

2. Сварка и наплавка.
Ручная сварка и наплавка плавящимися электродами.
Параметры режима — это сила тока, напряжение и скорость наплавки. Для получения минимальной глубины проплавления основного металла электрод наклоняют в сторону, обратную направлению наплавки.
Общие потери при наплавке покрытыми электродами с учетом потерь на угар, разбрызгивание и огарки составляют до 30%.
Напряжение дуги составляет 22...40 В. Диаметр электрода равен (табл. 13.1) d = 0,5 δ + (1...2) мм.
Длина дуги не должна превышать диаметра электрода.
I = k δ
где: δ - толщина материала.
I – сила тока.
k – коэф. зависящий от толщины изделия.


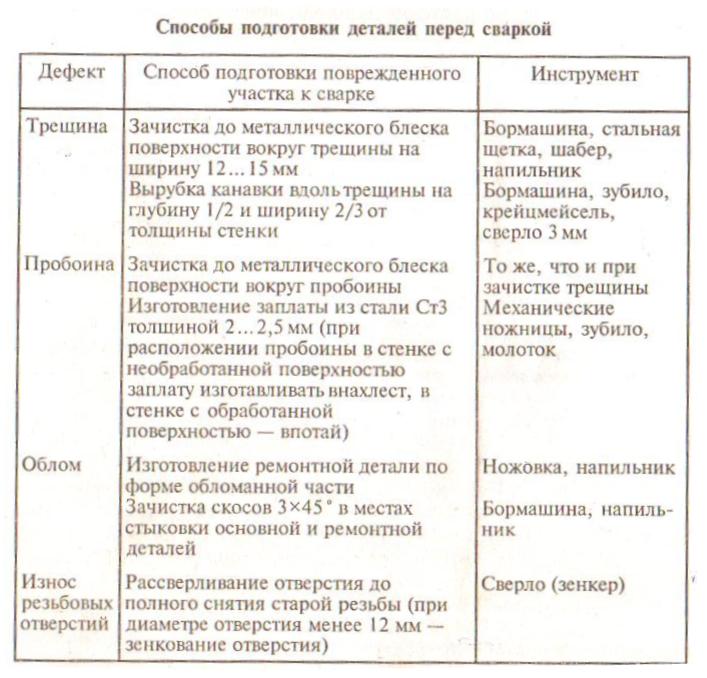
Ручная сварка и наплавка используются для устранения трещин, вмятин, пробоин, изломов и т. д. В табл. 13.2 приведены способы подготовки поврежденного участка изделия.
Для уменьшения вредного последствия рассмотренных в разд. 13.1 явлений сварку и наплавку ведут электродами с обмазкой — тонкой или толстой.
Малоответственные детали сваривают электродами с тонкой обмазкой, которые изготовляют из проволоки Св-08.
Проволоку рубят на куски длиной 300...500 мм и покрывают обмазкой, состоящей из 3/4 мела и 1/4 жидкого стекла, разведенного в воде до сметанообразного состояния.
Определяющим при выборе толстых электродов является процесс — сварка или наплавка.
Для сварки используют электроды, обозначаемые буквой «Э» с двузначной цифрой через дефис, например Э-42. Цифра показывает прочность сварочного шва на разрыв.
Наплавочные электроды обозначают двумя буквами «ЭН» и цифрами, которые показывают гарантированную твердость наплавленного данным электродом слоя.
Каждому типу электрода соответствует несколько марок составов обмазок.
По входящим в них веществам все электродные покрытия разделяют на следующие группы: рудно-кислое — Р, рутиловое — Т, фтористо-кальциевое — Ф, органическое — О и др.
Наиболее распространены рудно-кислое (ОММ-5, ЦМ-7, ЦМ-8 и др.), рутиловое (АНО-1, АНО-3, АНО-4, АНО-12, ОЗС-3, ОЗС-4, ОЗС-6 и др.) и фтористо-кальциевое покрытия (УОНИ-13/45, УОНИ-13/55, ЦЛ-9, ОЗС-2, АНО-7 и др).
Газовая сварка и наплавка.
Сущность процесса — это расплавление свариваемого и присадочного металла пламенем, которое образуется при сгорании горючего газа в смеси с кислородом. В качестве горючего газа используют ацетилен, что позволяет обеспечить температуру пламени 3100... 3300 °С.
Ацетилен получают с помощью ацетиленовых генераторов, а кислород сохраняют и транспортируют в стальных баллонах вместимостью 40 л под давлением 15 МПа.Сварку и наплавку осуществляют сварочными горелками. Мощность пламени характеризуется массовым расходом ацетилена, зависящим от номера наконечника горелки (табл. 13.3).
Расход ацетилена можно определить по формуле:
А = SR',
где: S — толщина детали, мм;
R' — коэффициент, характеризующий удельный расход ацетилена на 1 мм толщины детали, м3/(ч • мм) (для чугуна R' = 0,11...0,14; для стали — 0,10...0,12; для латуни — 0,12...0,13; для алюминия — 0,06...0,10).
Расход кислорода на 10...20% больше, чем ацетилена.
При ручной сварке пламя направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2...6 мм от конца ядра.
Конец присадочной проволоки также держат в восстановительной зоне или в сварочной ванне.
Угол наклона мундштука горелки к поверхности свариваемого металла зависит: от толщины соединяемых кромок изделия.
Существуют два основных способа газовой сварки: