

4892
.pdf13
Рис.2.3 Сварочный пост для автоматической дуговой сварки под флюсом на постоянном токе
14
ремонте. Наибольшее распространение получила сварка на постоянном токе обратной полярности.
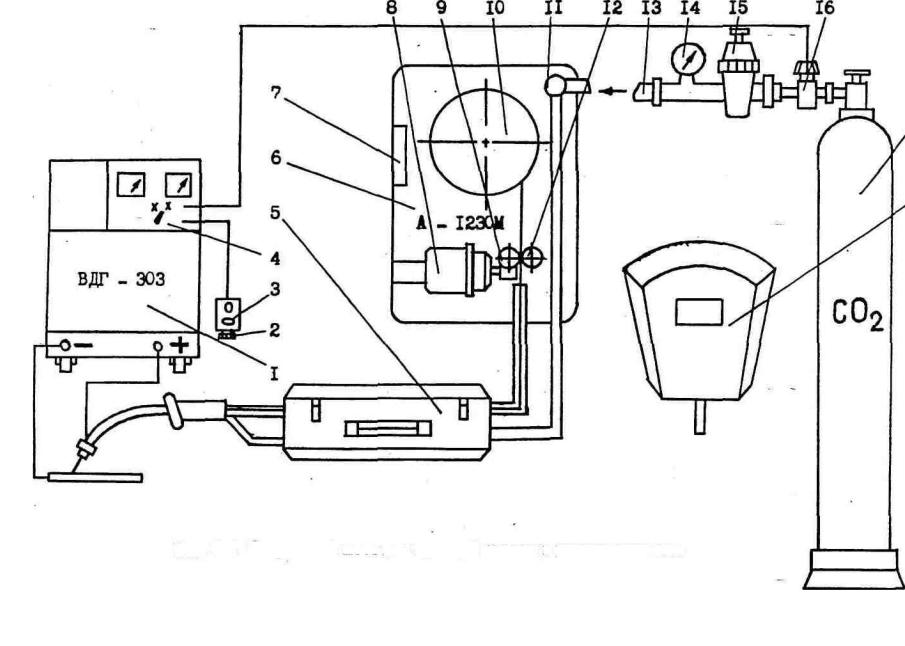
Сварочный пост для полуавтоматической сварки в среде углекислого газа (рис. 2.4) содержит: сварочный шланговый полуавтомат 6, выпрямитель сварочный 1 с дистанционным пультом управления 3, держатель шланговый (или горелку) 5, баллон с углекислым газом 17, оснащенный редуктором 15 с показывающим расходомером 14 и подогревателем 16, щиток 18.
Сварочный шланговый полуавтомат 6 типа А-1230М предназначен для дуговой сварки на постоянном токе в среде защитных газов стальной сварочной проволокой диаметром 0,8; 1,0 и 1,2 мм. В металлическом ящике смонтированы электродвигатель 8 и механизм подачи 9 электродной проволоки, катушка для проволоки 10, отсекатель газа 11 и блок искрогашения 7. Механизм подачи служит для подачи электродной проволоки с заданной скоростью через направляющий канал держателя в зону дуги. Изменение скорости производится ступенчато (при помощи сменных подающих роликов различных диаметров) или плавно (за счет изменения частоты вращения электродвигателя постоянного тока).
Держатель шланговый 5 модели А547уМ служит для непрерывного подвода в зону сварки электродной проволоки, сварочного тока и защитного газа.
Редуктор – расходомер 15 типа У30 предназначен для снижения давления газа, выходящего из баллона, от 0,8…10 МПа до рабочего давления 0,1…0,3 МПа и контроля удельного расхода газа.
Подогреватель газа 16 необходим для предотвращения замерзания редуктора при длительной работе и состоит из нагревательного элемента (спирали) и терморегулятора, обеспечивающего подогрев газа до +40…80 °С.
Отсекатель газа 11 предназначен для включения подачи защитного газа в зону дуги только во время процесса сварки.
Перед началом работы полуавтомата электродную проволоку, предварительно намотанную на катушку 10 и установленную на ось, необходимо протолкнуть в ручную между роликами 9 и 12 в приемную часть держателя 5 и поджать прижимной ролик 12, диаметр которого выбирается в зависимости от скорости подачи проволоки. Нажатием кнопки на рукоятке держателя 5 проверить работу механизма подачи.
Подсоединить к баллону с углекислом газом подогреватель 16 и редуктор – расходомер 15, затем соединить шлангом 13 ниппель редуктора с ниппелем отсекателя газа. Установить давление, соответствующее расчетному расходу газа.
