

3.2. Информационные характеристики аск и ис
Рассмотрение основных обязанностей оператора в ручном, автоматизированном и автоматическом режимах работы ЛСК показывает, что вся информация, необходимая ему для эффективной работы, может быть сведена к трем основным группам: качественная, количественная и дополнительная.
Качественная информация включает в себя основные данные системы, блоков и узлов контролируемого объекта, параметры которых вышли за предельно допустимые значения. Ее целесообразно разделить на две основные группы. «Оперативная» качественная информация характеризует состояние систем, блоков и узлов объекта, контролируемых в соответствии с программой работы «в данный момент». «Постоянная» качественная информация характеризует состояние систем, блоков и узлов объекта, контролируемых непрерывно в течение всего испытательного цикла.
Количественная информация включает в себя абсолютные значения измеряемых параметров контролируемого объекта, а также верхние и нижние предельно допустимые значения параметров (допуски).
Дополнительная информация включает в себя различного рода пояснительные и вспомогательные данные, облегчающие и управляющие работу оператора. Характер ее в основном определяют специфика работы объекта и сама технология испытаний: время программное или текущее; номер контролируемого канала или операции; основные состояния контролируемого объекта и АСК (включено или выключено питание, готовность к работе и т.д.); состояние вспомогательной аппаратуры, применяемой при испытаниях, и т.д.
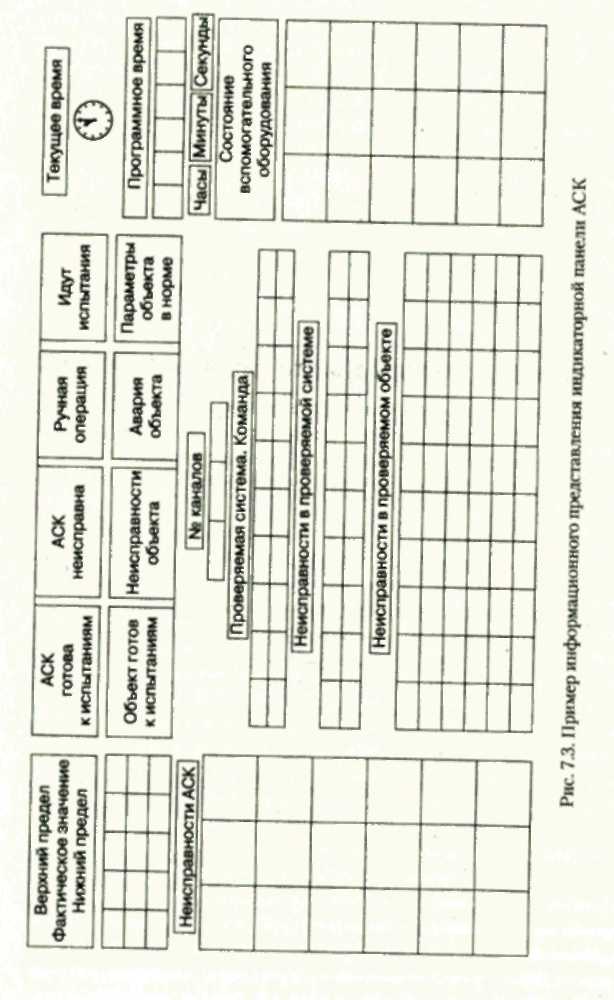

Для вывода информации могут быть использованы различные индикаторные табло (как сигнальные и знаковые, так и обзорные) двух типов: цифровые и нецифровые. Для примера на рис. 3.3 приведено информативное представление индикаторной панели АСК, где используют следующие цифровые обозначения: «верхний предел — фактическое значение — нижний предел», «номера каналов (операций)», «время программное или текущее».
К нецифровым обозначениям относятся «проверяемая система, команды», «неисправности в проверяемой системе», «неисправности в проверяемом объекте», «АСК неисправна», «состояние вспомогательного оборудования», «состояние объекта и АСК».
Информация с числовых табло выводится последовательно, с «нецифровых» — последовательно-параллельно (в этом случае обязательно запоминание поступающей информации).
Кроме того, необходимо знать объем информации, воспроизводимый системой индикации, скорость работы индикаторных устройств, скорость переработки информации человеком-оператором в реальных условиях, различные средства и методы отображения информации. Все эти задачи требуют количественной оценки, перерабатываемой человеком-оператором информации.
