


Т а б л и ц а 2.5
Значение коэффициента S
|
|
|
|
|
|
|
Толщина стенки, мм |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
2,5-3,5 |
|
|
3,5-8 |
|
|
|
|
|
|
8-15 и более |
|
|
|
||||
С |
|
|
1,85 |
|
|
|
|
|
|
2,2 |
|
|
|
||||||
|
|
|
1,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Продолж тельность заливки форм для стального литья |
|||||||||||||||||
|
|
|
|
|
|
|
S1 103 |
m |
, |
|
|
|
|
Т а б л и ц а 2.6 |
|||||
|
учитывающ |
|
|
|
|
кг; |
|
|
|||||||||||
|
где m – масса отл вки с литниками, |
S1 – коэффициент, |
|||||||||||||||||
|
|
|
й |
способ |
подвода |
|
металла |
и |
его |
жидкотекучесть |
|||||||||
|
(табл. 2.6). |
бА |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
Значение коэффициента S1 |
|
|
|
|
|
|
||||||||
|
|
Температура |
|
|
|
|
|
Подвод металла |
|
|
|
|
|||||||
|
|
металла |
|
|
снизу сифоном или |
|
на половине |
|
|
сверху или |
|
|
|||||||
|
|
и жидко- |
|
|
в толстостенную |
|
высоты или |
|
равномерный подвод |
|
|
||||||||
|
|
кучесть |
|
|
часть отливки |
|
ступенчатый |
|
в тонкостенные части |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Нормальная |
|
1,3 |
|
1,4 |
|
|
|
|
1,5-1,6 |
|
|
|
|||||
|
|
Повышенная |
|
1,4-1,5 |
|
1,4-1,6 |
|
|
|
1,6-1,8 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
Площади сечений шлакоуловителя Fшл |
и стояка Fст |
||||||||||||||||
|
определяются по соотношениям: |
|
|
|
|
И |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
- для чугунного литья Fпит:Fшл:Fст = 1:1,1:1,15; |
|
|
|
|
|||||||||||||
|
|
- для стального литья Fпит:FДшл:Fст = 1:1,2:1,4. |
|||||||||||||||||
|
|
|
|
|
2.7. Литье под давлением |
|
|
|
|
|
|
||||||||
|
|
Сущность |
метода: |
заливка |
|
металла |
в металлическую форму |
||||||||||||
(пресс-форму) и формирование отливки происходят под избыточным давлением. Р 30...100 МПа.
Изготавливают отливки на машинах литья под давлением с холодной или горячей камерой прессования. Они оснащаются горизонтальными или вертикальными камерами прессования [10, 11].
39
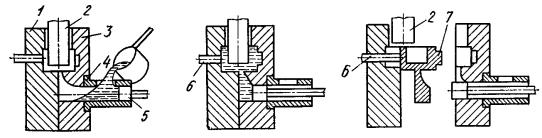
Например, на машинах с горизонтальной камерой прессования (рис. 2.18) порцию расплавленного металла заливают в камеру прессования 4 (рис. 2.18, а). Металл плунжером 5 под давлением 30 – 100 МПа подается в полость пресс-формы (рис. 2.18, б), состоящую из неподвижной 3 и подвижной 1 полуформ.
СВнутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается (рис. 2.18, в), извлекается стержень 2 и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы. Перед заливкой пресс-форму нагревают до 120 – 320 °С. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают
специальнымиплоскости разъема пресс-формы, или вакуумированием рабочей полости перед зал вкой расплавленного металла. Такие машины
матер алами для предупреждения приваривания отливки к пресс-форме. Воздух и газы удаляют через каналы глубиной 0,05 – 0,15 мм и шириной 15 мм, расположенные в
применяют для |
зготовления отливок из медных, |
алюминиевых, |
магниевых и цинковых сплавов массой до 45 кг. |
|
|
бА |
|
|
а |
б |
в |
Рис. 2.18. Схема процесса изготовления отливок |
||
|
Д |
|
на машинах с горизонтальной камерой прессования |
||
|
И |
|
Достоинства метода: высокая производительность, низкая |
||
трудоемкость и |
полная автоматизация процесса; |
возможность |
получения тонкостенных отливок ( 0,8 – 1 мм); высокая точность размеров; высокая чистота и качество поверхности; припуски на обработку резанием либо отсутствуют, либо снижены до минимума; хорошие санитарно-гигиенические условия труда.
