


|
|
|
|
Режимы сварки в лодочку угловых швов, тавровых |
Таблица 12 |
||||||||||||
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
и нахлесточных соединений |
|
|
|
|
||||||||
|
Катет шва, мм |
|
Диаметр |
|
|
|
Сила |
|
Напряжение на |
|
Скорость |
|
|||||
|
|
|
|
электрода, мм |
|
сварочного |
|
|
дуге, В |
|
сварки, м/ч |
|
|||||
|
|
|
|
|
|
|
|
тока, А |
|
|
34-36 |
|
|
|
|||
|
6 |
|
|
2 |
|
|
|
450-475 |
|
|
|
40 |
|
||||
С |
3 |
|
|
|
475-525 |
|
|
34-36 |
|
28 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
8 |
|
|
3 |
|
|
|
530-600 |
|
|
|
30 |
|
||||
|
|
|
|
4 |
|
|
|
575-625 |
|
|
33-35 |
|
30 |
|
|||
|
|
|
|
5 |
|
|
|
675-725 |
|
|
32-34 |
|
32 |
|
|||
|
10 |
|
|
2 |
|
|
|
475-525 |
|
|
34-36 |
|
20 |
|
|||
|
и |
|
600-650 |
|
|
33-35 |
|
23 |
|
||||||||
|
|
|
3 |
|
|
|
|
|
|
|
|||||||
|
|
|
4 |
|
|
|
650-700 |
|
|
33-35 |
|
23 |
|
||||
|
|
|
5 |
|
|
|
725-775 |
|
|
32-33 |
|
25 |
|
||||
|
|
|
|
б |
|
|
34-36 |
|
|
|
|||||||
|
12 |
|
2 |
|
|
|
475-525 |
|
|
|
14 |
|
|||||
|
|
|
3 |
|
|
|
600-650 |
|
|
35-37 |
|
16 |
|
||||
|
|
|
4 |
|
|
|
725-775 |
|
|
36-38 |
|
20 |
|
||||
|
|
|
5 |
|
|
|
775-825 |
|
|
36-38 |
|
18 |
|
||||
|
Примечан е: проволокой диаметром 2 мм сваривают под мелким флюсом. |
|
|||||||||||||||
|
|
|
|
|
А |
|
|
Таблица 13 |
|||||||||
|
|
|
|
Режимы сварки не в лодочку угловых швов, |
|
|
|||||||||||
|
|
|
|
тавровых и нахлесточных соединений |
|
|
|||||||||||
|
Катет |
|
Диаметр |
|
Сила |
|
|
Напряжение |
Скорость |
Род тока |
|
||||||
|
шва, мм |
электрода, |
сварочного |
|
Д |
|
|
||||||||||
|
|
на дуге, В |
сварки, м/ч |
|
|
||||||||||||
|
|
|
|
мм |
тока, |
|
|
|
|
|
|
|
|
|
|
||
|
3 |
|
2 |
200-220 |
|
|
25-28 |
|
|
60 |
|
Постоянный |
|
||||
|
4 |
|
2 |
280-300 |
|
|
28-30 |
|
|
55 |
|
Переменный |
|
||||
|
|
|
3 |
|
350 |
|
|
|
|
|
|
|
|
|
|
||
|
5 |
|
2 |
375-400 |
|
|
28-30 |
|
|
55 |
|
|
|
||||
|
|
|
3 |
|
450 |
|
|
28-32 |
И |
|
|||||||
|
|
|
|
|
|
|
|
55 |
|
|
|
||||||
|
|
|
4 |
|
450 |
|
|
30-32 |
|
|
60 |
|
|
|
|||
|
7 |
|
2 |
375-400 |
|
|
30-32 |
|
|
28 |
|
|
|
||||
|
|
|
3 |
|
500 |
|
|
30-35 |
|
|
48 |
|
|
|
|||
|
|
|
4 |
|
675 |
|
|
32-35 |
|
|
50 |
|
|
|
|||
|
Примечание |
: наклон электрода 300 к вертикали, электрод перемещается на 1-2см по |
|
||||||||||||||
|
|
|
|
|
|
горизонтальному листу |
|
|
|
|
|
||||||
ЗАКЛЮЧЕНИЕ
В процессе выполнения лабораторной работы студент получает навык подбора материалов, оборудования и состава подготовительных операций для дуговой сварки под флюсом.