В целом индикаторные устройства, воспроизводящие на экранах информацию в виде различных символов, можно рассматривать как источник дискретных сообщений, характеризуемый случайным процессом, развивающимся во времени. Такими дискретными сообщениями могут быть буквы или цифры: слова, фразы; изображения, имеющие определенное смысловое содержание; типовые команды; извещения о возможных состояниях объектов или системы контроля, результаты измерений, выражаемые числами, и т.д.
Дискретный источник, используя имеющийся алфавит, выдает сообщения, представляющие собой последовательности символов. Одна из характеристик устройств индикации дискретной информации — количество воспроизводимой на экране информации.
Система индикации, подобно источнику сообщений в системах связи, может быть наиболее полно охарактеризована статистической структурой воспроизводимой информации, т.е. функциями распределения, которые характеризуются численными значениями вероятностей появления случайных сообщений. Практически же в большинстве случаев приходится иметь дело с вероятностями появления сообщений, или с относительными частотами их появления.
Применяемая здесь мера количества информации, вычисляемая на основе статистики событий, отличается объективностью и независимостью от психологических факторов, ибо статистические показатели событий объективны и устанавливаются на основе эксперимента.
Для случаев, когда должны приниматься во внимание семантика или ценность информации, эта модель неприменима.
Количество информации, воспроизводимое на экране, — не единственный параметр системы индикации. Специфическая особенность системы индикации - ее непосредственное «сопряжение» с человеком-оператором, которое должно оптимально использовать возможности оператора по восприятию и анализу отображаемой информации. Поэтому наряду с количеством информации одним из важных показателей, определяющих деятельность оператора, следует считать скорость работы (поток информации) системы индикации. Общее время контроля определено, поэтому можно говорить о количестве информации, вырабатываемой системой индикации в единицу времени.
Таким образом, поток информации зависит от количества различных сообщений, вырабатываемых системой индикации, их длительности и статистических характеристик. Надо также учесть, что скорость работы устройства индикации (ноток информации) не должна рассматриваться в отрыве от пропускной способности человека-оператора, определяемой количеством информации, воспринимаемым и перерабатываемым человеком в единицу времени. Пропускная способность человека-оператора сложная функция многих факторов и характеристик, основными из которых являются: тип задачи, решаемой оператором; объем поступающей информации; длина алфавита в каждом сообщении; вид отдельных символов; яркость; контрастность; размер символов.
Кроме приведенных основных объективных факторов и характеристик, пропускная способность зависит также от субъективных факторов, таких, как опыт и тренированность оператора, его состояние во время работы, особенности нервно-психической деятельности и т.д.
Вопросами пропускной способности человека серьезно занимается инженерная психология, однако в настоящее время нет ни теоретических, ни достаточно надежных экспериментальных данных по пропускной способности, которые могли бы быть использованы при разработке устройств индикации дискретной информации.
Систему передачи информации человеку-оператору в системе контроля можно представить как дискретный канал связи, в котором источником сообщения (передатчиком) является система индикации, приемником — человек-оператор, а каналом связи — естественные каналы связи системы восприятия человека (зрение, слух и др.).
Пропускная способность оператора как звена связи ограничена строго определенным количеством информации, которое он в состоянии принять и переработать за единицу времени. Поэтому объем предъявляемой информации должен находиться в соответствии с временем, отпущенным на ее обработку.
Эффективные методы кодирования увеличивают количественные пределы максимально возможной скорости передачи информации. Зная пропускную способность оператора, можно выбрать наиболее эффективный из используемых методов кодирования, чтобы он обеспечивал максимальную скорость приема информации человеком при максимальной надежности.
Методы оптимального кодирования включают в себя: подбор оптимального алфавита (или алфавитов, которыми кодируются отдельные элементы сообщения) и нахождение оптимальной логической структуры закодированного сообщения.
3.3. Средства автоматизации, измерений и контроля
К средствам автоматизации, измерений и контроля относятся функциональные узлы к управляющим приборам; индикаторы контакта; преобразователи (электроконтактные, пневмоэлектроконтактные, пневматические, фотоэлектрические сортировочные; механотронные; индуктивные), а также электронное реле; лазерный измеритель перемещений; блоки управления, являющиеся отсчетно-командными устройствами, выдающими в соответствующие каналы, управляющие команды.
