероховатости рукояти после технологической операции «Шлифовка рукояти». Таким образом, причина найдена, и завершает этап планирования решение о разработке последовательности: «закупка-поверка-оснащение-запуск технологического цикла».
Таблица 3
Причина дефектов |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
1. Качество металла и его плавки |
3 |
3 |
7.3 |
7.3 |
2. Хранение материалов |
1 |
4 |
2.4 |
9.7 |
3. Качество примесей |
2 |
6 |
4.9 |
14.6 |
4. Стабильность работы станка и качество его обслуживания, метрологические показатели и их соблюдение |
1 |
7 |
2.4 |
17.0 |
5. Качество резца |
4 |
11 |
9.8 |
26.8 |
6. Физическое и психологическое состояние рабочих |
1 |
12 |
2.4 |
29.2 |
7. Стабильность измерительной техники и точность проведения процедур поверки ОТК |
5 |
17 |
12.2 |
41.4 |
8. Соответствие материалу технологии шлифовки |
4 |
21 |
9.8 |
51.2 |
9. Качество шлифовального круга |
10 |
31 |
24.4 |
75.6 |
10. Соблюдение технологии шлифовки (время обработки, угол шлифования, скорость круга) |
3 |
34 |
7.3 |
82.9 |
11. Прочие |
7 |
41
|
17.1 |
100 |
Итого |
41 |
– |
100 |
- |
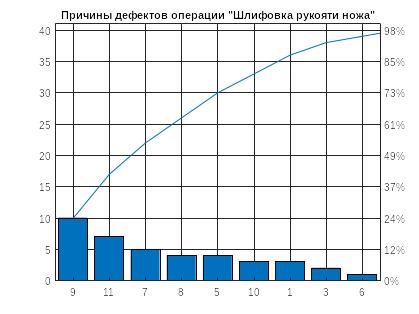
Рисунок 4 Диаграмма Парето по причинам несоответствий
PLAN 4 |
DO |
CHECK |
ACTION |
Сотрудники стандартизовали процесс закупки сырья при смене поставщика, который и был включен в технологическую документацию. Процесс стал включать в себя не только проверку сырья несколькими технологическими методами, но и конечную поверку оборудования после замены шлифовальных кругов на станках, которая не осуществлялась ранее.