

9372
.pdf101
3.4 АВТОМАТИЗАЦИЯ автоклавной обработки силикатного кирпича.
В настоящее время одним из основных направлений технологического процесса во всех отраслях промышленности строительных материалов явля-
ется интенсификация технологических процессов, позволяющих сократить длительность технологического цикла и увеличить выпуск продукции, повы-
сить производительность труда, снизить себестоимость продукции и сокра-
тить капиталовложения на строительство предприятий. В производстве строительных материалов и изделий на основе извести эта проблема успешно решается внедрением автоклавной технологии, по которой изделия подвер-
гаются тепловлажностной обработке насыщенным водяным паром под по-
вышенным давлением.
Автоклавная обработка – завещающая операция производства силикат-
ного кирпича. Чтобы придать кирпичу-сырцу необходимую прочность, его подвергают гидротермальной обработке в среде насыщенного водяного пара при температуре 1910С и давлении 1,2 МПа.
Автоклавная обработка значительно ускоряет твердение силикатного кирпича. Применение ее в течении 8…10ч позволяет при меньшем расходе извести получать из известково-песчанных смесей строительные материалы и изделия прочностью 150…500 кгс/см2 и более.
Автоматизация производственных процессов - одно из важнейших на-
правлений технического процесса всех отраслей народного хозяйства нашей страны.
Автоматизация производственных процессов в производстве строи-
тельных материалов открывает большие возможности для повышения произ-
водительности труда, качества продукции, снижает затраты энергии, топли-
ва, а в отдельных случаях и материалов, повышает культуру производства,
создает комфортные условия труда. Современная техника характеризуется
102
нарастанием скоростей выполнения отдельных производственных операций. Увеличение масштабов производства и рост производительности машин и аппаратов при повышенных требованиях к качеству и точности выполняемых операций требует введения быстрых и объективных методов автоматического контроля и управления, не связанных с субъективными особенностями человека.
Внедрение автоматики требует проведения серьезных организационных и экономических мероприятий по переустройке производства. Поэтому в более широком смысле понятия автоматизации имеет и техническое, и организационное, и экономическое содержание. Назначение автоматизации заключается не только в том, чтобы облегчить труд человека, но и организовать работу производства с такой скоростью, точностью, надежностью, экономичностью, которые человек обеспечить не может.
Высокая эффективность и широкое внедрение автоматизации производственных процессов в производстве строительных материалов и изделий могут быть достигнуты лишь в результате совместных усилий специалистов в области автоматики и технологии производства.
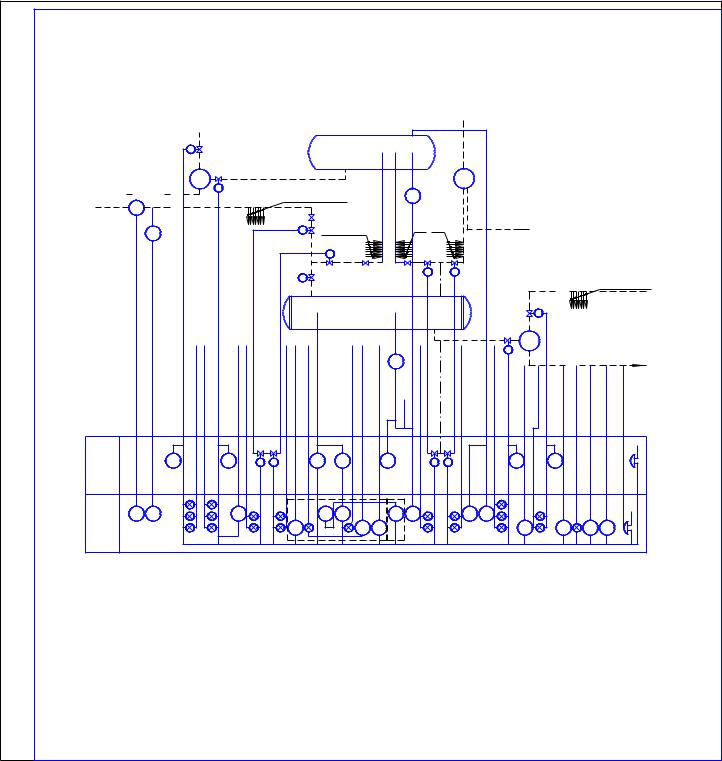
Технологическая схема автоматизации автоклавной обработки
Для силикатного кирпича необходима тепловая обработка под давлением, т.е. тепловлажностный режим процесс происходит в герметическом сосуде – автоклаве под давлением.
