

2.5. Точность абразивных кругов
По точности изготовления круги делят на три класса: АА, А и Б. Круги класса АА выпускают из зерна с повышенным содержанием основной фракции (П). Эти круги имеют наименьшую неуравновешенность и наименьшие отклонения от заданных размеров.
Эксплуатационные свойства кругов оценивают их стойкостью и качеством обработанной поверхности. При работе в условиях автоматизированного производства применяют круги классов АА и А. Перед работой круг проверяют на прочность и балансируют. Правку кругов производят автоматически алмазным правящим инструментом. В процессе работы, особенно при чистовой обработке, следует использовать круги из сверхтвердых материалов.
Шлифовальные круги, как любое тело вращения, обладают неуравновешенностью, т. е. несовпадением центра тяжести круга с его геометрическим центром. По ГОСТ 3060-86 предусмотрены четыре класса неуравновешенности. Наименьшая неуравновешенность соответствует классу 1, наибольшая - классу 4. В зависимости от класса точности кругов класс неуравновешенности должен быть: 1 - для кругов класса АА; 1 и 2 - для класса А; 3 и 4 - для класса Б. Чем больше неуравновешенность, тем большие вибрации возникают при работе круга, при этом ухудшаются качество обработанной поверхности и точность шлифования.
Неуравновешенность массы в абразивных кругах в основном контролируют статическим способом. Приборы для статической балансировки показаны на рисунке 15: а, б. У балансировочных валков основной частью являются два параллельно расположенных цилиндрических валика или ножа. Применяют также приборы с вращающимися дисками, которые дают лучшие результаты при балансировке. Закрепленный на балансировочной оправке круг устанавливают на прибор и придают ему медленное вращение, отмечают верхнюю, т. е. более легкую, точку его периферии и прикрепляют к ней зажим. Затем поворачивают круг на 90° и подбирают, крепя на зажим, уравновешивающий груз. Если подобранная масса груза не превышает допустимую, то круг соответствует данному классу неуравновешенности.
Для достижения допустимых значений неуравновешенности на торце круга делают у отверстия секторную канавку, которую заливают свинцом, масса которого соответствует неуравновешенности; или делают в тело круга инъекцию специальной аэрозолью.
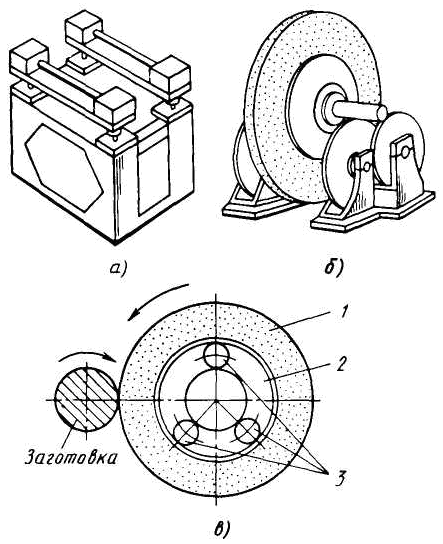
Рис. 15. Приборы для балансировки (а, б)
и схема приспособления для автоматической балансировки (в)
Шлифовальные станки часто оснащают приспособлениями для автоматической балансировки кругов. На рисунке 15, в приведена схема одного из таких приспособлений. В планшайбе 2 шлифовального круга 1 расположены три шарика 3, которые при балансировке автоматически самоустанавливаются и устраняют дисбаланс.
2.6. Крепление шлифовальных кругов на шпинделе станка.
Основные требования техники безопасности
Крепление шлифовальных кругов на шпинделе станка должно быть надежным и не создавать в круге внутренних напряжений. Для равномерного зажима между фланцами и кругом устанавливают прокладки-кольца толщиной 0,5—3,00 мм из кожи, войлока, резины или картона. Во избежание напряжений в зоне отверстия и порчи посадочной поверхности шпинделя станка или посадочного места крепежного приспособления круги надеваются на них с зазором, который в зависимости от размера круга равен 0,1-0,8 мм. На рисунке 16 (а−д) приведены способы крепления кругов, на рисунке 16, е − конструкция планшайбы для крепления сегментных кругов. Сегментные круги применяют на плоскошлифовальных станках при работе торцом круга.

