

Лабораторная работа №1 Расчет режимов ручной электродуговой сварки стыковых швов
Цель работы:
Научиться, путем аналитических расчетов определять оптимальные параметры сварочного процесса ручной электродуговой сварки.
Рассчитать режим ручной электродуговой сварки стыковых швов.
Исходные данные для стали 20К (толщина 28 мм) приведены в таблице1
Таблица 1 – Исходные данные
|
Швы стыковых соединений листовой стали V-образные со скосом двух кромок, двусторонние и односторонние, выполняемые ручной электродуговой сваркой |
||||||||||||
|
|
|
|
||||||||||
|
S |
h |
a |
, град |
h1 |
b |
Диаметр электрода, мм |
Масса наплавленного металла на 1 м шва, кг |
|||||
|
I |
II |
Двусторонний шов |
Односторонний шов |
|||||||||
|
Без учёта подрубки корня шва |
С учётом подрубки корня шва |
|||||||||||
|
28 |
32 |
30,5 |
505 |
31 |
32+3 |
6 |
6 |
3,75 |
3,86 |
3,40 |
||
Данные, приведённые под цифрой I, относятся к диаметрам электродов для сварки углеродистой, низколегированной, легированной стали; под цифрой II – для высоколегированной стали.
Расчетная часть
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла. При сварке в стык металла толщиной свыше 4 мм, применяются электроды диаметром 48 мм, при условии обеспечения провара основного металла. Так как толщина свариваемого металла равна 28 мм, а сталь 20К является углеродистой, то диаметр электрода приняли dэ = 6 мм.
Силу сварного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Величину сварного тока Iсв, А, определяли по формуле
![]() (1)
(1)
где Iсв – сварочный ток, А;
dэ – диаметр электрода, мм;
j – допускаемая плотность тока, А/мм2.
Допускаемую плотность тока j, А/мм2, приняли равной j = 10 А/мм2, (в зависимости от диаметра электрода).
Тогда
![]()
Величину сварного тока Iсв, А, для практических приближённых расчётов определяли по эмпирическим формулам
![]() (2)
(2)
где k – коэффициент, k = 4060;
dэ – диаметр электрода, мм.
Тогда
![]()
Приняли величину сварного тока равной Iсв = 360 А.
Скорость сварки , см/ч, определяли по формуле
![]() (3)
(3)
где н – коэффициент наплавки, н = 810 г/Ач;
j – удельный вес металла, j=7,8 г/см3;
Fн – площадь наплавленного металла, см2.
Площадь наплавленного металла Fн, см2, определяли по формуле
Fн = 2Fтр + FВ + Fпр, (4)
где Fтр – площадь треугольника, мм2;
FВ – площадь валика, мм2;
Fпр – площадь прямоугольника, мм2.
Площади находили согласно, рисунков в таблице 1, по формулам
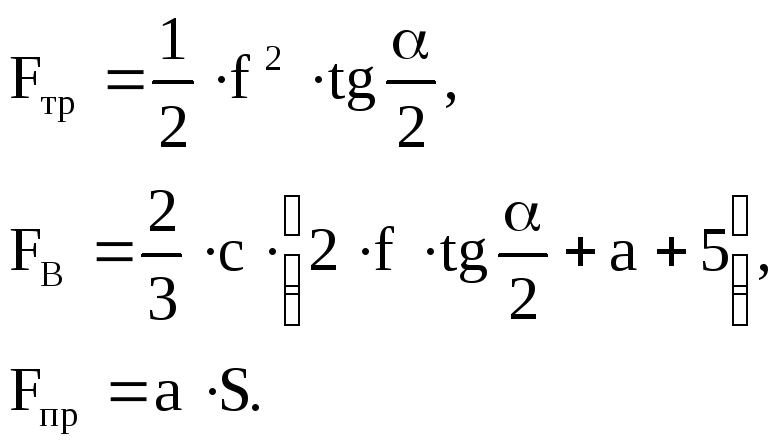
где f – высота скоса, мм (f = S – h1);
- угол скоса кромок между листами, град;
с – высота валика, мм;
а – зазор между свариваемыми листами, мм;
S – толщина листов, мм.
Тогда

![]()
![]()
Число проходов n определяли по формуле
![]() (5)
(5)
где Fн – общая площадь наплавленного металла, мм2;
F1 – площадь наплавленного металла за первый проход, мм2;
Fп - площадь наплавленного металла последующих проходов, мм2.
F1=(68)dэ,
Fп =(612)dэ.
где dэ – диаметр электрода, мм.
Тогда
F1 = (68)dэ = 76 = 42 мм2,
Fп = (612)dэ = 106 = 60 мм2.
![]()
Оптимальное значение длины дуги l, мм, определяли по формуле
![]() (6)
(6)
где dэ – диаметр электрода, мм.
Тогда
![]()
Количество наплавленного металла определяли по формуле
![]() (7)
(7)
где L – протяженность сварных швов, L= 100 см;
Fн – общая площадь наплавленного металла, см2;
j – удельный вес металла, j=7,8 г/см3.
![]()
Для ручной электродуговой сварки стали 20К согласно [2,C.77] по ГОСТ 9467-75 выбрали электрод типа Э42А.
Таблица 2 Механические свойства электрода типа Э42А при нормальной температуре согласно [1,C.316]
|
Металла шва и наплавленного металла |
Сварного соединения, выполненного электродами диаметром менее 3 мм |
|||
|
Временное сопротивление разрыву, МПа |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
Временное сопротивление разрыву, МПа |
Угол загиба, град |
|
420 |
22 |
140 |
420 |
180 |