

Курсовая 2
.docx

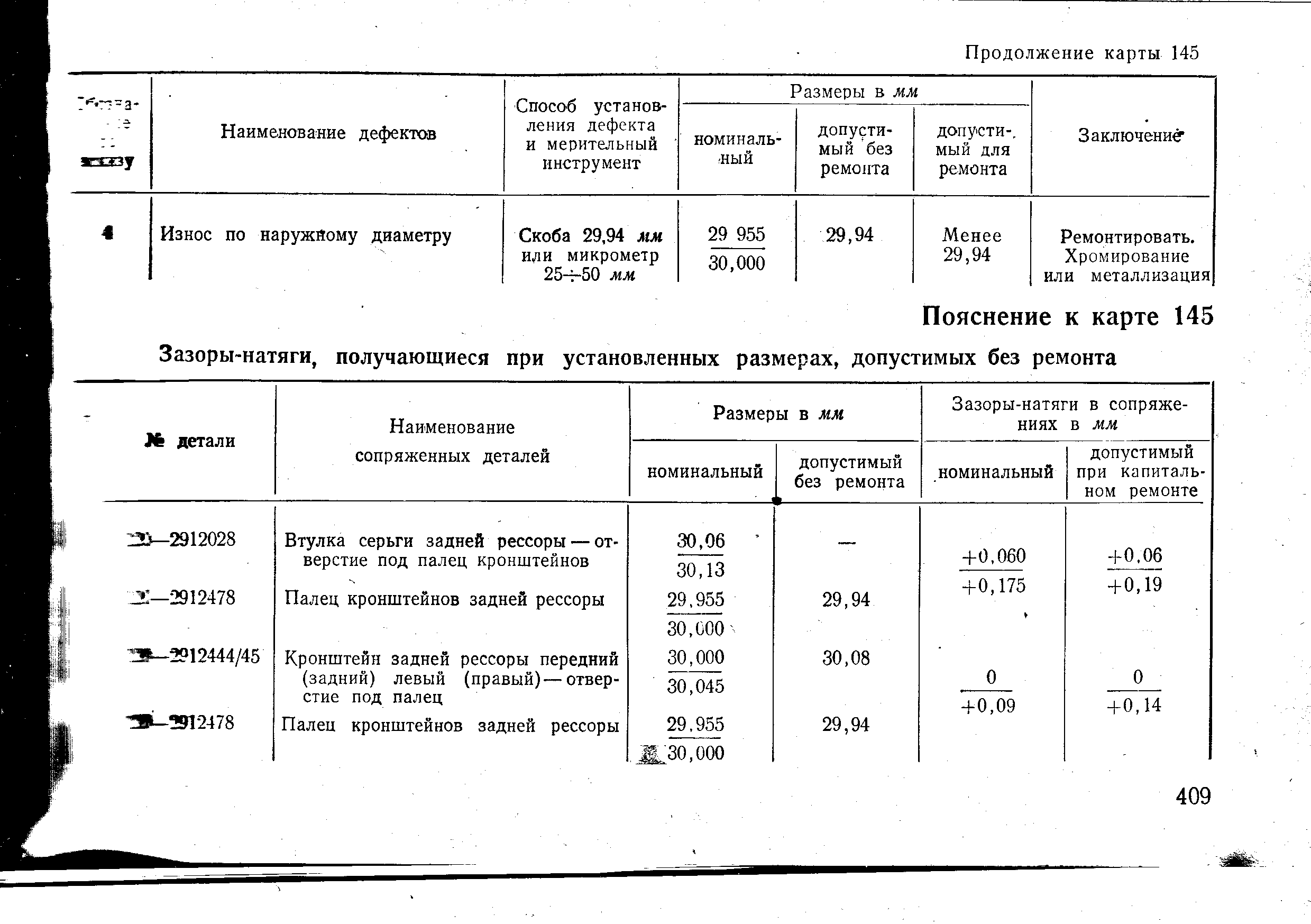
Технологический процесс
|
№ |
Операция |
Дефект |
|
10 |
Токарная обработка – снятие резьбы |
3 |
|
15 |
Наплавка |
3 |
|
20 |
Токарная обработка – обработка наплавленного слоя |
3 |
|
25 |
Токарная обработка – нарезание резьбы |
3 |
|
30 |
Шлифование – удаление дефекта |
4 |
|
35 |
Гальванические работы (цинкование) |
4 |
|
40 |
Шлифование – обработка детали |
4 |
Задняя
подвеска автомобиля Москвич-412 на
продольных полуэллиптических рессорах
3, работающих совместно с телескопическими
амортизаторами 7 двустороннего действия.
Передний конец рессоры, передающий
толкающие и тормозные усилия, крепится
при помощи пальца 1 к кронштейну кузова
на резиновой втулке, не требующей смазки.
Задний конец рессоры укреплен к кузову
на серьге 9, имеющей также резиновые
втулки. Применение резиновых втулок
значительно уменьшает передачу толчков
и вибраций на кузов. Середина рессоры
при помощи стремянок 5 прикрепляется к
кожуху 4 полуоси снизу с целью понижения
центра тяжести. Нижний лист рессоры
делается утолщенным, что обеспечивает
прогрессивность действия рессоры, т.
е. изменение ее жесткости в соответствии
с нагрузкой (нижний утолщенный лист
вступает в работу только при большой
нагрузке). Для устранения скрипа рессор
на концах листов рессор, по опорной
поверхности устанавливаются пластмассовые
шайбы. При полном прогибе рессоры кузов
опирается на основной резиновый буфер
6. В подвеске имеется вспомогательный
резиновый буфер 2, укрепленный к кузову,
который при частичном прогибе рессоры
нажимает сверху на коренной лист, чем
достигается переменная жесткость
рессоры, повышающаяся при увеличении
нагрузки.
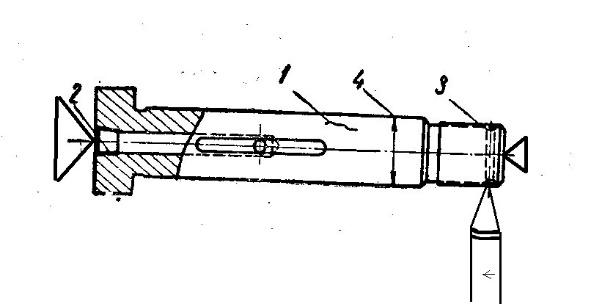
 Рис.
Задняя подвеска автомобиля Москвич-412:
1
- палец крепления переднего конца
рессоры;
2 - резиновый буфер-ограничитель
прогиба рессоры;
3 - рессора;
4
- кожух полуоси;
5 - стремянка;
6
- основной буфер-ограничитель;
7 -
амортизатор;
8 - хомут рессоры;
9
- серьга крепления заднего конца
рессоры;
На автомобиле ВАЗ-2101
задняя подвеска включает две цилиндрические
пружины 3, два амортизатора 5, четыре
продольных 1 и 4 я одну поперечную штанги,
два резиновых буфера 6, укрепленных на