Рассматриваемая технологическая схема автоматизации автоклавной обработки для группы автоклавов от №1 до №8 приведена в графической части проекта.
Разработана схема автоматического программного регулирования процесса запаривания по давлению пара. Выбор давления (а не температуры) в качестве регулируемого параметра позволяет уменьшить в четыре раза по-
103
грешность измерения и регулирования при использовании приборов одного класса.
В схеме использована система теплового регулирования типа «Астра »,
принцип действия которой заключается в следующем. Электрический уни-
фицированный сигнал, пропорциональный давлению в автоклаве, поступает от манометра на регулирующий прибор, где сравнивается с сигналом зада-
ния. Последний вырабатывается программным задатчиком и изменяет его по времени согласно программе тепловлажностной обработки.
Суммарный сигнал усиливается регулирующим прибором до величи-
ны, необходимой для включения электропневматических позиционеров, ко-
торые управляют мембранным исполнительным механизмом впуска и вы-
пуска пара.
Когда автоклав полностью загружен, закрываются и стопорятся крыш-
ки, открывается блокировочная (аварийная) задвижка на линии впуска пара.
Эти операции осуществляются рабочим с пульта управления.
Запаривание возможно в автоматическом или дистанционном (со щита оператора) режимах. В первом случае при открытии блокировочной задвиж-
ки схемой предусматривается включение системы «Астра», которая отраба-
тывает программу запаривания в следующей последовательности. Произво-
дится впуск пара и подъем давления. В зависимости от давления в автоклаве сигнал от регулирующего прибора поступает на электропневматический по-
зиционер, воздействующий на исполнительный механизм подачи на электропневматический позиционер, управляющий исполнительным
механизмом подачи свежего пара. Для выпуска конденсата (через определен-
ное время после начала процесса) от программного задатчика поступает сиг-
нал на промежуточное реле, которое своими контактами замыкает цепи за-
крытия или открытия задвижки. Начало и продолжительность выпуска кон-
денсата может регулироваться в широких пределах. В течении заданного времени в автоклаве поддерживается постоянное давление. Выпуск пара в аккумулятор или в глушитель согласно программе снижения давления про-
|
|
|
|
|
|
|
104 |
|
|
|
|
|
|
|
|
|
|
|
||
изводится при воздействии сигнала регулирующего прибора на позиционеры |
|
|
|
|||||||||||||||||
и исполнительные механизмы. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
До окончания выпуска пара из автоклава программным задатчиком вы- |
|
|
|
|||||||||||||||||
дается команда на открытие задвижки выпуска конденсата и вентиля подачи |
|
|
|
|||||||||||||||||
воды в колодец – охладитель. Когда давление в автоклаве снижается до 0,05 |
|
|
|
|||||||||||||||||
кг/см2, запаривание считается законченным. Закрывается блокировочная за- |
|
|
|
|||||||||||||||||
движка, автоматически отключается система ―Астра‖, соответственно закры- |
|
|
|
|||||||||||||||||
ваются задвижки выпуска конденсата из автоклава и вентиль воды, подни- |
|
|
|
|||||||||||||||||
маются фиксаторы крышек, давая возможность открыть их. Спустя опреде- |
|
|
|
|||||||||||||||||
ленное время, необходимое для охлаждения изделий в автоклаве, произво- |
|
|
Сх |
|||||||||||||||||
дится их выгрузка. В дистанционном режиме процесс запаривания регулиру- |
|
|
||||||||||||||||||
|
|
|
||||||||||||||||||
|
|
Технологическая схема автоматизации автоклавной |
|
|
|
|
|
|||||||||||||
ется со щита оператора, посредством ключей управления. |
|
|
|
|
|
|
||||||||||||||
|
|
|
|
обработки силикатного кирпича |
|
|
|
|
1 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в атмосферу |
|
|
|
|
|
|
|
|
|
|
из водопровода |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
аккумулятор |
|
|
|
|
|
|
|
|
|
S |
1 |
|||
|
|
в канализацию |
|
к автоклавам |
|
|
|
|
|
O |
|
|
|
|
|
|
FU |
|||
свежий |
|
|
|
|
№2-n |
|
|
|
|
|
PE |
|
|
|
|
|
|
|
||
C |
|
C |
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
FE |
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
пар |
|
|
|
|
|
|
|
|
|
от автоклавов |
|
|
|
|
остальным |
|
|
|||
|
|
|
|
|
к автоклавам |
в канализацию |
|
|
системам |
|
||||||||||
|
|
|
|
|
|
|
№2-n |
|
|
|
|
|||||||||
|
|
|
PE |
|
|
|
№2-n |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
A |
|
A |
|
O |
|
|
|
|
|
к автоклавам |
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
O |
|
из водопровода |
|
№2-n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Автоклав №1 |
|
|
|
|
|
|
|
|
|
F |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
отклонениедавления от задания |
|
|
|
|
|
2-n |
|
|
|
в канализацию |
|
S |
2- |
|
|
|
|
|
|
|
крышкаавтоклава |
открыто-закрыто |
|
|
PE |
|
0-12кг/см открыто-закрыто авария управлениезадвиж. мест-дистоткрыто-закрыто |
выборавтоклава лампанапоминания |
|
|
|
||||
|
|
|
|
|
|
|
|
автоклав |
|
|
|
|
|
|
||||||
|
|
|
2 |
|
2 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
0-12 кг/см |
открытозакрыт- о открытозакрыт- о авария мест-дист открытозакрыт- о |
жатый воздух 4 кг/см открытозакрыт- о выбортракта выпускпара |
авт-дист |
выбортракта |
|
4 кг/см открытозакрыт- о |
сигнализации |
сигнала звуковой сигнал |
|
|
|
||||||
|
|
т/час |
0С |
С |
|
|
|
|||||||||||||
|
|
0 |
|
|
|
|||||||||||||||
|
|
15-190 |
15-170 закрытоткрытоовоздухжатый |
|
|
|
||||||||||||||
Приборы |
поместу |
|
HS |
HS |
|
PE |
PE |
управление |
клапанами |
PIR |
|
|
|
HS |
HS |
Опробование |
снятие |
|
|
|
|
|
|
|
|
|
система |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
"астра" |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Щит контроля |
и сиглализации |
FIR |
PIR |
HS |
|
PI |
PC |
|
|
|
PI |
PIR |
|
TE TE |
|
|
|
|
|
|
|
|
|
HS |
|
|
HS HS |
|
|
|
HS |
HS |
HS HS |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Рис.3.17 Технологическая схема автоматизации автоклава |
|
|
|
|
|
|||||||||||||||
|
Манометр с дистпнционной электрической передачей типа М1М |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
L2 |
|
C4 |
|
|
|
C3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R5 |
|
|
|
|
|
|
|
|
|
|
|
|
C2 |
|
|
|
|
|
C5 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
C1 |
|
R1 |
|
nn1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L1 |
|
|
|
|
|
|
|
nn2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
105
Имеется местное управления электроприводом задвижек выпуска кон-
денсата и вентилями, для чего у приводов установлены кнопки. Однако ими пользуются только при крайней необходимости. В схеме использованы более дешевые, чем задвижки с электроприводами, пневматические регулирующие клапаны, которые после незначительных переделок, могут применяться в каче-
стве запорных.
Схемой предусматривается контроль всего процесса запаривания. Он осуществляется оператором с пульта управления, куда сведены измерительные приборы и светозвуковая изоляция. Температура в автоклавах и аккумуляторе регулируется с помощью термометров сопротивления, а также многоточечного показывающего и самопишущего моста. Давление, преобразованное в электри-
ческий сигнал, регистрируется многоточечным потенциометром.
Дистанционный контроль давления пара на входе в автоклавное отделе-
ние и в аккумуляторе производится при помощи манометров с дистанционной передачей показаний в комплекте со вторичными показывающими приборами.
Расход пара, идущего на автоклавную обработку, измеряется и регистрируется вторичным электронным прибором и дифнамометром с измерительной диа-
фрагмой.
Предусматривается световая технологическая сигнализация, отражающая положение регулирующих и запорных органов, открытие крышек автоклава и аварийная светозвуковая сигнализация, показывающая состояние задвижек, не-
допустимое отклонение регулируемого параметра от задания и т.д. Схема тех-
нологической сигнализации положения регулирующих и запорных органов,
выполненных на мнемосхеме автоклавов. Применен принцип совмещения мне-
мосхем, что значительно уменьшает количество панелей щита оператора.
Сигнализация, а также при необходимости дистанционное управление процессом запаривания осуществляется выборочно, по вызову, посредством ключа, когда получен аварийный сигнал на световом табло с указанием авто-
клава.
106
Аварийная световая сигнализация сопровождается также звуковой в оп-
ределенном пункте и в помещении автоклавного отделения.
Рассмотренная схема автоматизации процесса запаривания имеет ряд преимуществ по сравнению с применяемыми ранее. Она выполнена на новей-
ших образцах серийной отечественной аппаратуры (блочная система «Астра»,
приборы электронной агрегатной унифицированной системы ЭАУС-V и др.),
что представляет высокую надежность и качество регулирования, а также зна-
чительное снижение общих затрат.
Автоматическая система регулирования теплового режима ав-
токлавов « Астра »
Назначение, состав и технические характеристики Автоматическая система теплового регулирования автоклавов «Астра»
предназначена для автоматического программного регулирования, контроля,
анализации, записи температуры и давления в сосудах работающих под давле-
нием (автоклавах). Система состоит из комплекта регулирующих и измери-
тельных приборов с унифицированным выходным сигналом постоянного тока -
0,5 мА.
В состав системы входят:
а) Блок регулирующих приборов – 1 шт.
б) Манометр с электрической дистанционной передачей – 1 шт.
в) Электропневматические преобразователи – 2 шт.
г) Клапаны регулирующие с пневматическим мембранным механизмом –
3 шт.
Основные технические характеристики:
1Пределы измерения давления, кг/см3 – 0…6; 0…10; 0…16; 0…25.
2Пределы измерения температуры, 0С – 0…100; 0…200; 0…400.
3Основная погрешность от верхнего предела регулирования , % - 1,5.
4Максимальное время запаривания, ч – 23.
107
5 Напряжение питания, В - 220±15; герц 50±2%.
6Температура окружающей среды, 0С - +5…+50.
7Относительная влажность воздуха при температуре +5…+500С –
30…80%.
8Внешние магнитные поля постоянного тока (или переменного)
промышленной частоты – до 400А/м. 9 Среда взрывоопасная.
10 Вибрация мест крепления с частотой до 30 Гц и амплитудой до 0,2 мм.
Схема системы автоматического регулирования автоклавов
Принцип действия системы «Астра» Все блоки, входящие в систему «Астра»(кроме манометра и исполни-
тельных механизмов), смонтированы на передней панели щита шкафного типа.
Манометр М1М устанавливается в непосредственной близости автоклава в месте, удобном для измерения давления и отвечающем указаниям по монтажу манометра. Манометр преобразует измеряемое давление в автоклаве в унифи-
цированный сигнал постоянного тока 0…5 мА.
Одновременно программный задатчик типа ПД вырабатывает электриче-
ский сигнал постоянного тока 0…5 мА, изменяющийся во времени согласно за-
данной программе. Алгебраическая сумма выходных сигналов манометра и за-
датчика поступает на вход программируемого логического контроллера (мо-
дуль АЦП), где вырабатывается сигнал управления исполнительными механиз-
мами.
ЛИТЕРАТУРА
1.Клюев, А.С. Техника чтения схем автоматического управления и технологического контроля / А.С. Клюев и др. – М.: Энергоатомиздат, 1983. – 375 с.
2.Кремлевский, П.П. Расходомеры и счетчики количества / П.П. Кремлевский. – Л.: Машиностроение, 1989. – 693 с.
3.Бушуев С.В. Автоматизация технологических процессов. М.: Стройиздат,1990.-376с.
108
ПРИЛОЖЕНИЕ
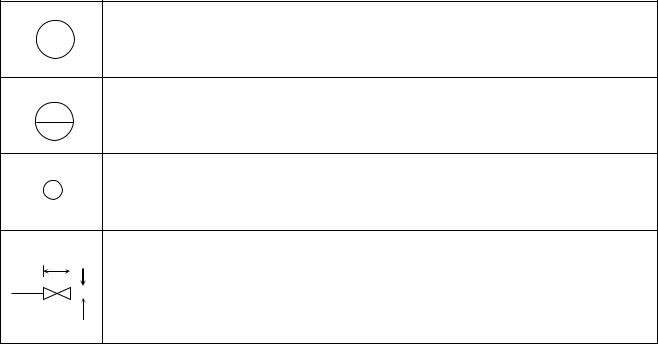
Условные обозначения в технологических схемах автоматизации
круг диаметром 10 мм изображает датчик, а также вторичный прибор и другие устройства, установленные по месту;
круг диаметром 10 мм с диаметральной линией обозначает приборы и устройства, установленные на пульте или на щите;
круг диаметром 5 мм обозначает исполнительный механизм;
7 |
3 |
регулирующие органы в виде задвижек, заслонок, регулирующих |
|||
|
|||||
|
|
|
|
|
клапанов обозначаются по ГОСТу, принятому в системах ТГВ. |
|
|
|
|
|
|
|
|
|
|
|
Здесь изображен, в качестве примера, регулирующий клапан |
|
|
|
|
|
|
Буквенные обозначения регулируемых и контролируемых величин: T – температура;
P – давление; F – расход; L – уровень; Q – качество.
Рядом с буквой Q указывается параметр качества. Например, QO2 – дат-
чик, вторичный прибор, измеряющий дозу кислорода, растворѐнного в воде. Параметр качества указывается вверху рядом с буквой. Другие примеры обо-
значения качественного параметра: Q PH , QCaCO2 , QO3 , QCl2 .
Буквенные обозначения функций приборов: I – индикации;
R – регистрации; C – регулирования; A – сигнализации.
Буквенные обозначения датчиков, вторичных приборов записываются в поле круга в верхнем секторе, нижний сектор предназначен для указания порядковой нумерации. Далее приводятся полные обозначения датчиков и вторичных приборов.
109
Условные обозначения датчиков, вторичных приборов и дополнительные условные обозначения
Условные буквенные обозначения электрических датчиков: TE – температуры;
PE – давления;
FE – расхода;
LE – уровня;
QE – качества.
Условные буквенные обозначения показывающих и регистрирующих приборов:
TIR – температуры; PIR – давления; FIR – расхода;
LIR – уровня;
QIR – качества.
Условные буквенные обозначения электрических вторичных регулирующих приборов:
TC – температуры; PC – давления;
FC – расхода;
LC – уровня;
QC – качества.
