

4586
.pdf21
мальдегидными клеями – после вымачивания в воде при температуре 20 С в течение 24 часов, а склеенной альбуминоказеиновыми клеями – в сухом состоянии и после кипячения в воде в течение 1 часа.
Материалы, оборудование и приборы
1.Материалы: фанера, изготовленная в лабораторных условиях.
2.Оборудование и приборы: испытательная машина по ГОСТ 7855-74 с максимальным разрушающим усилием до 5000 Н (500 кгс); приспособление для закрепления образцов; штангенциркуль по ГОСТ 166-89 с погрешностью измерения не более 0,1 мм; стакан диаметром 150 мм для замачивания образцов.
Порядок выполнения работы
Методика определения прочности при скалывании по клеевому слою следующая:
1. Из склеенного листа фанеры вырезать 6 образцов для определения прочности при скалывании по клеевому слою. Образцы вырезаются вдоль волокон наружного слоя. Форма и размеры образцов для испытаний приведены на рис. 4.
Рис. 4. Форма и размеры образца фанеры для испытания на скалывание по клеевому слою
22
Скалывание должно производиться по наиболее удаленному от обеих поверхностей клеевому слою как обладающему наименьшей прочностью, т.к. в этих клеевых швах при склеивании создаются худшие условия: повышенная влажность, более низкая температура и т.п. Это обеспечивается за счет глубины прорези, которая должна доходить до центрального слоя шпона с продольным направлением волокон.
2. В зависимости от вида клея образцы прокипятить в течение 1 часа в воде или вымочить при 20 С в воде в течение 24 ч.
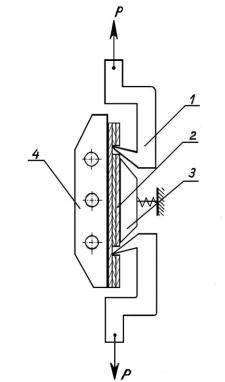
Рис. 5. Схема испытания образца фанеры на скалывание по клеевому слою: 1 – захват; 2 – образец; 3 – упор; 4 – упорная планка
3. Произвести испытания на испытательной машине в специальном приспособлении (рис. 5).
Предел прочности при скалывании по клеевому слою ( ск МПа (кгс/см2)), вычисляется по формуле:
ск |
|
Рmax |
, |
(2) |
|
||||
|
|
b l |
|
|
23
где Р- максимальная нагрузка, Н (кгс); b – ширина образца, м (см);
l - длина скалываемой плоскости, м (см).
Ширину образцов измеряют с точностью до 0,1 мм посередине длины каждой скалываемой плоскости и принимают как среднее арифметическое двух величин.
Длину скалываемых поверхностей измеряют с точностью до 0,1 мм вдоль кромок каждой скалываемой плоскости и принимают как среднее арифметическое четырех величин.
4. Результаты испытания занести в табл. 2 и обработать их.
|
|
|
|
|
|
|
|
Таблица 2 |
||
|
|
|
|
|
|
|
|
|
||
|
Марка |
|
Размеры |
|
|
|
|
|||
№ |
|
площади |
|
|
|
Харак- |
||||
фанеры/ |
Состоя- |
|
ск |
[ ск] |
||||||
об- |
скалывания |
Рmах |
тер |
|||||||
порода |
ние об- |
МПа |
МПа |
|||||||
раз- |
|
см (м) |
Н (кгс) |
разру- |
||||||
древеси- |
разца |
|
(кгс) |
( кгс) |
||||||
ца |
|
|
|
|
шения |
|||||
|
|
|
|
|||||||
ны |
|
l |
|
b |
|
|
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Оценить соответствие испытанных образцов фанеры требованиям стандартов по пределу прочности при скалывании по клеевому слою.
Содержание отчета
1.Наименование и цель работы.
2.Характеристика фанеры: порода древесины, марка фанеры, вид и марка применяемого клея, слойность фанеры, размеры и форма образцов.
3.Определение предела прочности при скалывании по клеевому слою
фанеры.
4.Заполненная таблица и обработанные результаты испытаний.
5.Выводы.