кузове внутри пружин, и один буфер,
установленный посредине кузова. Нижние
и верхние продольные штанги передают
реактивный момент, толкающие и тормозные
усилия от задних колес на кузов. Поперечная
штанга воспринимает и передает боковые
усилия от балки заднего моста на кузов.
Амортизаторы телескопические двустороннего
действия верхними проушинами прикрепляются
к кронштейнам кузова, а нижними - к
кронштейнам балки заднего моста.
Рис.
Задняя подвеска автомобиля Москвич-412:
1
- палец крепления переднего конца
рессоры;
2 - резиновый буфер-ограничитель
прогиба рессоры;
3 - рессора;
4
- кожух полуоси;
5 - стремянка;
6
- основной буфер-ограничитель;
7 -
амортизатор;
8 - хомут рессоры;
9
- серьга крепления заднего конца
рессоры;
На автомобиле ВАЗ-2101
задняя подвеска включает две цилиндрические
пружины 3, два амортизатора 5, четыре
продольных 1 и 4 я одну поперечную штанги,
два резиновых буфера 6, укрепленных на
кузове внутри пружин, и один буфер,
установленный посредине кузова. Нижние
и верхние продольные штанги передают
реактивный момент, толкающие и тормозные
усилия от задних колес на кузов. Поперечная
штанга воспринимает и передает боковые
усилия от балки заднего моста на кузов.
Амортизаторы телескопические двустороннего
действия верхними проушинами прикрепляются
к кронштейнам кузова, а нижними - к
кронштейнам балки заднего моста.
 Рис.
Задняя подвеска автомобиля ВАЗ-2101:
1
- нижние продольные штанги;
2 -
кронштейны крепления нижних продольных
штанг;
3 - цилиндрические пружины;
4
- верхние продольные штанги;
5 -
амортизары;
6 - резиновые буферы;
Рис.
Задняя подвеска автомобиля ВАЗ-2101:
1
- нижние продольные штанги;
2 -
кронштейны крепления нижних продольных
штанг;
3 - цилиндрические пружины;
4
- верхние продольные штанги;
5 -
амортизары;
6 - резиновые буферы;
-
Нормирование токарной обработки (снятие резьбы) дефекта 3
D=27см – срезаем слой в 2 мм
Нормирование работ на металлорежущих станках
Tшк=Тшт+ =0,81+
=0,81+ =0,81+
=0,81+
K= 0,16 – для единичного, коэф-т учитывающий потери времени
Тшк= =0,96
мин
=0,96
мин
-
Тшк – штучно-калькульционное время;
-
Тшт – штучное время;
-
Тпз – подготов.-закл. время;
-
N – количество деталей;
Тшт=То+Тв+Тоб+Тот=0,03+0,72+0,0225+0,0375=0,81 мин
-
