

Современные задачи многомерного анализа в энцефалографии
.pdfнм (αpeak≈17cm-1, CYb=5ат%, E c) ассоциируется с 2F7/2 → 2F5/2 переходом в ионе иттербия. Для этого материала оценены величина сечения излучения в максимуме (σem~2.8×10-20cm2,
E c) и время релаксации (τ≈1.25ms) с уровня 3F4 [16]. Таким образом, величина σem×τ примерно равна ~ 3.5×10-23cm2с и, следовательно, сравнима с соответствующей величиной для Tm:YAG (σem×τ = 3.6×10-23cm2s). Еще одна оценка сечения излучения в максимуме (σem~2.0×10-20cm2) произведена авторами в работах [14,15].
В настоящей работе представлены результаты сравнения характеристик лазерной генерации Yb:Tm:KYW при различных концентрациях иттербия и тулия на при диодной накачке на двух длинах волн - 980 nm и 805 nm – на которых излучают мощные промышленно выпускаемые лазерные диоды.
1. Выращивание кристаллов KYW:Yb:Tm.
Для проведения экспериментальных работ и выращивания кристаллов калийиттриевого вольфрамата (KYW) использовалась модернизированная установка для выращивания кристаллов К-5067.
Выращивание проводилось методом Чохральского из раствор-расплава. В тигель загружались предварительно перемешанные карбонат калия и окись вольфрама для синтеза 1,8 г/ моль растворителя - бивольфрамата калия. Затем загружались компоненты для синтеза 1,2 г/моль KYW. Массы компонентов рассчитывались из соответствующих пропорций по уравнению синтеза KYW :
K2CO3 + (1- x)Y2O3 + x Yb2O3 + 4W O3 = 2KY(1-х)Ybх(WO4)2 + CO2 ,
где х - атомная концентрация Yb.
При первоначальной загрузке шихты и растворителя скорость нагрева печикристаллизатора составляла 60-80оС/час. Разогрев расплава производился до температуры 1020-1030оС. Продолжительность перемешивания и гомогенизации раствор-расплава - 48 часов.
Выбор равновесных условий при затравлении производился по показаниям датчиков. Перепад температуры по высоте расплава на этой операции и при выращивании кристалла составлял 8-10оС. Выращивание кристалла производилось на ориентированную затравку KY(WO4)2, вырезанную в направлении (010), в автоматическом режиме по программе изменения температуры, задаваемой программатором ПЛАЗ, при скорости вытягивания от 2,5 мм /сутки до 5 мм/сутки и скорости вращения 42 об./мин.
Выбранные условия позволили получить кристаллы калий-иттриевого вольфрамата весом до 150 г.
2. Изготовление образцов.
Калий-редкоземельные вольфраматы имеют моноклинную кристаллическую структуру с пространственной группой С2h6-С2/с. Параметры элементарной ячейки кристалла KY(WO4)2: a=8.05, b=10.35, c=7.54Ă и β=94о. Плотность материала 6,5 г/ см3.
Для наших экспериментов была изготовлена концентрационная серия кристаллов: концентрация ионов тулия и иттербия варьировались (1,3,6 и 12 ат.%) и (5, 10, 15 ат.%) соответственно.
Из кристаллов были изготовлены пластины толщиной 2,5 мм, вырезанные перпендикулярно оси b и шлифованные с одной стороны для исключения процессов реабсорбции для измерения времени жизни и полированные пластины толщиной 1,64 мм той же ориентации для остальных экспериментов.
3.Спектроскопия.
Внашей работе «π-поляризация» будет условно обозначать поляризацию поля относительно осей кристалла EIIc а «σ-поляризация» - EIIa. Спектры для поляризаций EIIa и EIIb были примерно одинаковыми.
324
Спектры поглощения были измерены на спектрофотометре “CARY-500”. Измерения в поляризованном свете производились при помощи двух призм Глана, вставленных на пути оптических лучей перед фотоприемными устройствами.
Измерения люминесценции проводились при возбуждении лазерным диодом, излучающим на длине волны 980 нм, через оптическую насадку, которая обеспечивала фокусировку излучения на поверхности образца в виде пятна с диаметром около 100 мкм. Поляризация светового пучка возбуждения была параллельна кристаллической оси a с целью достижения максимального уровня люминесценции. Спектры люминесценции в видимом диапазоне (до 805 нм) измерялись на спектрометре МДР-23 (ЛОМО) с фотоумножителем R-4632 (Hamamatsu). Люминесценция в инфракрасном диапазоне регистрировалась на спектрометре ИКС-32 (ЛОМО) с фотодиодом PD-24-20 (IBSG).