Рис. 16. Способы крепления кругов:
а) – на шпильке наклеиванием; б) – винтом;
в), г) – на шпинделе соответственно винтом и фланцами;
д) – переходным фланцем;
е) – сегментных кругов на планшайбе
Крепление алмазных кругов и кругов из кубического нитрида бора на керамической связке аналогично рассмотренному. Круги с металлическим корпусом крепят с посадкой на шпинделе Н7/h6. Прокладок при их креплении обычно не применяют.
Шлифовальные круги работают при высоких скоростях, и в процессе работы возможны их разрывы, поэтому необходимо соблюдать правила техники безопасности по ГОСТ 12.3.028-82.
Перед началом работы до установки на станок круг должен быть проверен на отсутствие трещин, выбоин и других дефектов, а также испытан на прочность на специальном стенде при скорости в 1,3-1,5 раза выше рабочей.
Круг на станок надо устанавливать, соблюдая следующие требования: после сборки круга с фланцами или планшайбой необходимо его отбалансировать в специальном приспособлении или непосредственно на станке с помощью имеющихся на фланцах или планшайбе балансировочных сухарей, которые перемещаются по круговому пазу.
На станках, работающих шлифовальными кругами, должен быть установлен защитный кожух (рисунок 17). При установке кожуха зазор между периферией круга и передней кромкой кожуха должен быть не более 6 мм. Шлифовальные станки должны быть снабжены вентиляционными устройствами и ограждениями.
Круг должен работать со скоростью, не превышающей предельную скорость, указанную на круге, и подачами, не превышающими допустимые. После установки нового круга на станок необходимо его испытать при работе вхолостую.
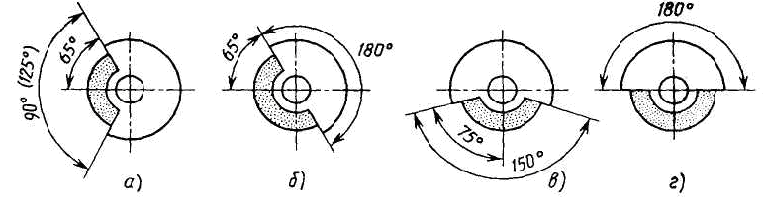
Рис. 17. Схема установки защитного кожуха на станках:
а) – обдирочных (900) и заточных (1250); б) – кругло- и бесцентрошлифовальных; в) – плоскошлифовальных, работающих периферией круга;
г) – переносных с гибким валом
Контрольные вопросы к разделу 2
1. Перечислите основные типы абразивных кругов.
2. Какие абразивные материалы применяются в шлифовальных инструментах?
3. Перечислите зерна в порядке возрастания твердости.
4. Перечислите степени твердости абразивных инструментов.
5. Назовите структуры в абразивных инструментах.
6. Перечислите связи, применяющиеся в абразивных кругах.
7. Какая связка применяется в инструментах для доводочных работ?
8. Какая связка применяется в инструментах для заточных работ?
9. Какая основа применяется при изготовлении шкурок?
10. Для каких работ применяются шлифовальные головки?
11. Какая наибольшая точность достигается при обработке абразивными кругами?
12. Назовите основные характеристики абразивных кругов.
13. Перечислите основные характеристики алмазных кругов.
14. Назовите инструменты для правки абразивных кругов.
15. Перечислите методы правки шлифовальных кругов.
16. Перечислите способы крепления шлифовальных кругов.
17. Для чего производится балансировка кругов?
18. Какими особенностями при работе обладают абразивные инструменты?
19. На каких скоростях резания работают шлифовальные круги?
20. Какая точность достигается при обдирочном шлифовании?
21. С какой целью производится правка кругов?