

3. Статистические методы анализа качества. Расслаивание и графические методы
3.1. Методы расслаивания
Одним из наиболее простых и эффективных статистических методов, широко используемым в системе управления качеством, является метод расслаивания. Недаром он поставлен на первое место среди семи статистических методов, лежащих в основе контроля и последующего анализа качества. В соответствии с этим методом производят расслаивание статистических данных, т. е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности. Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои (страты) — расслаиванием (стратификацией).
Существуют различные методы расслаивания, применение которых зависит от конкретных задач. Например, данные, относящиеся к изделию, производимому в цехе на рабочем месте, могут в какой-то мере различаться в зависимости от исполнителя, используемого оборудования, методов проведения рабочих операций, температурных условий и т. д. Все эти отличия могут быть факторами расслаивания. В производственных процессах часто используется метод 4М, учитывающий факторы, зависящие от человека (man), машины (machine), материала (material), метода (method).
Расслаивание осуществляется примерно так:
расслаивание по исполнителям — по квалификации, по полу, по стажу работы и т. д.;
расслаивание по машинам и оборудованию — по новому и старому оборудованию, по марке, конструкции, выпускающей фирме и т. д.;
расслаивание по материалу — по месту производства, по фирме-производителю, по партии, по качеству сырья и т. д.;
расслаивание по способу производства — по температуре, по технологическому приему, по месту производства и т. д.
Например, если расслаивание произведено по фактору «оператop» (man), то при значительном различии в данных можно определить влияние того или иного оператора на качество изделия; если расслаивание произведено по фактору «оборудование» — влияние использования разного оборудования и т. д.
В результате расслаивания обязательно должны соблюдаться следующие два условия:
различия между значениями случайной величины внутри слоя должны быть как можно меньше по сравнению с различием ее значений в нерасслоенной исходной совокупности;
различие между слоями (различия между средними значениями случайных величин слоев) должно быть как можно больше.
Пример 1. Обратимся к таблице результатов измерений пробивного напряжения диэлектрических слоев (см. табл. 2.2). Допустим что экземпляры МОП-структур, результаты пробивных напряжений которых приведены в левой части таблицы (n = 75), изготовлены исполнителем А, а результаты правой половины таблицы характеризуют изделия, изготовленные исполнителем В (п=85).
Одного взгляда на табл. 2.2 достаточно, чтобы заметить, что МОП-структуры, изготовленные исполнителем В, более качественные, ибо имеют большее пробивное напряжение, чем структуры, изготовленные исполнителем А. Попробуем обработать этот цифровой материал, расслоив данные соответственно по исполнителям А и В.
Распределение частот для интервального ряда приведено в табл. 3,1.
Таблица 3.1
Интервальный ряд распределения пробивных напряжений
диэлектрических слоев 160 однотипных МОП-структур
(по исполнителям)
Интервал |
Середина интервала xi |
Частота |
||||
исполнитель А, Мi, |
исполнитель В, Мi, |
сумма |
накопленная частота,
|
|||
176,5... 179,4 |
178 |
1 |
|
1 |
1 |
|
179,5... 182,4 |
181 |
3 |
|
3 |
4 |
|
182,5... 185,4 |
184 |
5 |
|
5 |
9 |
|
185,5... 188,4 |
187 |
21 |
|
21 |
30 |
|
188,5... 191,4 |
190 |
16 |
|
16 |
46 |
|
191, 5... 194,4 |
193 |
29 |
|
29 |
75 |
|
194,5... 197,4 |
196 |
|
31 |
31 |
106 |
|
197,5..200,4 |
199 |
|
21 |
21 |
127 |
|
200,5... 203,4 |
202 |
|
18 |
18 |
145 |
|
203,5..206,4 |
205 |
|
9 |
9 |
154 |
|
206,5...209,4 |
208 |
|
5 |
5 |
159 |
|
209,5... 21 2,4 |
211 |
|
1 |
1 |
160 |
|
Построив на основе таблицы гистограмму, получим рис 3.1. Пунктирными линиями, как указывается, отображены данные для исполнителя А, а сплошными — для В. Осуществив такое расслаивание, видим, что результаты исполнителей А и В отличаются друг от друга весьма заметно.
Если рассчитать среднее и дисперсию результатов измерений, расслоенных по исполнителям А и В, то получается следующее:
среднее А = 189,4; дисперсия sА2 = 13,2;
среднее В=199,847; дисперсия s2B= 14,742.