22
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Материаловедение. Технология конструкционных материалов: учебнометодическое пособие [Электронный ресурс] / Г.Г. Бурый. – Омск : СибАДИ, 2018. –
Режим доступа: http://bek.sibadi.org/fulltext/esd679.pdf
2. |
ГО Т 2246–70. Проволока стальная сварочная. – Взамен ГОСТ 2246-60; введ. |
||||
1973-01-01. – М. : Стандартинформ, 2008. – 17 с. |
|||||
С |
|
|
|||
3. |
ГО Т 9087–81. Флюсы сварочные плавленые. Технические условия. – Введ. |
||||
1982–01–01. – М. : ИПК Издательство стандартов, 2002. – 11 с. |
|||||
4. |
Технолог я |
сварочного |
производства: учебное пособие / К.И. Томас, |
||
Д.П. Ильященко. – Томск : Изд-во ТПУ, 2011. – 247 с. |
|||||
5. |
ГО Т 8713–79. Сварка под флюсом. Соединения сварные. Основные типы, |
||||
Справочник |
|||||
конструкт вные элементы |
размеры. – Взамен ГОСТ 8713–70; введ. 1981–01–01. – |
||||
М. : Госстандарт Росс : Изд- |
стандартов, 1993. – 41 с. |
||||
6. |
Дуговая сварка под флюсом: методические указания к лабораторной работе по |
||||
дисциплине «Технолог я |
о орудование сварки» [Электронный ресурс] / сост. : |
||||
|
|
б |
|||
М.Я. Швец, В.П. |
Дел с. |
– Омск: СибАДИ, 2009. – Режим доступа: |
|||
http://bek.sibadi.org/fulltext/ED1785.pdf (дата обращения к ресурсу: 6.08.2018) |
|||||
7. |
Степанов, В.В. |
|
сварщика / В.В. Степанов. – М. : Машиностроение, |
||
1974. – 520 с. |
|
А |
|||
|
|
|
|||
|
|
|
|
|
Д |
|
|
|
|
|
И |
