5.2.2.4.2. Устройство и планировка сборочного конвейера
Схема устройства сборочного конвейера показана на рис. 5.6.
По компоновочному решению (рис. 5.6) сборочный участок состоит из цепного конвейера 1 с замкнутыми рабочими ветвями, состоящего из 18 рабочих позиций; двух буферных сборочных конвейеров 2 и 3 поузловой сборки, состоящих каждый из двух сборочных позиций, установленных в начале сборки; одного трёхпозиционного конвейера 4 поузловой сборки дифференциала, оборудованного консольным краном 5, для переноса собранного дифференциала на позицию общей сборки редуктора; площадки 6 для технологического задела корпусов редуктора в начале сборки и площадки 7 для разгрузки собранных редукторов. Обе площадки 6 и 7 обслуживаются одним консольным краном 8.
Сборочная ветвь конвейера (см. рис. 5.6) состоит из роликотяговой цепи 1 с закреплёнными на ней платформами 2, соответствующими числу рабочих позиций конвейера Мсб=18. На каждой из платформ смонтированы приспособления-спутники 3, на которые в начале сборки закрепляется картер редуктора 4. Вся конструкция конвейера смонтирована на эстакаде с индивидуальной опорой каждой тележки платформы на соответствующие направляющие 5, выполненные по всей длине эстакады. Устойчивость платформ при выполнении сборочных работ обуславливается значительной собственной массой редуктора (М = 42 кг).
Такт сборки обеспечивается наличием в приводе мальтийского креста, сконструированного специально для обеспечения заданной ритмичности перемещения объекта τс=1,6 мин.
Поузловая сборка механизмов редуктора осуществляется параллельно с общей сборкой с тем же тактом сборки τс = 1,6 мин. Для этого к соответствующим сборочным позициям пристыкованы буферные сборочные конвейеры с перемещением ленточными транспортерами собранных единиц к соответствующим сборочным позициям конвейера общей сборки.
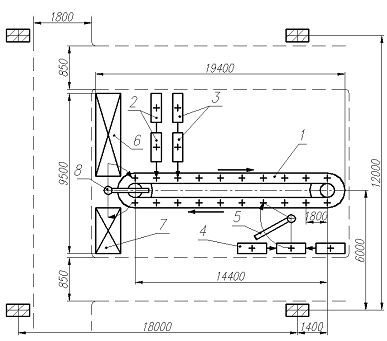
Рис. 5.6. Компоновочная схема участка поточной сборки редуктора
Таких буферных сборочных конвейера три:
1. Сборочный конвейер по сборке сборочной единицы ТСБ-2 «Шестерня коническая ведущая в сборе с валом»;
2. Сборочный конвейер по сборке сборочной единицы ТСБ-4 «Шестерня коническая ведомая в сборе с валом»;
3. Сборочный конвейер по сборке сборочной единицы ТСБ-5 «Дифференциал в сборе с шестернёй ведомой цилиндрической».
По существующей маршрутной технологии сборки эти конвейеры пристыковываются к сборочным позициям при выполнении операций 010, 015 и 065 соответственно.
Рабочая длина конвейера, состоящего из двух сборочных ветвей с общим числом Мсб=18, позиций с шагом tк=1800 мм каждая, определяется по формуле [2]
![]() ,
(5.13)
,
(5.13)
где Dз – диаметр приводной звёздочки, мм.
Примем длину части конвейера, находящейся на полуокружности звёздочек, равной шагу tк , т.е.
![]()
откуда найдём диаметр звёздочек Dз как
![]()
Тогда длина конвейера, состоящая из двух ветвей на приводных звёздочках Dз=1146 мм, составит при шаге tк=1800 мм и длине платформы Lр
Lк=1800⋅9+1146+500 = 16200+1146+500=17846 м.
Развёртка длины конвейера составит
Lр.к = Мсб tк=18⋅180 =32400 мм.
Рекомендуемые скорости перемещения v конвейеров периодического действия рекомендуют принимать из диапазона v = 15…20 м/мин [2].
С учётом определённого значения tк=1,8 м и принятого времени, затрачиваемого на транспортирование, в расчётах такта сборки tтр=0,1 мин назначим скорость перемещения сборочного объекта конвейера v=18 м/мин.
Как видно из компоновочной схемы, сборочный участок расположен в соответствии с рекомендациями [2] перпендикулярно пролётам механосборочного цеха и по своим габаритным размерам вписывается в принятую сетку колонн 18×12 м, с предусмотрением места для продольного и поперечного проездов шириной 1,8 и 1,25 м для грузопотоков комплектующих изделий. Площадки для размещения комплектующих изделий, в основном в ящичной таре, предусмотрены на каждом слесарном верстаке рабочей позиции слесаря-сборщика.
При планировке оборудования пользовались нормами технологического проектирования рабочих мест механосборочных цехов, приведённых в работе [2].
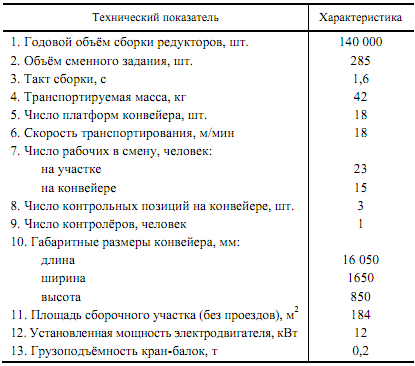
В таблице 5.10 приведены основные технические характеристики сборочного участка.
Таблица5.10.
Основные технические характеристики
поточной сборки редукторов