24
Контрольные вопросы
1.Каким показателем характеризуется прочность склеивания фанеры?
2.Размеры образцов для определения прочности при скалывании по клеевому слою и их подготовка к испытанию.
3.Факторы, влияющие на прочность склеивания.
4.Какие должны быть условия испытания образцов фанеры, склеенных на различных клеях, для определения прочности склеивания?
ЛАБОРАТОРНАЯ РАБОТА № 4
ПРЕССОВАНИЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Цель работы: ознакомиться с технологией изготовления древесностружечных плит в лабораторных условиях и режимами горячего прессования.
Древесностружечные плиты получают путем прессования древесных частиц, смешанных со связующим.
Технологический процесс производства древесностружечных плит плоского прессования состоит из следующих основных операций: подготовка сырья, измельчение древесины, сушка и сортировка древесных частиц, приготовление связующего, смешивание древесных частиц со связующим, формирование стружечного пакета, прессование плит, обрезка, кондиционирование, шлифование древесностружечных плит.
Вид и размеры древесных частиц, используемых для производства древесностружечных плит, зависят от конструкции плиты, способа ее производства, требуемого качества плиты и определяется видом оборудования, на котором измельчается древесное сырье.
При изготовлении плит в лабораторных условиях для учебных целей чаще всего используют плоскую стружку или игольчатую, или же смесь их.
Средние размеры стружки: длина - 10÷25 мм; ширина - 2÷4 мм; толщина– 0,15÷45 мм. Влажность сухих древесных частиц 3-5 %.
Связующее приготавливается на основе карбамидоформальдегидных смол марок КФ-НП, КФ-МТ-15, КФ-0,15, КФА, КФ-П, допускается в лабораторных условиях применение смол марок КФ-Ж, КФ-БЖ, КФ-О.
25
С целью обеспечения рабочей вязкости связующего сухой остаток смол доводят до 52-60 % путем разбавления водой. Отвердителем служит хлористый аммоний (NH4Cl). Количество вводимого хлористого аммония зависит от требуемой продолжительности желатинизации связующего при 100 °С. Для однослойных лабораторных плит количество вводимого NH4Cl по сухому веществу составляет 0,7-1,0 % к массе смолы рабочей концентрации. При изготовлении трехслойных плит в наружные слои вводят 3-7 % водный раствор хлористого аммония, а во внутренние слои вводят – 20 % раствор из расчета на 100 мас. ч. рабочего раствора смолы добавляется 4-6 мас. ч. рабочего раствора отвердителя.
Расход связующего (по сухому остатку) в процентах к массе абсолютно сухой стружки принимается для однослойных плит 8-10 %, для наружных слоев трехслойных плит 12-14 %, внутренних 8-11 % в зависимости от породы древесины, марки плит, требуемого качества плит. Для пятислойных плит: наружные
– 13-15 %, промежуточные – 12-14 %, внутренние – 10-11,5 %.
От условий формирования пакетов зависит конструкция древесностружечных плит.
Сформированный стружечный пакет подвергается подпрессовке для повышения транспортной прочности пакета, уменьшения толщины пакета и т.д.
Подпрессовка осуществляется в гидравлических или механических прессах периодического или непрерывного действия.
Режимы подпрессовки стружечного пакета: давление прессования 1-1,5 МПа при прессовании на поддонах и 2,5-4 МПа при бесподдонном прессовании; продолжительность цикла от 24-120 с в производственных условиях до 3-5 мин в лабораторных условиях.
Прессование стружечного пакета производится в гидравлических прессах с обогреваемыми плитами.
Режимы прессования древесностружечных плит характеризуются следующими основными параметрами: давление прессования, температура прессования, продолжительность прессования, влажность стружечного пакета. Рекомендации по выбору режимов прессования приведены в табл. 3.
Влажность стружечного пакета однослойных плит 12-14 %.