40
Си
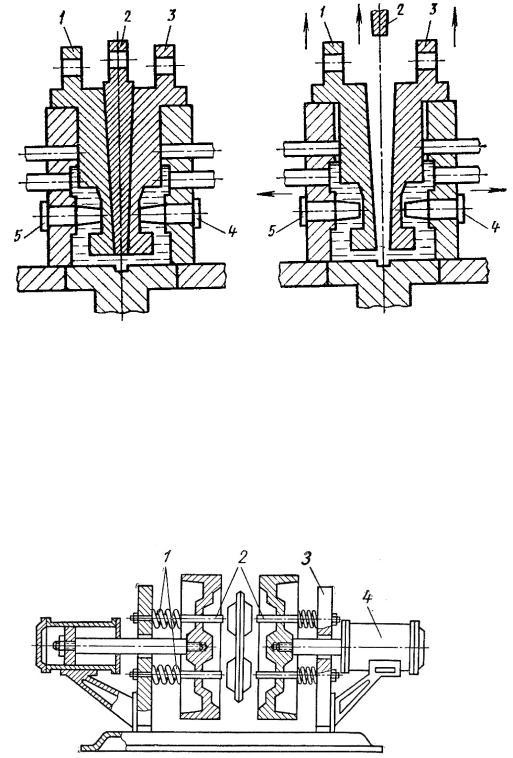
Рис. 2.19.бАМеталлическая форма для машин литья под давлением
Высокие производительность, точность размеров и качество поверхности, малые припуски на обработку резанием, низкая трудоемкость и полная автоматизация процесса отливки изделий достигаются при заливке металлаДв металлические формы на машинах литья под давлением.
Порция металла из трубы 8 плунжером 9 через литник 7 подается в полости пресс-формы (рис. 2.19), состоящей из полуформ 2 и 4, закрепленных на подвижной 1 и неподвижнойИ5 плитах. Через плиты по каналам 3 непрерывно прокачивается вода. Внутреннюю полость в отливке 14 получают стержнем 6. После затвердевания отливки пресс-форма раскрывается, но при отходе подвижной полуформы отливка удерживается в неподвижной части плунжером 9 через прибыль 12. Затем системой выталкивания 10, 11, 13 отливка снимается со знаков. Перед заливкой пресс-форму нагревают до
120 – 320 °С.
Заливка металла в пресс-форму и формирование отливки происходят под избыточным давлением в 30 – 100 МПа. Поэтому плотность отливок достаточно высока.
41
2.8. Кокильное литье
ущность метода: отливки получают путем свободной заливки жидкого металла в постоянную металлическую форму (кокиль).
Особенности метода: интенсивность теплообмена между формой и остывающей отливкой в 3 – 5 раз выше, чем при остывании отливки в песчаной форме; форма неподатлива и негазопрон цаема; стержни могут применяться как металлические, так и песчаные [10, 11].
ли горизонтальнымбА, верт кальным или фасонным поверхностям. На
Перед зал вкой форм жидким металлом на рабочие
поверхности кок |
ля наносятся покрытия (краски). |
|
||
С |
|
формами. |
Стыковка частей |
|
Кок |
являются разъемными |
|||
формы |
может |
про зводиться по |
одной |
или нескольким |
рис. 2.20 представлен кокиль с вертикальным разъемом для отливки
поршня автомоб льного двигателя из алюминиевого сплава.
Для получен я сложной полости отливки используют разъемные стержни, состоящие из нескольких частей. Например, внутреннюю полость автомо ильного поршня из алюминиевого сплава получают металлическим стержнем, состоящим из трех частей: центрового стержня 2 и двух боковых 1 и 3 (рис. 2.21, а).
После заливки кокиля сплавом и образования достаточно прочной |
|
|
Д |
корки в отливке удаляются стержень 2 (рис. 2.21, б), затем боковые |
|
1 и 3 и, наконец, стержни 4 и 5. |
|
|
И |
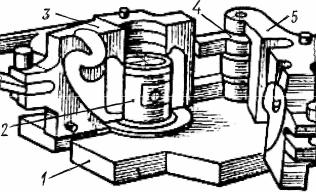
Рис. 2.20. Кокиль с вертикальным разъемом: 1 – основание; 2 – отливка; 3 – неподвижная часть формы; 4 – шарнир; 5 – подвижная часть формы
42
Си бАа б
Р с. 2.21. Кокиль для отливки поршня с разъемным металлическим стержнем
Недостатки: высокая стоимость технологической оснастки; отбел поверхности чугунных отливок, что вынуждает подвергать отливки специальному отжигу 850 – 950 °С в течение 2 – 4 ч;
ограниченная стойкость кокиля. Д И
Рис. 2.22. Кокильный станок с пневматическим приводом
На рис. 2.22 представлена конструкция кокиля с замыканием полуформ пневмоцилиндрами 4. Для выталкивания отливок при раскрытии кокиля служат толкатели 2, закрепленные в неподвижных плитах 3. Пружины 1 являются амортизаторами.
43