Кинетика люминесценции измерялась на спектрометре ИКС-32 с помощью ФЭУ-111 (800 и 1020 нм) и фотодиода PD-24-20 с предусилительным каскадом, подключенными к быстрому АЦП “BORDO-20”. Погрешность измерений времени жизни составляла ~100 нс для системы регистрации с ФЭУ и ~1 мкс – с фотодиодом. Измерение кинетики люминесценции осуществлялось при возбуждении лазерным диодом, работающем в режиме внешней TTL-модуляции с длительностью импульса 12.5 мс и периодом повторения 25 мс. Передний и задний фронты светового импульса накачки при такой модуляции составляли около 1 мкс.
3.1. Поглощение.
Спектры поглощения Yb(5ат%):Tm(6ат%):KYW образца при комнатной температуре
π- и σ-поляризаций показаны на Рис. 1. Они состоят из шести полос, ассоциированых с переоходами иона Tm3+ с основного 3H6 уровня на 3F4,3H5, 3H4, 3F3 - 3F2, 1G4, 1D2
возбужденные мультиплеты, и одной полосы в области 0.9 – 1 мкм, ассоциированной с переходом 2F7/2 → 2F5/2 иона Yb3+. Спектры поглощения образцов с другими концентрациями тулия имели идентичный профиль, а интенсивность полос поглощения линейно росла с увеличением концентрации ионов. Интенсивность полосы поглощения иттербия была одинакова для всех образцов, (концентрация Yb3+ 5ат% во всех образцах), что говорит о хорошей воспроизводимости оптических свойств при росте KYW с различными редкоземельными ионами.
3.2. Люминесценция.
Спектры излучения при комнатной температуре π-поляризации в видимой и ИК областях при возбуждении лазерным диодом 980 нм показаны на рис. 2. Все измерения выполнены при одинаковых условиях эксперимента. Кривые в видимой и ИК спектральных областях сшиты в области 800 нм, где была возможность измерения на спектральных приборах как с ФЭУ, так и с фотодиодным фотоприемником. Люминесценция в образцах с разными концентрациями была измерена при одинаковых уровнях возбуждения: во время измерения образцы помещались в специальный неподвижный держатель, позволяющий прецизионно помещать грань измеряемого образца относительно источника возбуждения и щели спектрометра. Такая организация эксперимента позволила нам анализировать измеренные спектры в одинаковых масштабах относительных единиц.
Как видно из рис. 2, для образца с концентрацией тулия 1ат% наблюдается сильная ап-конверсионная люминесценция с 1D2, 1G4, и 3H4 мультиплетов. С увеличением концентрации тулия с 1ат% до 12ат% интенсивность ап-коверсионной люминесценции падает в ~1.5×104, ~4×103, и 18 раз в синей (450 – 470 нм), красной (650 нм) и ИК (800 нм)
областях, соответственно. В то же время интенсивность люминесценции в области 1.8 мкм растет с увеличением концентрации тулия с 1ат% до 6ат% (см рис.2.). Максимум интенсивности наблюдался для образца с концентрацией ионов тулия 6ат%. Для 12ат%
325
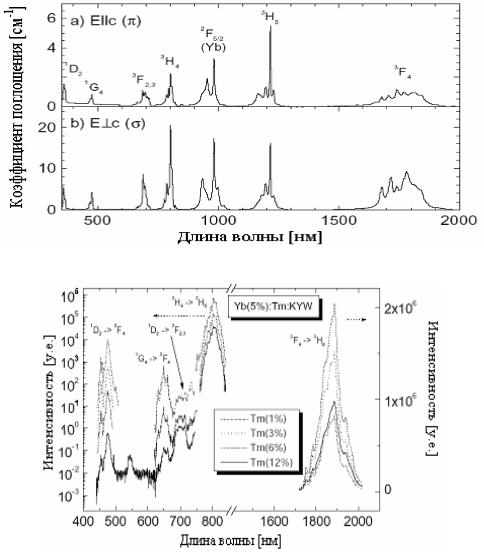
образца люминесценция в области 1.8 мкм падает до уровня, наблюдаемого в образце концентрацией 1ат%.