Выбрать и установить на выпрямителе напряжение дуги переключателем диапазонов 4. плавным регулированием потенциометром 2 добиться устойчивого горения дуги.
Режимы сварки выбираются в зависимости от толщины свариваемых деталей и вида соединений.
15
Рис. 2.4 Сварочный пост для дуговой сварки в углекислом газе
16
2.7ЗАДАНИЕ И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
2.7.1Ознакомиться с основными правилами по охране труда.
2.7.2Уяснить сущность и назначение дуговой сварки.
2.7.3Изучить принцип работы и назначение сварочного трансформатора ТДМ-401У42.
2.7.4Получить у учебного мастера заготовки для сварки и записать в табл. 2.3 название материала заготовки.
2.7.5Измерить с помощью штангенциркуля толщину свариваемых заготовок с точностью до 0,1 мм.
2.7.6Определить диаметр электрода dЭ.
2.7.7Рассчитать величину сварочного тока JСВ.
2.7.8Определить длину дуги lД.
2.7.9Полученные в п. 2.7.5…2.7.9 результаты записать в табл. 2.3.
Таблица 2.3
Результаты расчетов режимов ручной дуговой сварки
Название |
Толщина |
Диаметр |
JCB, |
lД, |
материала |
заготовки S, |
электрода dЭ, |
A |
мм |
мммм
2.7.10Осуществить с помощью учебного мастера ручную дуговую сварку выбранным электродом, рассчитанной с силой тока и длинной дуги при напряжении 40…50 вольт.
2.7.11Уяснить сущность автоматической сварки под флюсом.
2.7.12Изучить устройство и работу сварочного автомата АДФ-1201.
2.7.13Ознакомиться с устройством выпрямителя ВД-1201.
2.7.14Осуществить с помощью учебного мастера автоматическую сварку заготовок под флюсом.
2.7.15Уяснить сущность полуавтоматической сварки в среде углекислого газа.
2.7.16Изучить устройство и работу сварочного шлангового полуавтомата А-1230М.
2.7.17Ознакомиться с полуавтоматической сваркой заготовок в среде углекислого газа.
17
2.7.18Выполнить индивидуальное задание по расчету режимов ручной дуговой сварки:
- изделий деревообрабатывающего оборудования для студентов специальности 260200 – ТДО;
- деталей машин лесного комплекса для студентов специальностей 2600100 – ЛИД и 170400 – МОЛК;
- деталей автотранспортных средств для студентов, обучающихся по специальностям 150200 – АиАХ и 240400 – ОБД.
Номер варианта назначается преподавателем, необходимые исходные данные для каждого варианта приведены в приложении 1 для студентов спец. 260200, в приложении 2 для студентов спец. 260100 и 170400 и в приложении 3 для студентов спец. 150200 и 240400.
Для сварки разнотолщинных заготовок выбор режима сварки вести по минимальной толщине.
2.7.19Занести результаты выполненного задания в табл. 2.4 для студентов спец. 260200, в табл. 2.5 для студентов спец. 150200 и 240400 и в табл. 2.6 для студентов спец. 260100 и 170400.
2.8 СОДЕРЖАНИЕ ОТЧЕТА
2.8.1Понятие о ручной дуговой сварке, автоматической сварке под флюсом и полуавтоматической сварке в среде защитных газов и их назначение.
2.8.2Схема ручной дуговой сварки с плавящимся электродом.
2.8.3Схема сварочного трансформатора ТДМ-401У42 и описание его устройства и работы.
2.8.4Схема автоматической дуговой сварки под флюсом с кратким описанием сущности процесса.
2.8.5Сварочный пост автоматической дуговой сварки с описанием устройства и принципа работа (для спец. АиАХ и МОЛК).
2.8.6Схема сварочного поста для полуавтоматической сварки в среде углекислого газа с использованием шлангового полуавтомата А-1230М с кратким описанием устройства и принципа работы (для спец. АиАХ и МОЛК).
2.8.7Описание методики выбора диаметра электрода dЭ и расчета сварочного тока JCB и длины сварочной дуги lД.
2.8.8Заполненная таблица с результатами выполненного индивидуального задания.
18
Результаты выполнения индивидуального задания студентами спец. 260200 Вариант …
№ |
Название дерево- |
Название |
Название |
Толщина |
dЭ, |
|
JCB, |
lД, |
п/п |
обрабатывающего |
узла или |
материала |
заготовок |
мм |
|
А |
мм |
|
оборудования |
детали |
заготовок |
|
|
|
|
|
|
|
|
S, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.5 |
||
Результаты выполнения индивидуального задания студентами спец. 260100 Вариант …
Название лес- |
Название |
Название |
Толщина |
dЭ, |
JCB, |
lД, |
ной машины |
свариваемого |
материала |
заготовок |
мм |
A |
мм |
|
изделия и его |
заготовки |
S, мм |
|
|
|
|
эскиз |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.6
Результаты выполнения индивидуального задания студентами спец. 150200 и 240400
Вариант …
№ |
Название |
Название |
Название |
Толщина |
dЭ, |
JCB, |
lД, |
п/п |
автотранспортного |
узла или |
материала |
заготовок |
мм |
A |
мм |
|
средства |
детали |
заготовки |
S, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19
3 ЛАБОРАТОРНАЯ РАБОТА №2
ИЗУЧЕНИЕ АППАРАТУРЫ И ТЕХНОЛОГИИ ГАЗОВОЙ СВАРКИ
3.1 ЦЕЛЬ РАБОТЫ
3.1.1 Изучить принцип работы аппаратуры для газовой сварки. 3.1.2 Освоить технологию газовой сварки.
3.1.3 Изучить методику выбора режимов газовой сварки. 3.2 АППАРАТУРА И МАТЕРИАЛЫ
3.2.1Баллон с кислородом.
3.2.2Баллон с ацетиленом.
3.2.3Ацетиленовый и кислородный редукторы.
3.2.4Газовые резиновые шланги.
3.2.5Инжекторная горелка.
3.2.6Набор сменных наконечников.
3.2.7Сварочный стол.
3.2.8Защитные очки.
3.2.9Листовой материал из углеродистой стали толщиной:
S=1…3 мм;
S=4…6 мм. 3.2.10 Присадочная проволока диаметром:
dp=2…2,5 мм; dp=3…4 мм.
3.3 СУЩНОСТЬ ПРОЦЕССА
Газовая сварка представляет собой местный разогрев соединяемых кромок до расплавления высокотемпературным газовым пламенем 4 горелки 6, куда в период расплавления основного металла соединяемых деталей 3 вносят пруток присадочного металла 5 (рис. 3.1).
Газовое пламя получается при сгорании горючих газов в атмосфере технически чистого кислорода. В качестве горючего газа можно использовать ацетилен, водород, природный газ, нефтегаз, пары бензина и керосина. Наибольшее применение получил ацетилен, так как он обладает наивысшей теплотворной способностью и дает самую высокую температуру при сгорании (примерно 3150 °С).
Газовая сварка обеспечивает более плавный нагрев свариваемых изделий, чем дуговая. Газовая сварка широко используется при ремонте и изготовлении тонкостенных изделий (S=0,2…5,0 мм) из стали и цветных сплавов, для выполнения наплавочных работ и исправления дефектов чугунного и стального литья.
20
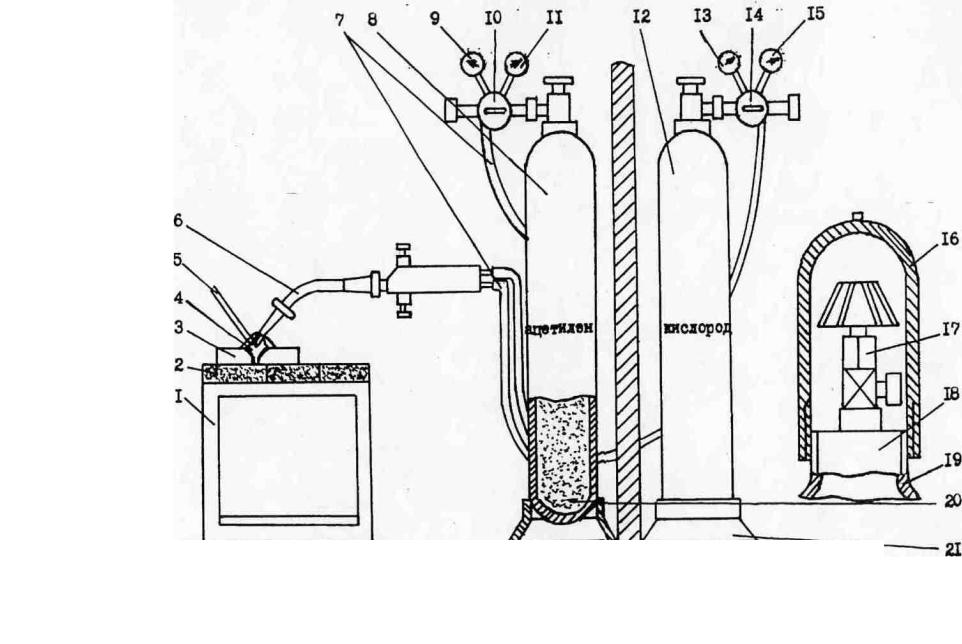
Рис. 3.1 Схема поста для газовой сварки
21
3.4 АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ
Для осуществления газовой сварки оборудуют газовый пост (рис. 3.1), в который обычно входят: стол 1 с огнестойкой теплоизоляционной подкладкой 2 и со свариваемыми деталями 3, присадочный материал 5, горелка 6, резиновые шланги 7, ацетиленовый баллон 8 с ацетиленовым редуктором 10, кислородный баллон 12 с кислородным редуктором 14.
