

1.5. Назначение прессов горячей объемной штамповки
Прессы кривошипные горячештамповочные (КГШП) предназначены для производства поковок из черных и цветных металлов и их сплавов методом горячей объемной штамповки.
КГШП нашли широкое применение для штамповки различных поковок, ранее изготавливаемых на молотах.
На рис. 34 показан кузнечный цех с установленными тяжелыми КГШП.

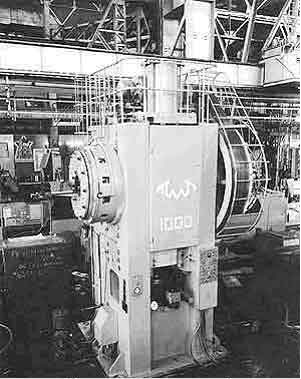
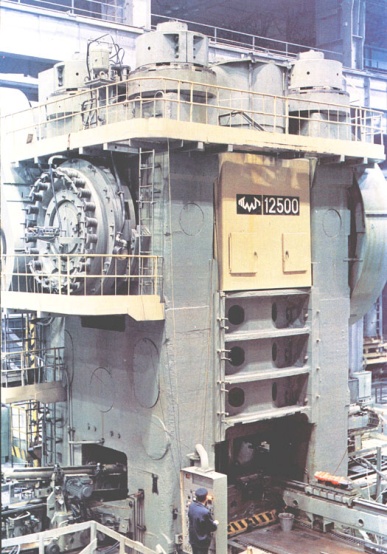
Рис. 33. КГШП производства ОАО «Тяжмехпресс»
В настоящее время наиболее распространены две принципиальные схемы компоновки кривошипных горячештамповочных прессов, показанные на рис. 35.
При этом первая схема применяется для прессов номинальным усилием до 25000 кН включительно, а вторая − до 140000 кН.
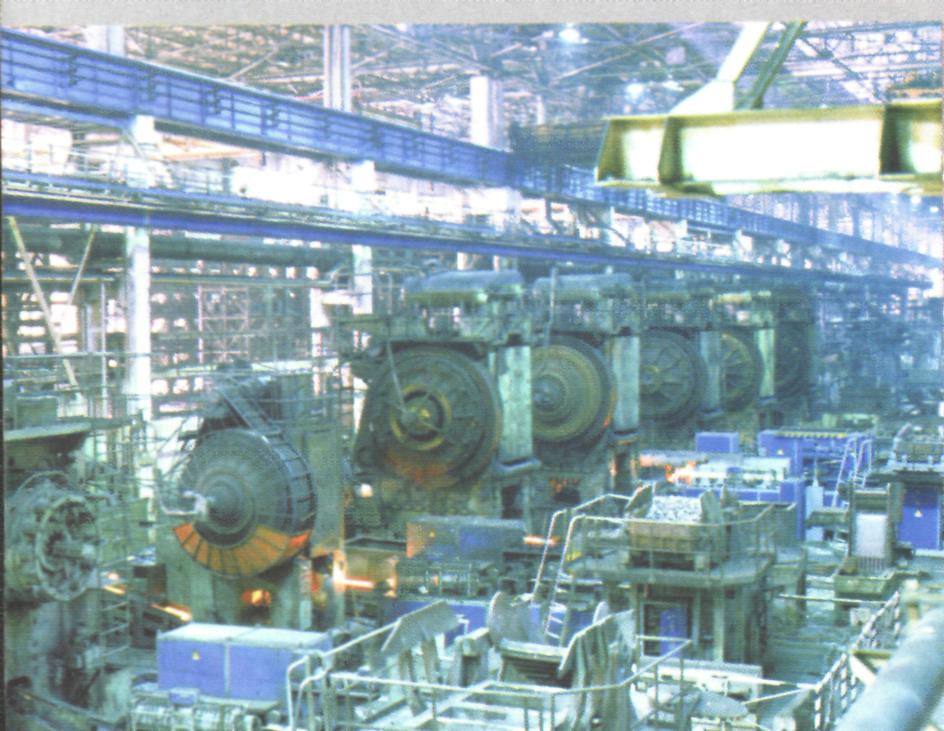
Рис. 34. Современный кузнечный цех
Ряд зарубежных фирм и Воронежское ОАО «Тяжмехпресс» выпускают КГШП традиционной конструкции без промежуточного вала. Конструктивная схема такого пресса показана на рис. 35 а.
Наибольший экономический эффект эти прессы обеспечивают при использовании их для производства поковок в автомобильной, тракторной, авиационной промышленности, в транспортном и сельскохозяйственном машиностроении в составе автоматизированной штамповочной линии.
Особенностью конструкции КГШП является то, что все усилия, возникающие при штамповке, воспринимаются массивной станиной, на которой установлен электродвигатель, вращающий через шкив и клиноременную передачу маховик, закрепленный на приемном валу.
а) безпромвальная схема |
б) схема КГШП с промвалом |
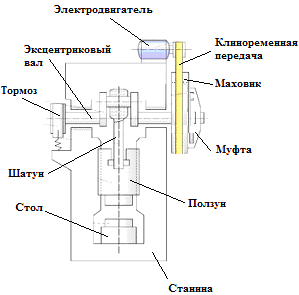
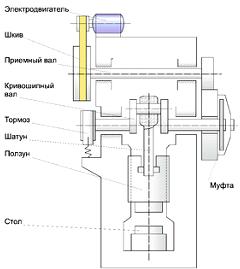
Рис. 35. Компоновочная схема современных КГШП
С этого вала через зубчатые колеса вращение передается коленчатому валу, соединенному шатуном с ползуном, который может совершать возвратно-поступательное движение по направляющим.
Кривошипно-шатунный механизм включается от ножной педали фрикционной пневматической муфтой; для остановки − выключают пневматическую муфту и включают пневматический ленточный тормоз. Маховик останавливают тормозом при выключенном электродвигателе.
На станине пресса установлен клиновой стол, предназначенный для регулирования высоты штампов при их установке.
До 70-х годов XX века КГШП выпускались с механизмом изменения штамповой высоты, выполненным в виде клинового стола согласно схеме, показанной на рис. 36.
Ползун КГШП осуществляет возвратно-поступательные движения с помощью кривошипно-шатунного механизма, поэтому величина хода ползуна постоянна и весь процесс деформирования металла в каждом ручье производится за один ход. Это существенное отличие КГШП от ПШМ.
|
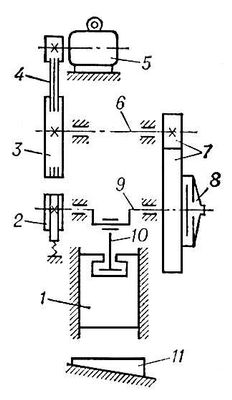

Рис. 36. Кинематическая схема КГШП ранних выпусков
1 — ползун; 2 — тормоз; 3 — маховик; 4 — клиноремённая передача; 5 — электродвигатель; 6 — передаточный вал; 7 — зубчатая передача; 8 — муфта; 9 — кривошипный вал; 10 — шатун; 11 — плита для укрепления матрицы штампа.
Баба молота с верхней частью штампа может быть остановлена в любой момент перемещения, что позволяет получать поковки с большой разницей поперечных сечений. На КГШП ход ползуна постоянен. Это существенно снижает возможности КГШП и при необходимости получения таких поковок КГШП приходится агрегатировать с такими машинами, как ковочные вальцы или горизонтально-ковочные машины (ГКМ).
Уменьшение скорости деформирования позволяет применять на КГШП штамповку в закрытых ручьях и выдавливанием, но во втором случае применяются прессы с увеличенным ходом для обеспечения пространства для выталкивания удлиненных поковок. Применение закрытых ручьев исключает операцию обрезки и, соответственно, необходимость обрезного пресса.
Одновременно постоянство хода ползуна приводит к увеличению производительности. Известно, что КГШП имеют большую производительность по сравнению с ПШМ. Это объясняется тем, что при большой быстроходности на ПШМ в каждом ручье приходится наносить несколько ударов, а на прессе производится один ход.
Для уравновешивания ползуна в верхней части пресса установлены уравновешивающие пневматические цилиндры, под поршни которых, связанные штоками с ползуном, непрерывно подается сжатый воздух.
Для управления прессом используют сжатый воздух давлением 600 кПа из цеховой магистрали, который поступает вначале в ресивер, из него — в расходный резервуар пресса и далее - к пусковой педали, в уравновешивающие цилиндры и воздухораспределитель, управляющий синхронно работой тормоза и фрикционной муфты.
При включении тормоза муфта отключается и наоборот.
В отличие от молотов такие прессы имеют жесткий график движения ползуна, полный ход которого вверх и вниз одинаков и равен удвоенному радиусу кривошипа. В крайних верхнем и нижнем положениях вследствие перемены направления движения скорость ползуна всегда равна нулю, а в момент соприкосновения верхней части штампа с заготовкой — 0,3— 0,8 м/с.
КГШП имеют выталкиватели для принудительного удаления поковок из верхней и нижней половин штампа, не требуют громоздких шаботов и фундаментов. При эксплуатации КГШП в сочетании с индукционным нагревом улучшаются санитарно-гигиенические условия труда в цехе, уменьшаются шум и сотрясение зданий.
Основные параметры КГШП усилием от 6,3 до 63 МН с числом ходов ползуна от 90 до 35 в минуту регламентированы ГОСТ 6809—70. В отдельных случаях изготовляют КГШП усилием 100— 120МН.
КГШП снабжают различными устройствами для механизации и автоматизации процесса штамповки:
- автоматическими перекладчиками заготовок из ручья в ручей;
- грейферными подачами и манипуляторами, работающими синхронно с автоматическими индукционными нагревательными установками.
Главные особенности КГШП состоят в следующем:
- жесткая конструкция главных узлов и пресса в целом, что вызвано необходимостью резко уменьшить величину упругой деформации деталей пресса в целях повышения точности штамповки;
- усиленные направляющие ползуна, что вызвано необходимостью уменьшения величин перекосов ползуна при внецентренной нагрузке;
- увеличенное число ходов ползуна, что обусловлено необходимостью уменьшения продолжительности контакта штампа с заготовкой при обработке горячего металла.