Рассмотрим основные:
Преобразователи индуктивные используют в электронных показывающих приборах для измерения с высокой точностью и быстродействием размеров, отклонений формы и расположения поверхностей. Перемещения измерительного стержня с наконечником преобразуются в пропорциональные изменения, подаваемые на отсчетное или записывающее устройство.
Приборы электронные с индуктивным преобразователем (ПЭИП) позволяют визуализировать контроль и автоматизацию измерений. Эти приборы имеют показывающие стрелочные приборы или устройства цифровой индикации. При применении аналого-цифровых преобразователей ПЭИП могут быть стыкованы с микроЭВМ. На базе ПЭИП конструируют скобы, пробки, которые встраивают в схваты роботов и манипуляторов, ПЭИ П имеют розетки для подключения самописцев и других вторичных приборов.
Фотоэлектрические приборы (ФЭП) можно состыковывать с устройствами автоматического управления и ЭВМ. Одновременно информацию можно выводить в двоично-десятичном ходе на специальную шину. Возможно, устанавливать нулевое положение показаний, что реализует измерения по методу сравнения с мерой. Преобразователь может перемещаться по стойке.
Приборы активного контроля (ПАК) применяют, чтобы повысить точность обработки на металлорежущих станках, чаще всего методом шлифования и хонингования.
В ПАК для круглого наружного шлифования валов контроль размеров можно осуществлять двух- и трехконтактными скобами. Эти ПАК выпускают в различных модификациях и исполнениях, различающихся по типу применяемых скоб и по количеству управляющих команд, ходу гидроцилиндра.
С помощью ПАК для внутреннего шлифования есть возможность широкого регулирования контролируемых размеров. ПАК может быть сконструирован на основе двух одноконтактных преобразователей, имеющих щупы, загнутые под углом в 90°, устанавливаемые на универсальном кронштейне. По окончании цикла контроля прибор отводят из зоны обработки.
Наконечники вводят одновременно или вслед за шлифовальным кругом. При достижении требуемого размера прибор выдает команды на выхаживание.
В качестве ПАК для бесцентрового шлифования применяется универсальная измерительная система мод. БВ-4100-70БВ-4100-79 (10 модификаций, отличающихся диапазоном контролируемых размеров). Система позволяет проводить контроль вне зоны обработки. Детали для контроля подают механизмы шлифовального станка. Имеется возможность ручного контроля деталей специальной скобой.
У ПАК для плоского шлифования измерительное устройство выставляется по размеру контролируемой детали на станке. Приборы могут контролировать как гладкие, так и прерывистые поверхности.
Контрольно-сортировочные автоматы (КСА) применяют в массовом производстве для создания селективных групп деталей перед сборкой. Автоматы состоят из измерительно-командного устройства бункера накопителя, закрепленного на станине, магазинов кассет с рассортированными деталями, соединительных лотков со стрелочными устройствами. По команде от измерительного устройства поступает сигнал в блок управления стрелочных переводов. Измеренная деталь направляется по лотку в соответствующий магазин.
Для различных контрольных процедур создано множество КСА, обычно предметно и объектно-ориентированных на различные виды изделий и их параметров.
Принципиально новый шаг в области контроля — создание автоматов на основе микропроцессорной техники, которые значительно расширяют функциональные возможности и гибкость контроля. Так, разрабатываемые устройства контрольно-информационные модели 400Е.СОЗ и 400Е.СО3.66-01 предназначены для сплошного операционного контроля диаметров отверстий цилиндров после чистовой расточки отверстий блока цилиндров на автоматической линии Контроль осуществляется двумя контактными индуктивными пробками. Эти два устройства аналогичны по конструкции, у них имеется сдвиг пробок в пространстве. Перемещение пробок проводится от пневмоцилиндра. Пневмосистема используется также для обдува поверхностей, подвергаемых контролю. Обрабатывает результаты измерения программируемый контроллер типа PLC-2/30, который монтируется в электрошкафе. Результаты контроля выдаются в цифровой форме на табло отсчетно-командного устройства. Периодически (по программе) пробки направляются в эталонные отверстия для расчета поправки на результаты измерения.