В КИСЛОРОДНОМ БАЛЛОНЕ находится кислород под давлением 15 МПа. Этот баллон представляет собой стальной сосуд цилиндрической формы со сферическим днищем, на нижнюю часть которого насажен башмак 21, позволяющий ставить баллон вертикально. Верхняя часть баллона (показана в положении транспортировки) представляет собой горловину 19, на которой крепится запорный вентиль 17 и имеет кольцо 18 с резьбой для навертывания защитного колпака 16. кислородный баллон окрашивают в голубой цвет, на нем делается черной краской надпись «Кислород». Кислородный баллон при давлении 15 МПа вмещает 6000 дм3 кислорода.
АЦЕТИЛЕНОВЫЕ БАЛЛОНЫ по своей конструкции аналогичны кислородным баллонам. Ацетилен в них находится пол давлением 1,5 МПа. Кроме ацетилена в них находится ацетон и пористая масса 20. Ацетон растворяет ацетилен, что позволяет разместить большее количество ацетилена в небольшом объеме. Ацетон с растворенным ацетиленом пропитывает пористую массу, в связи с чем хранение ацетилена при указанном давлении становится безопасным. Ацетиленовые баллоны окрашивают в белый цвет и делают на них красной краской надпись «Ацетилен».
РЕДУКТОРЫ предназначены для снижения давления газа на выходе из баллона и поддержания постоянной величины рабочего давления газов. Кислородный редуктор снижает давление от 15 МПа до 0,1…0,5 МПа, а ацетиленовый от 1,5 МПа до 0,01…0,05 МПа. Оба редуктора имеют по два манометра – один из них (11 и 13) показывает давление газа до входа, в редуктор, другие (9 и 15) – на выходе из него.
ШЛАНГИ РЕЗИНОВЫЕ предназначены для раздельной подачи газа от редукторов (баллонов) к горелке.
ГОРЕЛКА представляет собой устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. По принципу действия горелки разделяют на инжекторные и безынжекторные.
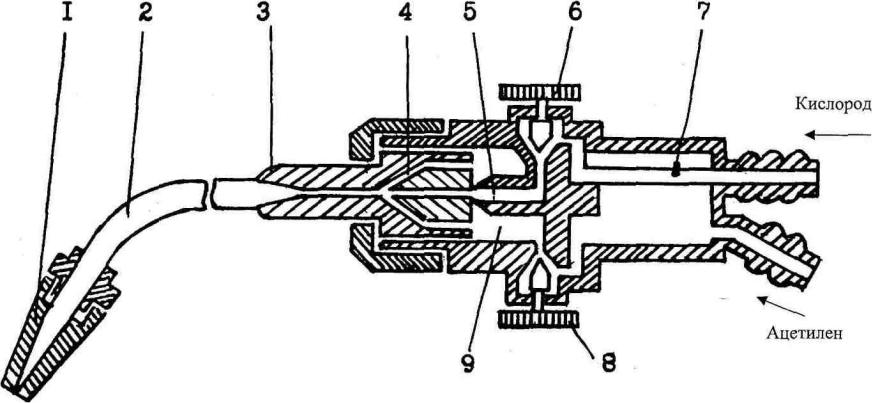
ИЖЕКТОРНЫЕ ГОРЕЛКИ получили в промышленности более широкое применение, поскольку они более безопасны и работают по низком и среднем давлении. Схема газосварочной инжекторной горелки представлена на рис. 3.2. Кислород подается в горелку через вентиль 6, а горючий газ – через вентиль 8. Кислород к инжектору 5 попадает через трубку 7. Из узкого канала инжекторного конуса кислород выходит с большой скоростью, в связи с чем создается в камере 4 значительное разряжение, что вызывает засасывание горючего газа, поступающего в ацетиленовые каналы 9 и камеру
22
Рис. 3.2 Схема инжекторной горелки