23

|
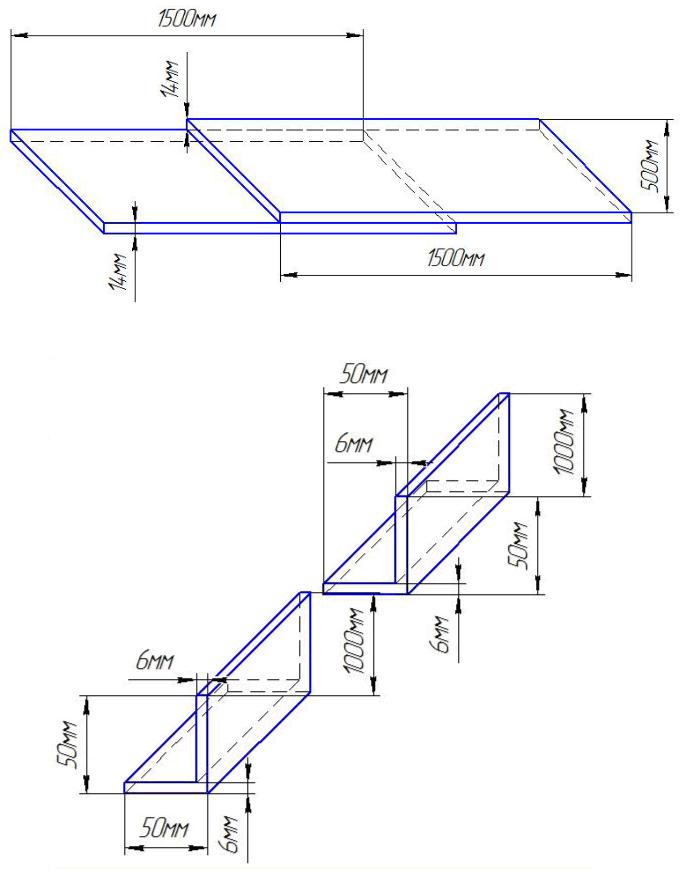
ПРИЛОЖЕНИЕ |
|
Варианты |
С |
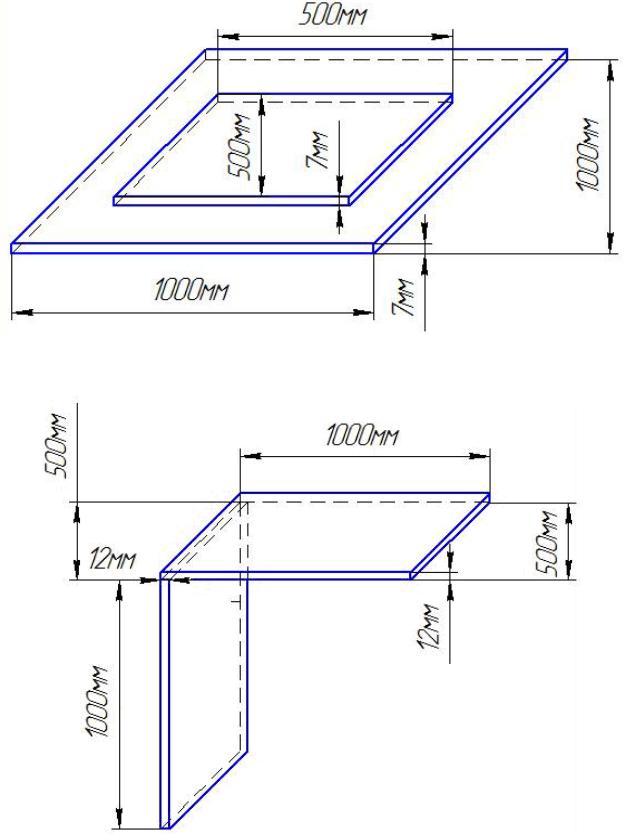
Вариант 1 |
Материал – сталь 30ХГСА |
|
|
|
и |
|
б |
|
|
А |
|
Д |
|
И |
24
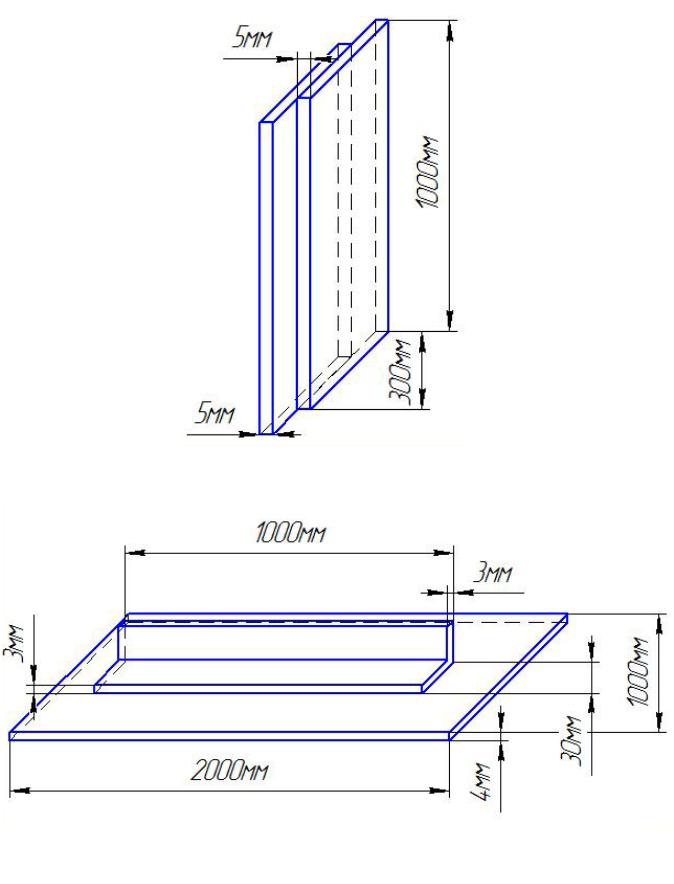
Вариант 2 Материал – сталь 08ХМ
С |
|
|
|
|
и |
|
|
|
б |
|
|
|
|
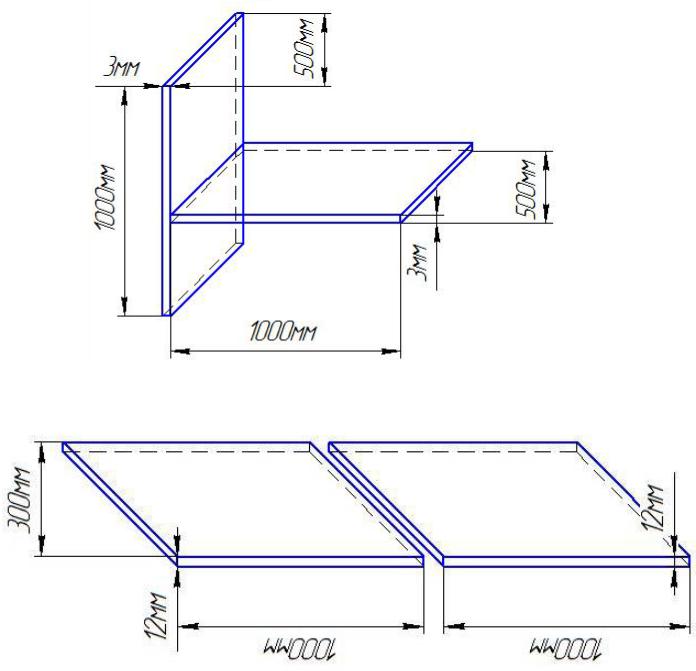
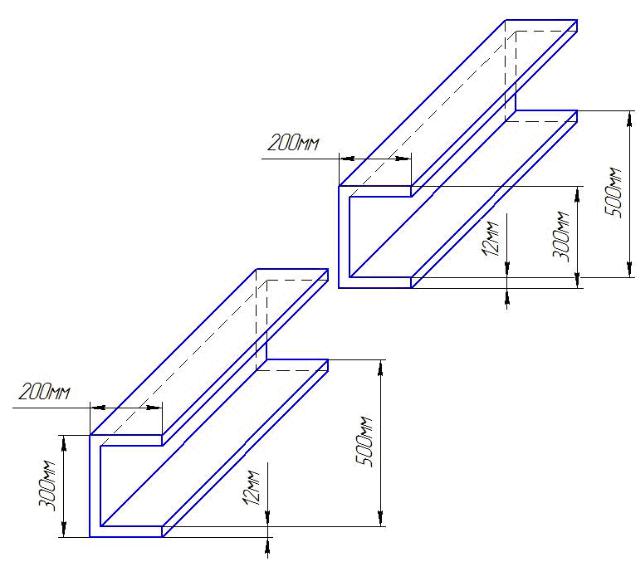
Вариант 3 |
|
|
Материал – сталь 08ХГ2 |
|
|
|
А |
|
|
|
|
Д |
|
|
|
И |
|
|
|
|
|
25
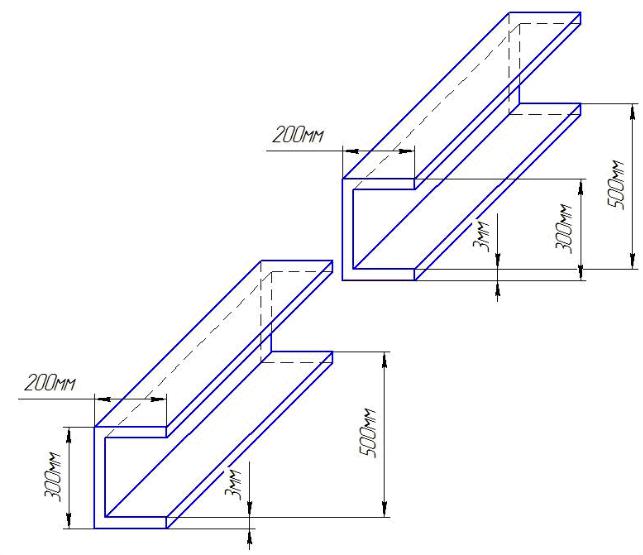
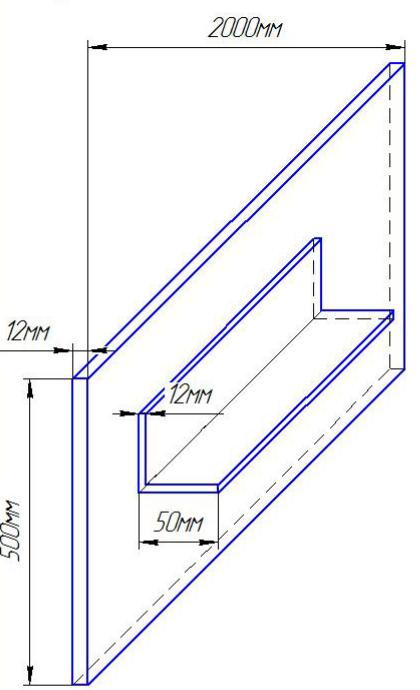
Вариант 4 Материал – сталь 20
Си б
АВариант 5 МатериалД– сталь 40Н5
И
26

С |
|
и |
|
|
Вариант 6 |
|
Материал – сталь 12ХГС |
б |
|
|
А |
|
Д |
|
И |
27