При этом общее среднее и дисперсия составляют:
среднее = 194,95; дисперсия sx2 =41, 197.
Таким образом, ясно видно, что благодаря приведенному расслаиванию дисперсия внутри слоев резко уменьшилась.
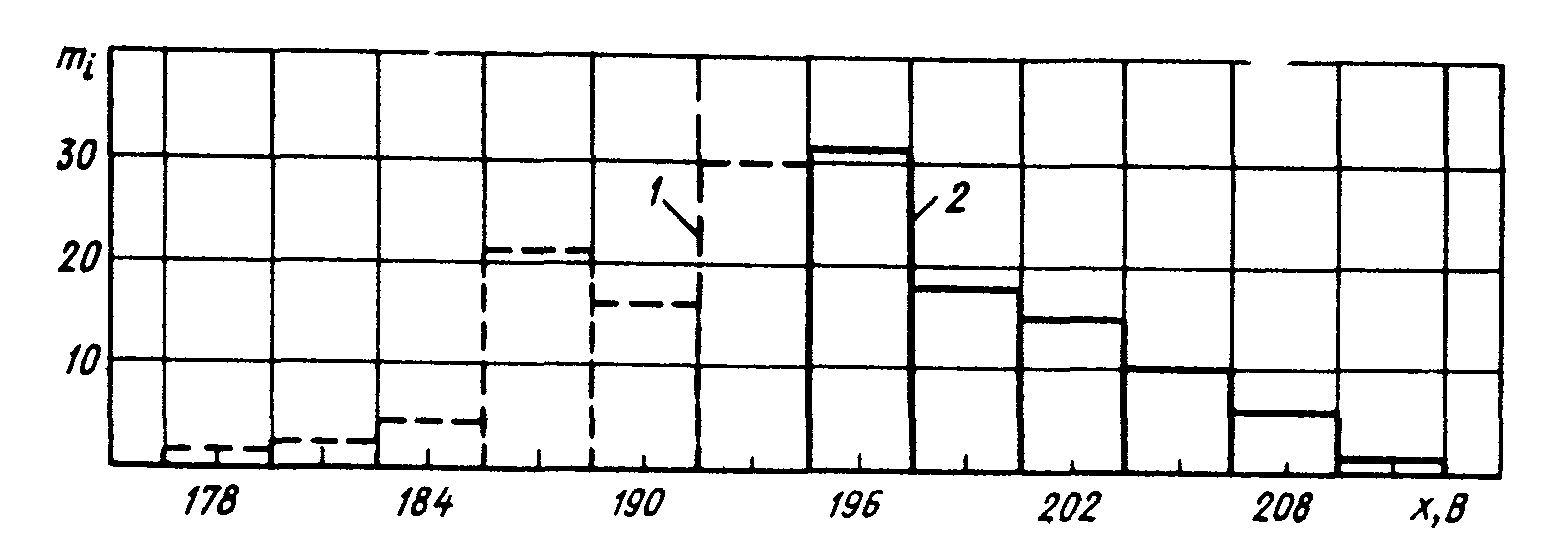
Рис. 3.1. Гистограмма результатов измерений пробивного напряжения полупроводниковых структур, изготовленных: 1 — исполнителем А; 2 — исполнителем В
Однако решение проблемы не всегда очевидно. Довольно часто бывают случаи, когда поставки комплектующих изделий по заказам, размещенным в сторонних организациях, задерживаются, сроки поставок не выполняются. Проблема обсуждается на совещании всех имеющих к ней отношение служб с целью нахождения причины невыполнения сроков поставок и мер по устранению этих причин. Обычными предложениями в таких случаях бывают «увеличить срок выполнения заказа» или «строго соблюдать дату оформления заказа». В этом примере необходимо хорошо проанализировать, данные, чтобы понять, будет ли строгое соблюдение даты оформления заказа той мерой, которая действительно решит проблему задержки выполнения заказа. Для этого разделяют случаи выполнения заказа в срок и случаи задержки выполнения заказа, с одной стороны, а также случаи строгого соблюдения даты оформления заказа и случаи запаздывания с оформлением заказа — с другой, после чего анализируют таблицу расслаивания.
Рассмотрим примеры, когда была осуществлена поставка 68 различных видов комплектующих изделий, из которых 44 изделия были поставлены с опозданием. При этом известно, что только на 23 изделия заказ был оформлен в соответствии с установленной датой.
Пример 2. Результаты расслаивания поставки комплектующих изделий и случаев задержки по срокам оформления заказов приведены в табл. 3.2.
Таблица 3.2
Расслаивание поставки комплектующих изделий
Оформление заказа |
Выполнение заказа |
|
||
всего случаев |
в срок, число случаев |
с опозданием, число случаев |
||
В соответствии с установленной датой, число случаев |
23 |
21 |
2 |
- |
С опозданием, число случаев Всего случаев |
45 68 |
3 24 |
42 44 |
|
Как видно из результата анализа данных, строгое соблюдение даты оформления заказа приведет к значительному улучшению положения со своевременным выполнением заказа.
Пример 3. Результаты расслаивания поставок комплектующих изделий и случаев их задержки в зависимости от сроков оформления заказов приведены в табл. 3.3.
Как видно из табл. 3.3, расслаивание данных не позволяет утверждать, что строгое соблюдение даты оформления заказа окажется решающим фактором в решении проблемы.
Таблица 3.3
Расслаивание поставки комплектующих изделий
Оформление заказа |
Выполнение заказа |
|
||
всего случаев |
в срок, число случаев |
с опозданием, число случаев |
||
В соответствии с установленной датой, число случаев С опозданием, число случаев Всего случаев |
23
45 68 |
6
18 24 |
17
27 44 |
|
В этом случае необходимо провести более глубокий анализ данных. Прежде всего следует провести дополнительное расслаивание, например по видам изделий, которые составляют заказ (табл. 3.4).
Таблица 3.4
Результаты расслаивания поставок комплектующих
изделий и случаев их задержки в зависимости от вида комплектующих изделий
Изделия |
Всего поставленных изделий |
выполнение заказов в срок, число случаев |
выполнение заказов с опозданием, число случаев |
А |
15 |
1 |
14 |
В |
13 |
2 |
11 |
С |
11 |
0 |
11 |
D |
9 |
8 |
1 |
Е |
10 |
6 |
4 |
F |
10 |
7 |
3 |
Всего случаев |
68 |
24 |
44 |
Как видно из табл. 3.4, более всего случаев задержки поставок относится к поставкам комплектующих изделий А, В, С. По сравнению с ними число случаев задержки комплектующих изделий D, Е, F незначительно. Следует, очевидно, найти причину такой разницы в сроках поставок этих изделий.
Допустим, было выяснено, что изделия А, В, С в отличие от изделий D, E, F требуют дополнительной термотренировки (стабилизации параметров качества под воздействием температуры в течение заданного времени) Также было выяснено, что помимо того, что процесс изготовления изделий А, В, С оказывается дольше, их термотренировка выполняется, в свою очередь, по вторичному заказу другим предприятием. Кроме того, оказалось, что бывают случаи, когда детали D, F, Е передаются для изготовления другому предприятию по вторичному заказу, так как на предприятии, принявшем заказ, не хватает мощностей по их изготовлению. Поэтому следует провести расслаивание по фактору наличия или отсутствия вторичного заказа (табл. 3.5).
Таблица 3.5
Результаты расслаивания поставок комплектующих
изделии в зависимости от наличия вторичного заказа
Вторичный заказ |
Выполнение первичного заказа |
||
всего случаев |
в срок, число случаев |
с опозданием, число случаев |
|
Имеет место, число случаев Отсутствует, число случаев |
45
23 |
3
21 |
42
2 |
Всего случаев |
68 |
24 |
44 |
Результат анализа табл. 3.5 указывает на большое влияние наличия или отсутствия вторичного заказа на срок выполнения первичного заказа
Таким образом, анализ данных по методу расслаивания в примере 3 приводит к выводу, что для окончательного решения проблемы могут быть намечены следующие меры:
1. Не допускать вторичных заказов, которые делаются без предварительной договоренности с предприятием-заказчиком.
2. Скорректировать объем и сроки выполнения заказа так, чтобы он был по силам предприятию, на котором размещается заказ.
3. Информацию о планировании размещения заказа на детали, требующие термотренировки, заранее доводить до предприятия, на котором размещается заказ.
4. Помочь предприятию, на котором размещается заказ, освоить принципы ведения дел с предприятиями, на которых размещаются вторичные заказы.
При контроле качества изготовления изделий часто на практике возникает задача выяснения предполагаемого источника ухудшения качества выпускаемой продукции, когда разброс (дисперсия) значений параметра качества готовых изделий около его среднего значения возрастает. В случае нормального закона распределения контролируемого параметра качества такую информацию возможно получить путем расслаивания дисперсии с помощью дисперсионного анализа.