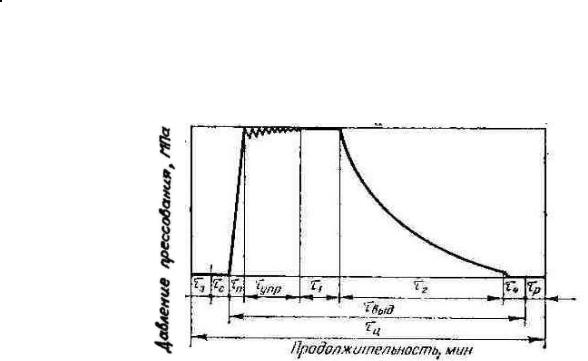
Циклограмма работы многоэтажных гидравлических прессов при плавном снижении давления приведена на рис. 6.
|
|
26 |
|
|
|
|
|
|
Таблица 3 |
|
Выбор режима прессования ДСтП |
|
||
|
|
|
|
|
Плотность плит, |
Температура |
|
Давление прессо- |
Продолжительность |
|
прессования, |
|||
кг/м3 |
прессования, 0С |
|
вания, МПа |
|
|
мин/мм |
|||
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
4 |
|
|
|
|
|
600 |
160 |
|
2,0-2,2 |
0,33 |
|
|
|
|
|
170 |
|
2,2-2,4 |
0,27 |
|
|
|
|||
|
|
|
|
|
650 |
160 |
|
2,2-2,4 |
0,35 |
|
|
|
|
|
170 |
|
2,4-2,7 |
0,28 |
|
|
|
|||
|
|
|
|
|
700 |
160 |
|
2,4-2,7 |
0,36 |
|
|
|
|
|
170 |
|
2,7-2,9 |
0,3 |
|
|
|
|||
|
|
|
|
|
Рис. 6. Циклограмма работы многоэтажных гидравлических прессов при плавном снижении давления: з – продолжительность загрузки пресса; с – то же смыкания плит пресса; п – то же подъема удельного давления; упр – то же упрессовки стружечных брикетов (время от момента достижения давления до момента смыкания плит с дистанционными прокладками); 1 – продолжительность выдержки брикетов под давлением; 2 - продолжительность снятия давления; 4 – продолжительность выдержки плит в сомкнутом прессе без давления; р – время размыкания плит пресса; выд – продолжительность прессования
плит в прессе; ц – цикл работы пресса

27
Материалы, оборудование, приборы
1.Материалы: карбамидоформальдегидная смола КФ-НП, (КФ-О, КФ-Ж, КФ-БЖ); хлористый аммоний.
2.Оборудование и приборы: лабораторный гидравлический пресс для горячего прессования; лабораторный пресс для холодной подпрессовки; влагомеры ДИ-2М и ДИ-8; весы аналитические; рефрактометр ИРФ-22 и РДУ; смеситель; формовочная рама; поддоны и ограничители толщины; секундомер; вискозиметр ВЗ-4; стаканы химические емкостью 500-1000 мл.
Порядок выполнения работы
В работе предусматривается изготовление древесностружечных плит размером 16х355х390 мм, плотностью 650-700 кг/м3 из предварительно высушенной и отсортированной стружки.
1.Оценить визуально качество стружки.
2.Проверить влажность стружки с помощью влагомера.
3.Установить с помощью рефрактометра массовую долю сухого остатка
смолы.
4.Рассчитать количество древесных частиц, необходимое для изготовления одной плиты при определенной влажности:
где L, B, S - размеры плиты, м;
ρпл - плотность готовой плиты, кг/м3 ; Wстр - влажность стружки, %;
Wпл - влажность готовых плит, %;
П - расход связующего по сухому остатку к массе абс. сухой стружки; Кп - коэффициент потерь; Кп = 1,05-1,1.
5. Рассчитать количество смолы исходной концентрации и рабочей концентрации, количество добавляемой воды и отвердителя (хлористого аммония).
где К – концентрация смолы, %;
qстр – масса сухой стружки, кг (при определенной влажности).
28
6.Приготовить рабочий раствор связующего. Измерить коэффициент рефракции связующего и вязкость, продолжительность желатинизации при
100 °С.
7.Отвесить необходимое количество древесных частиц для изготовления
плиты.
8.Загрузить в смеситель древесные частицы, залить в емкость раствор связующего.
9.Включить вращение вала смесителя и компрессор. Открыть вентили на системах подачи сжатого воздуха и связующего к форсункам. Продолжительность перемешивания должна быть не менее 4 минут.