Вариант 7 Материал – сталь 15А
Си б
АВариант 8 МатериалД– сталь 25Х
И
28
Вариант 9 Материал – сталь 15Х3М
Си
бВариант 10 АМатериал – сталь 20Х2
Д И
29
Вариант 11 Материал – сталь 30ХГСА
Си б А Д И
30
Вариант 12 Материал – сталь 08Н
Си
бАВариант 13 Материал – сталь 35Х
Д И
31
Вариант 14 Материал – сталь 12Х3
Си
бВариант 15
Материал – сталь 16Х А Д И
32

С |
Вариант 16 |
и |
Материал – сталь 18ХГТ |
|
|
б |
|
А |
|
|
Д |
|
И |
33

Вариант 17 Материал – сталь 30ХГСА
С |
|
и |
|
б |
|
|
Вариант 18 |
Материал – сталь 08Х3 |
|
А |
|
|
Д |
|
И |
34
Вариант 19 Материал – сталь 15
Си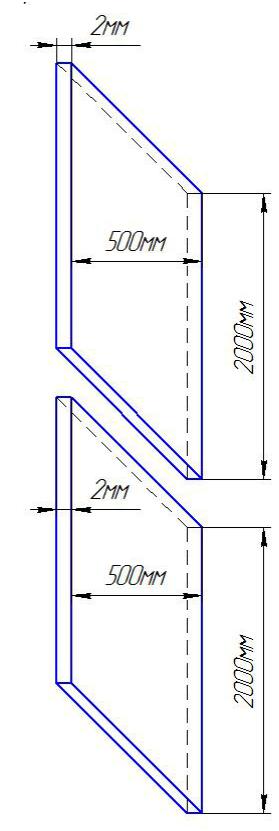 б А Д И
б А Д И
35
Вариант 20 Материал – сталь 20Т
Си б А Д И
36
Вариант 21 Материал – сталь 09А
Си б А Д И
37