То – основное время;
-
Тв – вспомогательное;(0,72 – в центрах)
-
Тоб – время на обслуживание места; (3% - Тв)
-
Тот – время перерывов на отдых; (5% - Тв)
Топ=То+Тв=0,03+0,72=0,75 мин
То=
-
Lp – расчетная длина обработки;
-
i – число проходов
-
n – частота вращения детали или инструмента
-
S – подача, м/об
n=
-
V – расчетная(табличная) скорость резания;
-
Д – диаметр обрабатываемой детали или инструмента;
Вид механической обработки:
Точение
=> V=
-
Т – стойкость инструмента;
-
t – глубина резания = 2мм;
-
S – подача;
Тпз = Тшк*N*K=0,96*1*0,16=0,15 мин
-
N – количество деталей
-
K = 0,14…0,18 – коэф-т, учитывающий потери времени на подготовительно-заключительные работы
Н=
Тсм= 0,96
-
Н – норма выработки;
-
Тсм – продолжительность смены;
-
Нормирование наплавки – дефект 3
D=23см – наплавляем слой в 3мм
То= 1,86
мин
1,86
мин
Кс=1 – при автомат. наплавке плоскостей сверху
F=π -
π
-
π =3,14*
=3,14*
Твсп = 0,12 -> масса до 1 кг (в центрах без надевания хамутика)
Топер=То+Твсп=1,86+0,12=1,98 мин
Тоб=0,099 (5% от Топ) мин
Тшт = То+Тв+Тоб+Тот = 1,86+0,12+0,099+0,099=2,178 мин
Тпз=10мин
Тшк=Тшт+Тпз=8,112+10=12,178 мин
-
Нормирование токарной обработки (обработка наплавленного слоя) дефекта 3
D=29см – срезаем слой в 1 мм
V=
n=
То=
Топ=То+Тв=0,026+0,72=0,746 мин
Тшт=То+Тв+Тоб+Тот=0,026+0,72+0,0225+0,0375=0,806 мин
Тшк= =0,96
мин
=0,96
мин
Тпз = Тшк*N*K=0,96*1*0,16=0,15 мин
Н=
Тсм= 0,96
-
Нормирование токарной обаработки (нарезание резьбы) Резьбонарезными головками Р6М5
D=27см
Cv=7,4; y=1,2; q=1,2; M=0,50; Ср.знач-е стойкости Т=120;
V=
n=
To=
Топ=То+Тв= мин
мин
Тшт=То+Тв+Тоб+Тот= мин
мин
Тшк= =0,996
мин
=0,996
мин
Н=
Тсм= 0,996 мин
-
Нормирование шлифования (тонкое) на 0,01мм
D=29,93 - ремонт
N= =
= =5,35
=5,35
n=
То=
Тшт=То+Тв+Тоб+Тот= +0,72+0,0225+0,0375=1,331
мин
+0,72+0,0225+0,0375=1,331
мин
Тшк= =1,58
мин
=1,58
мин
Тпз = Тшm*N*K=1,58*5,35*0,16=1,35 мин
Тсм=1,35 мин
-
Нормирование гальванических работ – цинкование на 0,02мм
D=29,91
То= =
=
То – основное время, мин;
h – толщина наращиваемого слоя, мм;
γ – плотность осаждаемого металла, г/см3;умножаем на 10, переводим в мм
Рк – катодная плотность тока, А/дм2; умножаем на 100, переводим в мм
С – электрохимический эквивалент, г/Ач;