10.Выгрузить осмоленную древесную стружку из смесителя. Взвесить необходимое (расчетное) количество осмоленной стружки.
11.Произвести вручную формирование пакета на поддоне с помощью формовочной рамки, следя за равномерностью распределения стружки по поверхности поддона.
12.Подпрессовать стружечный ковер в холодном прессе.
13.Выбрать режим горячего прессования, составить диаграмму изменения давления при прессовании. Установить с помощью соответствующих приборов параметры режима прессования в лабораторном прессе.
14.Снять формовочную рамку с поддона, установить ограничители толщины и загрузить пакет в пресс.
15.Спрессовать плиту по выбранному режиму. Изготовленную плиту выдержать не менее суток на прокладках при свободном доступе атмосферного воздуха.
Содержание отчета
1.Наименование и цель работы.
2.Влажность шпона, порода, толщина.
3.Толщина и слойность фанеры, вид и рецепт применяемых клеев.
4.Условия склеивания.
5.Режим склеивания фанеры.
6.Диаграммы изменения давления при склеивании фанеры.
7.Выводы.
29
Контрольные вопросы:
1.Что такое древесностружечная плиты?
2.Основные операции технологического процесса производства древесностружечной плиты.
3.Характеристика изготавливаемой плиты.
4.Характеристика свойств связующего.
5.Расчет потребного количества древесных частиц и связующего на одну
плиту.
6.Характеристика режима прессования.
7.Диаграмма изменения давления при прессовании.
8.Оценка качества плиты.
ЛАБОРАТОРНАЯ РАБОТА № 5
ИСПЫТАНИЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Цель работы: изучить методики определения предела прочности при изгибе и предела прочности при растяжении перпендикулярно пласти древесностружечной плиты.
Испытания проводятся в соответствии со стандартами: ГОСТ 10633-78- 10636-90.
Из каждой исследуемой плиты вырезают образцы в количестве не менее указанных в табл. 4.
1. Отбор образцов для испытаний физико-механических свойств ДСтП
Образцы для испытаний отбирают следующим образом. На расстоянии 250 мм от поперечной кромки плиты вырезают полосы шириной в зависимости от размеров образца. Из этих полос вырезают образцы. При раскрое полос следует использовать как центральные (средние) так и периферийные (крайние) части плиты для одного вида испытаний. Образцы для определения одного и того же показателя вырезают равномерно по всей длине полосы (из мест, расположенных на расстоянии не менее 50 мм друг от друга).
30
Таблица 4
Количество образцов в зависимости от вида испытания
Наименование вида испытаний |
Минимальное количество |
|
образцов |
||
|
||
|
|
|
Определение влажности |
3 |
|
Определение водопоглощения |
8 |
|
Определение разбухания по толщине |
8 |
|
Определение предела прочности при растяжении |
|
|
перпендикулярного пласта плит |
8 |
|
Определение предела прочности при изгибе |
8 |
|
Определение плотности |
8 |
|
|
|
Образцы для испытаний отбирают из плиты следующим образом.
На расстоянии 250 мм от поперечной кромки вырезают полосы шириной в зависимости от размеров образцов, из полос вырезают образцы, причем как из крайних, так и средних частей, полосы для одного вида испытаний. Образцы для определения одного и того же показателя вырезают из мест, расположенных на расстоянии не менее 150 мм друг от друга.
Перед испытаниями все образцы (кроме образцов для определения влажности) должны выдерживаться при температуре 202 С и относительной влажности воздуха 65 5 % до момента достижения постоянной массы (равновесной влажности). Если при двух очередных взвешиваниях, произведенных с 24-часовым промежутком, не обнаруживаются отклонения массы, превышающие 0,1 %, масса образца считается постоянной.
Допускается проводить испытания не ранее, чем через 24 часа после прессования плит.
2. Испытание механических свойств древесностружечных плит 2.1. Определение предела прочности при изгибе
Материалы, оборудование и приборы
1.Материалы: древесностружечная плита, изготовленная в лабораторных условиях.
2.Оборудование и приборы: