

Введение
Большинство процессов обработки металлов давлением (ОМД) осуществляется с нагревом, как и весь процесс производства металлических изделий от добычи руды до производства готовых изделий.
Технология производства стали предусматривает следующие этапы:
руда − добыча → обогащение (нагрев);
доменный процесс − плавка, → чугун (нагрев);
плавка стали → слиток (нагрев);
прокат слитков → блюмс, сляб (нагрев);
блюмс → прокатка сортового металла (нагрев);
сляб → прокатка листового металла (нагрев);
ковка крупных поковок из слитков (нагрев);
заготовки → штамповка поковок (нагрев).
Нагреваемые поковки и слитки имеют массу до 100...250 т (уникальные до 500 т), т.е. они массивны и требуют учета температурных напряжений. Поэтому тепловые процессы очень трудно форсируются и существенно влияют на качество изделий (поковок).
Расчет режимов нагрева и температурных полей очень сложен и основан на значительных допущениях, что снижает их точность и качество нагреваемого металла. При этом на машиностроительных заводах до 30% всего топлива (энергии) потребляют кузнечные цеха. Ресурсы экономии топлива велики, но тенденция большой доли сохраняется.
Пути совершенствования и повышения экономичности процессов нагрева:
− оптимизация процессов;
− автоматизация управления ими;
− улучшение теплообмена в процессе нагрева;
− улучшение условий сжигания топлива и т.д.
Кроме большого расхода топлива, около 10% производимого металла идет в угар (окалину). Угар, это явление сопутствующее нагреву.
Пример:
производимый прокат > 40млн. т в год;
доля последующей обработки ковкой и штамповкой > 15%, т.е. ~ 6,0 млн.т.;
использование повторного нагрева при прокатке до 10...12 раз (в среднем 3 раза);
угар разовый 0,03.
Итого потери в угар составят:
40 млн. т * 0,03 * 3,15 = 3,78 тыс. (~10%).
Расход топлива (энергии) при этом колеблется от 5 до 50% массы нагреваемого металла (в среднем 25%).
40 млн. т * 0,25 = 10 млн. т. топлива.
В тоже время нагрев − неизбежная операция ОМД т.к. при нагреве снижается на порядок напряжение текучести металла (δт) и усилие деформирования, но имеют место и другие процессы, в том числе негативные:
− изменяются (снижаются) механические свойства стали;
− изменяются тепло - и электропроводность;
− происходят химические превращения в верхнем слое нагреваемого металла приводящие к браку поковок (перегрев, пережег, оплавление, обезуглераживание).
Особенности работы кузнечно-прессовых цехов (КПЦ) и роль нагревательных устройств (НУ) в организации их работы
Особенности работы цехов:
1. Мелкосерийность;
2. Уникальность производства;
3. Дискретность (нестабильность) материальных потоков.
Роль и задачи НУ:
Печи служат для нагрева и создания резерва (задела) нагретых заготовок.
Характеристика процесса нагрева
Рассмотрим все составляющие процесса
нагрева заготовок для ковки – штамповки.
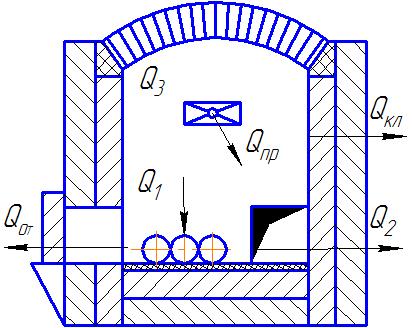
Рис. 1.Схема нагрева заготовок в камерной печи.
Основные компоненты:
1) печь; 2) тело; 3) топливо + воздух;4) топливосжигающее устройство;
5) продукты горения + теплообменное устройство; 6 рабочее пространство печи (Р.П.); 7) устройство для удаления продуктов горения.
Различают нагрев:
1. слитков полученных:
1.1 периодическим заполнением металлических форм;
1.2 непрерывным литьем;
1.3 переплавом (электро − шлаковым или вакуумно − дуговым);
2. заготовок и поковок:
2.1 общего назначения;
2.2 специального назначения;
2.3 уникальные поковки (до 100...230 т).
При создании технологии штамповки необходимо также учитывать следующее:
1. Многообразие марок сталей;
2. Режимы термической обработки;
3. Размеры нагреваемых тел;
4. Размеры садок (число одновременно нагреваемых заготовок).