В буквенном обозначении могут быть указаны все функции вторичного прибора с указанием параметра. Порядок расположения буквенных обозначений функциональных признаков прибора принимают с соблюдением последовательности обозначений: первая буква – параметр, остальные буквы в порядке I, R, C, A. Если в приборе отсутствует какая-либо функция, то сохраняется порядок расстановки оставшихся букв.
Дополнительные условные обозначения: NS – блок релейно-контактной аппаратуры;
HS – устройство ручного включения, выключения, переключения; Y – вычислительное устройство;
D/A – цифро-аналоговый преобразователь;
A/D – аналого-цифровой преобразователь.
Обозначения вида используемой энергии: E – электрическая энергия;
P – энергия сжатого воздуха;
G – гидравлическая энергия.
110
СОДЕРЖАНИЕ |
|
|
1. ЭЛЕМЕНТЫ ТЕОРИИ СИСТЕМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ |
|
|
И РЕГУЛИРОВАНИЯ................................................................................................. |
|
3 |
1.1. Общие определения. Краткий исторический обзор развития автоматики..... |
3 |
|
1.2. Классификация автоматических систем ............................................................ |
|
4 |
1.3. Основные принципы управления ....................................................................... |
|
5 |
1.3.1. Принцип управления по отклонению ............................................................. |
|
5 |
1.3.2. Принцип управления по возмущению ............................................................ |
|
7 |
1.3.3. Принцип комбинированного управления ....................................................... |
8 |
|
1.3.4. Принцип разомкнутого управления ................................................................ |
|
9 |
1.3.5. Принцип адаптивного управления .................................................................. |
|
9 |
1.4. Системы автоматического контроля ...... |
Ошибка! Закладка не определена. |
|
1.5. Объекты регулирования и их свойства ............................................................ |
|
10 |
1.6. Основные требования к системам автоматического регулирования............ |
13 |
|
1.6.1. Устойчивость систем автоматического регулирования .............................. |
14 |
|
1.6.2. Качество переходного процесса систем автоматического |
|
|
регулирования............................................................................................................ |
|
15 |
1.7. Характеристики звеньев систем автоматического регулирования ............... |
16 |
|
1.8. Дифференциальные уравнения и передаточные функции линейных |
|
|
звеньев и систем автоматического регулирования ................................................ |
17 |
|
1.9. Классификация автоматических регуляторов по виду управляющего |
|
|
воздействия ................................................................................................................ |
|
21 |
1.10. Выбор регуляторов........................................................................................... |
|
27 |
2. ТЕХНИЧЕСКИЕ СРЕДСТВА АВТОМАТИЗАЦИИ ........................................ |
27 |
|
2.1. Технические средства автоматизации и государственная система |
|
|
приборов ..................................................................................................................... |
|
27 |
2.2. Первичные преобразователи (датчики) ........................................................... |
|
28 |
2.2.1. Классификация датчиков................................................................................ |
|
28 |
2.2.2. Датчики для измерения температуры ........................................................... |
|
30 |
2.2.3. Датчики для измерения давления .................................................................. |
|
36 |
2.2.4. Датчики для измерения расхода .................................................................... |
|
38 |
2.2.5. Датчики уровня................................................................................................ |
|
41 |
2.2.6. Датчик для измерения влажности в системах кондиционирования |
|
|
воздуха ........................................................................................................................ |
|
43 |
2.3. Задающие устройства и элементы сравнения ................................................. |
44 |
|
2.4. Усилители............................................................................................................ |
|
45 |
2.5. Исполнительные механизмы и регулирующие органы.................................. |
46 |
|
2.6. Автоматические электронные показывающие, ............................................... 50 |
||
регистрирующие и регулирующие приборы .......................................................... |
|
50 |
2.6.1. Классификация автоматических электронных вторичных приборов........ |
50 |
|
2.6.2. Электронные мосты ........................................................................................ |
|
52 |