η – выход по току, в процентах.
Значения выбираются по таблице 2.10
Тв=Тв’+Тв”=0+0,07=0,07 мин
Тв – вспомогательное время, мин; Т’в – вспомогательное время, перекрывающееся основным временем, мин; Т”в – вспомогательное время, не перекрывающееся основным временем, мин. Вспомогательное перекрываемое время затрачивается на монтаж деталей в приспособлении, защиту мест, не подлежащих покрытию (восстановлению). Данные работы выполняются в период работы ванны и поэтому в расчет не включаются. Вспомогательное неперекрываемое время затрачивается на загрузку и выгрузку деталей из ванны и другие работы при неработающей ванне. Данное время включается в норму времени на операцию и выбирается по таблице 2.11.
Тшк= мин
мин
Tпз=Тшт*N*K=3,682*0,16=0,59 мин
-
Нормирование шлифования (тонкое) на 0,005мм
D=29,95
N= =
= =7,45
=7,45
n=
То=
Тшт=То+Тв+Тоб+Тот= +0,72+0,0225+0,0375=1,72
+0,72+0,0225+0,0375=1,72
Тпз = Тшm*N*K=1,72*7,45*0,16=2,05
Тсм=2,05
-
Себестоимость токарной обработки (снятие резьбы) дефекта 3
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость наплавки дефекта 3
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость токарной обработки (обработка наплавленного слоя) дефекта 3
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость токарной обработки (нарезание резьбы) дефекта 3
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость Шлифования (удаление дефекта 4)
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость гальванических работ (цинкование) дефекта 4
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





-
Себестоимость Шлифования (обработка детали) дефект 4
 ;
Тшт делим на 60, переводи в часы
;
Тшт делим на 60, переводи в часы





Схема Базирования
10) Токарная обработка – снятие резьбы дефекта 3

15) Наплавка (сварочные работы) дефекта 3

20) Токарная обработка – обработка наплавленного слоя дефекта 3

25) Токарная обработка – нарезание резьбы дефекта 3
30) Шлифование – удаление дефекта 4

35) Гальванические работы (цинкование) дефекта 4


40) Шлифование – обработка детали 4

Вывод
Цена восстановления моей детали с дефектами обошлось нам в 224р и 37к.
В современной реальности цена покупки новой запчасти выше цены
восстановления. Поэтому восстановление выгодно.