Слабая зеленая люминесценция была обнаружена в области 550 нм (см. рис. 2), что, скорее всего, связано с остаточной примесью ионов Er3+: по нашим оценкам концентрация неконтролируемой примеси ионов эрбия могла достигать ~3.10-6 весовых процента.
Рис. 1. Спектр поглощения кристалла KYW:Yb(5%):Tm(6%).
Рис. 2. Спектры люминесценции кристалла KYW:Yb(5%):Tm.
4. Генерация.
4.1. Длины волн накачки.
Как отмечено выше Yb,Tm:KYW характеризуется двумя полосами поглощения удобными для диодной накачки с максимумами сечения поглощения σa≈ 5.4×10-20cm2 на
981нм и σa≈ 5.3×10-20cm2 на 802 nm, где когерентная накачка наиболее эффективна.
Вслучае накачки через ионы иттербия (2F7/2 → 2F5/2 канал) был использован лазер, излучающий на длине волны 981 нм, т.е. в максимуме полосы поглощения. Для накачки непосредственно в ионы тулия (3H4 → 3H6 канал), длина волны лазерного диода была выбрана 805 нм, т.е. таким образом, чтобы можно было использовать промышленный
лазерный диод, выпускаемый для накачки неодим-содержащих сред (808 nm 25°С). Длина волны излучения 805 нм легко достигается температурной перестройкой с помощью элемента Пельтье. С другой стороны, плавный изгиб («плечо») на спектре поглощения Yb,Tm:KYW в области 805 предположительно позволит избежать нестабильности накачки
326
при неконтролируемых сдвигах длины волны лазерного диода из-за дрейфа температуры окружающей среды. В тоже время, величина сечения поглощения на 805 нм еще остается значительной и составляет ~2.7×10-20cm2 (см. рис. 1).
4.2. Экспериментальная установка
В экспериментах использовалась простая конфигурация конфокального резонатора с продольной диодной накачкой. Источниками накачки служили многомодовые непрерывные лазерные диоды, генерирующие на длинах волн 980 и 808 нм, с мощностью генерации около 1 Вт, смонтированные на элементах Пельтье для возможности температурной стабилизации и подстройки длины волны генерации. Излучение диодов фокусировалось на активный элемент оптической насадкой (коллиматор (NA=0.5), 4.5x цилиндрический телескоп и фокусирующая линза f=10 mm; пропускание насадки 75%), обеспечивающей диаметр перетяжки луча накачки в кристалле ~ 80 мкм. Активный элемент крепился на медном держателе, который выполнял также функцию хладопровода.
Полированные грани пластинки с обоих сторон были просветлены в диапазоне длин волн 1800 – 2000 нм. Конфокальный резонатор формировался плоским входным и сферическим выходным (радиус кривизны 30 мм) зеркалами. Пропускание входного зеркала на длине волны накачки (981 и 806 нм) составляло 88%, в то время как отражение в диапазоне длин волн генерации 18002000 нм было R>99.9%. Выходное зеркало имело пропускание ~5% в диапазоне длин волн 1800-2000nm.
4.3. Накачка на 981 нм
Тулиевый концентрационный ряд. Генерация на образцах с концентрациями CTm=1at% и CTm=3at% не была получена скорее всего из-за малой эффективности переноса для таких малых концентраций тулия [16]. Характеристики непрерывной генерации для образцов с концентрациями CTm=6at% and CTm=12 at % показаны на рис. 3. Максимальная выходная мощность, полученная в эксперименте, составила 56 мВт при ~451 мВт поглощенной мощности накачки (дифференциальная эффективность ~ 19%). Наиболее эффективная генерация была получена для образца Yb(5ат%),Tm(6ат%):KYW, что находится в хорошем согласии с предыдущими спектроскопическими исследованиями [16]. Порог генерации для этого образца не превышал 61 мВт.
Иттербиевый концентрационный ряд. Полученная генерация в образцах
Yb(5,10,15ат%),Tm(12ат%) была существенно нестабильной, скорее всего из-за термических напряжений и деформаций в тонких слабо охлаждаемых пластинках активных элементов. Два из использованных образцов были повреждены во время проведения экспериментов.
4.4. Накачка на 805 нм
Тулиевый концентрационный ряд. Результаты экспериментов с накачкой лазером, излучающим на длине волны 805 нм, выглядят намного оптимистичнее по сравнению с результатами накачки тех же образцов на 981 нм. Генерация образца с концентрацией тулия 1ат% получена только на пороге. Генерационные характеристики для других образцов показаны на рис. 4a. Максимальная непрерывная мощность генерации, полученная для этой среды при накачке 805 нм, была 207 мВт на ~512 мВт поглощенной мощности (дифференциальная эффективность накачки ~ 52%). Наилучшие результаты, как и в случае накачки на 980 нм, показал образец Yb(5ат%):Tm(6ат%):KYW. Максимумы спектральных линий генерации наблюдались на 1921, 1939, и 1946 нм для CTm=3ат%,6ат%, и 12ат% образцов, соответственно, с шириной огибающей на уровне 0.1 от максимума ~10 нм для всех образцов.
В предыдущих исследованиях [16] была оценена величина эффективности переноса энергии ηt=0.76 для образца Yb(5ат%),Tm(6ат%)KYW от иона иттербия к иону тулия при реализации накачки через ионы иттербия. В первом приближении можно предположить,
327

что выходная мощность лазера, накачиваемого на 981 нм, пропорциональна величине ηt. Принимая во внимание, что квантовый выход при накачке на 805 нм должен быть около 2 из-за сильного процесса кросс-релаксации на 3F4 верхний лазерный уровень [9,14,16], величина мощности генерации лазера, накачиваемого 805 нм, может быть сравнена с величиной мощности генерации лазера, накачиваемого 980 нм по простой формуле:
Pλpump =805nm = |
2 |
Pλpump =981nm |
. Используя эту формулу, были сравнены мощности генерации |
|
η |
|
|||
out |
t |
out |
|
|
|
|
|
|
|
лазера при накачке на обеих длинах волн и получено их хорошее соответствие по всей шкале мощности накачки с максимальной экспериментальной ошибкой 20%.
Иттербиевый концентрационный ряд. Главная цель экспериментов с образцами, содержащими разные концентрации иттербия, была исследование влияния концентрации иттербия на мощность генерации при накачке непосредственно в ионы тулия, т.е. оценить влияние обратного переноса энергии от тулия к иттербию. Как видно из рис. 4б, эффективность генерации всех образцов с разной концентрацией иттербия остается практически такой же, что свидетельствует, что процесс обратный Tm3+ → Yb3 слабо влияет на процесс генерации в канале 3F4 →3H6.
CW Энергия излучения [мВт]
60
55
50
45
40
35
30
25
20
15
10
5
0
Yb(5at%),Tm:KYW
 Tm - 5at% (ηsl=19%, η=12%)
Tm - 5at% (ηsl=19%, η=12%)
 Tm - 12at% (ηsl=10%, η=7.5%)
Tm - 12at% (ηsl=10%, η=7.5%)
150 |
200 |
250 |
300 |
350 |
400 |
450 |
Поглощенная энергия [мВт]
Рис. 3. Выходные характеристики лазера на кристалле KYW:Yb:Tm.
328

|
200 |
Yb(5at%),Tm:KYW (h=1.64 мм) |
|
|
|
||
мВт] |
Tm-3at% |
|
|
|
|
||
|
|
|
|
|
|||
160 |
Tm-6at% (ηsl=52%, η=40%) |
|
|
|
|||
Tm-12at% (ηsl=50%, η=34%) |
|
|
|
||||
[ |
|
|
|
||||
излучения |
|
|
|
||||
120 |
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
Энергия |
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
CW |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
100 |
200 |
300 |
400 |
500 |
600 |
а) |
|
|
Поглощенная энергия [мВт] |
|
|
||
|
|
|
|
|
|
|
|
240 |
Yb,Tm(12at%):KYW (h=0.83 мм) |
|
|
|
|||
мВт] |
200 |
Yb-5at% |
Yb-10at% |
||
[ |
|
Yb-15at% |
излучения |
160 |
|
120 |
|
|
|
|
|
CWЭнергия |
80 |
|
0 |
|
|
|
40 |
|
100 200 300 400 500 600
Поглощенная энергия накачки [мВт]
б)
Рис. 4. Выходные характеристики лазера на кристалле KYW:Yb:Tm при накачке на длине волны 805 нм : а) Tm – образцы; б) Yb – образцы.
Выводы.
Выращены концентрационные серии кристаллов KYW:Yb:Tm. Изготовлены образцы для спектроскопических и генерационных исследований. Сняты поляризационные спектры поглощения и люминесценции. Проведены генерационные испытания. Максимальная непрерывная мощность генерации, полученная для этой среды при накачке 805 нм, была 207 мВт на ~512 мВт поглощенной мощности (дифференциальная эффективность накачки ~ 52%). Наилучшие результаты, как и в случае накачки на 980 нм, показал образец Yb(5ат%):Tm(6ат%):KYW.
329
Литература
1.G.J.Kintz, R.Allen, and L.Esterowitz, in Digest of CLEO (OSA, Washington, D.C., 1988), FB2.
2.R.C.Stoneman, L.Esterowitz, Opt. Lett. 15 (1990) 486.
3.J.J.Zayhowski, J.Harrison, C.Dill III, J.Ochoa, Appl. Opt. 34 (1995) 435.
4.R.J.Beach, S.B.Sutton, E.C.Honea et al., OSA TOPS on Advanced Solid-State Lasers 1 (1996) 213.
5.I.F.Elder, M.J.P.Payne, OSA TOPS on Advanced Solid-State Lasers 1 (1996) 319.
6.V.Sudesh, J.A.Piper, D.S.Knowles, R.S.Seimour, Technical Digest of Advanced Solid-State Lasers, FC17-3 (1996) 339.
7.G.Rustad, K.Stenersen, IEEE J. Quantum Electron. QE-32 (1996) 1645.
8.C.P.Wyss, W.Luethy, H.P.Weber et al., Opt. Commun. 153 (1998) 63.
9.A.Diening, P.E.-A.Moebert, G.Huber, J. Appl. Phys. 84 (1998) 5900.
10.T.Graf, J.E.Balmer, Optical Engineering 34, 2349 (1995).
11.N.V.Kuleshov, A.A.Lagatsky, A.V.Podlipensky et al., Opt. Lett. 22 (1997) 1317.
12.A.A.Demidovich, A.P.Shkadarevich, M.V.Danailov et al., Appl. Phys. B 67 (1998) 11.
13.A.S.Grabtchikov, A.N.Kuzmin, V.A.Lisinetskii et al., Appl. Phys. Lett. 75 (1999) 3742.
14.S.N.Bagayev, S.M.Vatnik, A.P.Majorov et al., Quantum Electronics, 30 (2000) 310.
15.S.N.Bagayev, S.M.Vatnik, A.P.Majorov, A.A.Pavlujk, CLEO/Europe-2000 Technical Digest, CTuA7 (2000) 53.
16.A.A. Demidovich, A.N. Kuzmin, N.K. Nikeenko, A.N. Titov, M. Mond and S.Kueck, J. Alloys Compd. (in press).
17.A.A.Kaminskii, P.V.Klevtsov, L.Li, A.A.Pavluk, Soviet Non-organic Materials 8 (1972) 2153.
330
ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ПОВЕРХНОСТНОГО МОНТАЖА В МЕЛКОСЕРИЙНОМ МНОГОНОМЕНКЛАТУРНОМ ПРОИЗВОДСТВЕ
В.Н. Гераничев
Главным преимуществом технологии поверхностного монтажа (ПМ) является возможность автоматизации процесса электромонтажа, что резко снижает себестоимость продукции, высвобождает людские ресурсы, уменьшает производственные площади до 30%. Максимальный эффект при этом достигается, как правило, в случае серийного производства. Переход на технологию ПМ в электронной промышленности во многом был предопределен развитием элементной базы в сторону повышения ее функциональности и миниатюризации. Увеличение интеграции кристаллов, сопровождаемое возрастанием количества выводов БИС и уменьшением расстояния между контактами, привело к необходимости применения взамен резистивного паяльника современного оборудования, способного обеспечить высокие требования к качеству и надежности печатных плат. В то же время по сравнению с монтажом в отверстия при ПМ компоненты электронных модулей подвергаются более жестким технологическим воздействиям, обусловленным групповыми методами пайки. Широкому распространению ПМ способствовала успешная работа отечественных и зарубежных производителей по доработке существующих элементов до требований ПМ и разработка новых элементов, не имеющих аналогов в исполнении для монтажа в отверстия. Сейчас доля электрорадиоизделий, пригодных для установки по технологии поверхностного монтажа, составляет 70% от всего объема производимых компонентов. Был создан широкий класс пассивных элементов для ПМ и проведена межгрупповая унификация по следующим группам элементов:
•постоянные резисторы цилиндрической формы с металлизированными выводами типа MELF (отечественный аналог Р1-11);
•постоянные прямоугольные чип-резисторы (аналог Р1-12);
•керамические монолитные чип-конденсаторы (типа К10-17, К10-47, К10-73);
•конденсаторы оксидно-полупроводниковые, танталовые и алюминиевые.
Висполнении для монтажа на поверхность выпускаются также соединители, переключатели, пьезоэлектрические элементы, кварцевые резонаторы. Примерно 30% от общего числа компонентов, выпускаемых для ПМ, приходится на активные элементы, из которых 20% – дискретные полупроводниковые приборы в корпусах SOT, которые применяются для герметизации транзисторов, диодов, стабилитронов, варикапов, и 10% – интегральные микросхемы с кристаллами, капсулированными в корпуса типа
SOIC, PLCC, QFP, BGA и другие.
Появление в настоящее время на отечественном рынке технологического оборудования различной производительности и точности с развитым программным обеспечением и широкого спектра электронных компонентов, особенно интегральных микросхем для поверхностного монтажа различного уровня качества – от коммерческого и индустриального до классов S и В, сделало технологию поверхностного монтажа привлекательной и для мелкосерийного производителя изделий электронной техники.
Вданной статье рассмотрен вопрос подготовки производства для выпуска малых серий печатных плат с использованием технологических линий поверхностного монтажа. Уделено внимание методическим вопросам обеспечения заданного уровня качества продукции и внедрения технологического процесса.
Одной из главных задач подготовки производства является подбор оборудования для создания технологической линии поверхностного монтажа. Правильный выбор оборудования может быть сделан только на основе расчета экономических показателей производства, проведенного с учетом перечня продукции, выпускаемой предприятием,
331

ее маркетинговых характеристик и требований к качеству продукции. Проведенный анализ предлагаемого на отечественном рынке технологического оборудования [1] c учетом опыта эксплуатации оборудования на различных предприятиях позволил определить круг фирм-поставщиков и требуемый вариант комплектации оборудования для мелкосерийного многономенклатурного производства. На рис.1 приведена аппаратурная реализация традиционной для поверхностного монтажа последовательности технологических операций – нанесение паяльной пасты (1), установка компонентов (2), оплавление пасты (3).
|
|
|
|
|
1.Установщик |
|
|
Конвейерная |
|
|
|
плата |
Дозатор |
|
|
|
|
|
на контроль |
||||
|
|
Dotmaster |
|
|
Preciplacer PP-2003 |
|
|
печь |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
|
|
SMDU-5001 |
|
|
2.Микроустановщик |
|
|
Passaat |
|
|
|
|
|
|
|
|
MPL 3100 |
|
|
SMRO-0406 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1) |
(2) |
(3) |
|
|
|
||||
Рис.1. Блок-схема технологической линейки поверхностного монтажа.
Дозатор Dotmaster SMDU-5001 (Dima, Голландия)
Дозатор служит для автоматического нанесения паяльной пасты на контактные площадки печатных плат. Перемещение картриджа с распределяемым материалом по осям Х,Y,Z осуществляется с помощью шаговых двигателей, имеющих разрешение 0,1 мм. Производительность до 10000 точек/час. Для нанесения пасты в дозаторе применен диспенсерный насос с архимедовым винтом, который используется для управления размерами точек паяльной пасты и достижения высокой степени повторяемости результатов. Размер получаемой точки пропорционален времени вращения архимедова винта.
Создание точек одного размера без диспенсерного насоса практически невозможно, так как их размер зависит не только от времени диспенсирования, но и от диаметра иглы, давления воздуха, прикладываемого к картриджу и вязкости паяльной пасты. Надежность соединения в большой степени определяется правильно подобранным количеством паяльной пасты, при котором сквозь паяное соединение просматривается форма контакта компонента (скелетная пайка). Для различных групп компонентов требуются точки разного размера, каждая из которых характеризуется определенными условиями образования (диаметр иглы, угол поворота архимедова винта, время задержки иглы над платой).
После того как экспериментальным путем сформирована база данных по точкам, каждой контактной площадке на плате ставится в соответствие необходимая точка из базы данных и координаты X,Y в системе координат дозатора, скорректированные по реперным меткам платы. Созданный таким образом рабочий файл может быть сохранен в архиве, и при необходимости в него легко внести изменения. Перестройка дозатора на новую плату благодаря удобному интерфейсу занимает немного времени.
Полуавтоматический установщик Preciplacer PP-2003 (Harotec, Швейцария)
Preciplacer наиболее эффективен при установке chip-компонентов, корпусов SOT, и микросхем с небольшим количеством выводов. Сведена к минимуму возможность ошибочных действий оператора за счет программирования процесса установки компонентов в режиме обучения. Установочная головка блокируется при попытке захвата элемента, не предусмотренного в данной операции. Каждый элемент может быть перенесен только в точку с координатами, которые были определены для этого элемента на стадии обучения. Важной чертой Preciplacer является совместимость с питателями разного типа, что обусловливает гибкость при переходе на новые изделия. Допускается установка одновременно группы из 12 ленточных питателей с идентификацией до 15
332
таких групп. Альтеративно ленточным питателям может быть установлена карусель на 40 ячеек для работы с россыпными компонентами
Микроустановщик МРL 3100 (Essemtec, Швейцария)
Служит дополнением к Preciplacer и обеспечивает установку микросхем с малым шагом и в специальных корпусах BGA, Micro-BGA, Flip-chip. Принцип действия основан на выравнивании положения компонента относительно посадочного места на печатной плате по совпадению на экране монитора цветных изображений выводов компонента (вид снизу) и контактных площадок платы (вид сверху), создаваемых с помощью призмы. Перемещая плату в фиксаторе и вращая компонент, добиваются полного совпадения изображений. Прецизионные направляющие позволяют переместить компонент вниз и осуществить его установку с точностью ± 0,02мм.
Конвейерная конвекционная печь Passaat SMRO-0406 (Dima, Голландия)
Печь оплавления припоя Passaat содержит 4 зоны нагрева, что практически достаточно для точного соблюдения термовременных профилей, удовлетворяющих требованиям ведущих изготовителей паяльных паст и ограничениям, указанным в сертификатах на наиболее чувствительные к перегреву электронные компоненты. Управление печью осуществляется от встроенной панели управления или с помощью персонального компьютера. Микропроцессор печи контролирует температуры зон нагрева, скорость движения конвейера и предусматривает подключение двух проходных термопар к плате для контроля процесса пайки в камере печи в реальном времени на экране монитора. Получаемые термопрофили дают оператору представление о влиянии температуры на процесс пайки. Термопрофили представляются в графическом виде и могут быть сохранены и проанализированы в дальнейшем. Печь снабжена пальчиковым конвейером, позволяющем проводить пайку компонентов на плату по технологии двустороннего монтажа.
Отличительной особенностью данной технологической линейки является повышенное внимание к качеству продукции, что обеспечивается:
•применением автоматического дозатора, совмещающего возможность быстрого перепрограммирования с высокой производительностью и точностью диспенсирования,
•установкой chip-компонентов под управлением ПК, блокирующего неразрешенные действия,
•наличием дополнительного оборудования для установки компонентов с малым шагом,
•четырехзонной конвейерной печью, обеспечивающей стабильный температурный профиль при длине рабочей камеры 1650 мм.
Для операции контроля используется система визуального контроля Ersascope 3000, представляющая собой микроэндоскоп с видеокамерой с увеличением до 314 раз. Прямая и встречная мощная волоконно-оптическая подсветка обеспечивает возможность визуальной инспекции паяных выводов под корпусами компонентов, компланарности выводов микросхем с малым шагом и отсутствия между ними перемычек. Ersascope обладает обширной базой данных по дефектам, что позволяет выполнять основные шаги по контролю качества паяных соединений: визуальный осмотр – нахождение дефекта – идентификация дефекта – анализ причин возникновения дефекта. Система значительно дешевле рентгеновских средств контроля, безопаснее, проста в использовании и при тщательной отработке технологического процесса монтажа достаточна для обеспечения контроля качества продукции.
Традиционный подход разделяет процессы производства и контроля. Предполагается, что качество должно обеспечиваться на этапе контроля путем отбраковки экземпляров, не соответствующих установленным требованиям. Основные недостатки этого подхода – большие издержки, связанные с дорогостоящим браком и организацией са-
333