

2011 ВЗК частина I
.pdfВИРОБНИЦТВО |
Лекція № 7 |
КОНСТРУКЦІЙ |
|
ЗВАРНИХ |
|
ОРГАНІЗАЦІЯГ ІЗ ІЯ ВИРОБНИЦТВАТ
Організаційно-економічне підготовлення виробництва
Усередині НИЖНЬОГОРІВНЯ керування, який здійснює управління
безпосередньовиробничим циклом, також виділяються ІЄРАРХІЧНІ РІВНІ:
¾безпосереднього (локального) керування одиницями автоматичного устаткування
¾групового керування устаткуваннямабо керівництва виробничими бригадами
¾диспетчерування спільноїроботи устаткування або виробничих бригад
¾організаційного та технологічного підготовлення і обліку ходувиробництва
До рівня групового керування відносяться
¾пункти групового керування робочимипозиціями, об'єднуючілокальнінакопичувачі, завантажувальні роботи та інші завантажувальніпристрої з обслуговуваними ними
одиницями устаткування
¾пульти диспетчерського керування автоматизованою транспортно-складською системою, що узгоджують рух трансманіпуляторів з автоматичною адресацією, робокарних візків та інших видів внутрішньодільничних транспортних засобів
¾пункти керування контролем якості
¾керівний персонал спеціалізованихвиробничихбригад
21
ВИРОБНИЦТВО |
7 |
Організаційно-економічне підготовлення виробництва |
|
КОНСТРУКЦІЙ Лекція № |
|||
ЗВАРНИХ |
|
|
|
|
|
|
|
|
ОСНОВИ |
|
Для виробництва зварнихконструкцій характернінаступні |
|
МЕХАНІЗОВАНОГОІЗ ГО |
ІІ |
МЕТОДИ ВИКОНАННЯ ОПЕРАЦІЙ: |
|
АВТОМАТИЗОВАНОГОТ З ГО |
¾ ручна праця - ручний, кооперовано-ручний імеханізовано- |
|
|
ВИРОБНИЦТВА |
|
|
|
ЗВАРНИХЗ |
|
ручний методи |
|
КОНСТРУКЦІЙК У ІЙ |
|
|
|
|
¾ механізований і автоматизований методи |
|
|
|
|
|
¾ автоматичний метод
Під МЕХАНІЗАЦІЄЮ виробничого процесурозумієтьсязамінав ньомуручної праці роботою машин
При механізованому виконанніоперацій виробничого процесубезпосереднє
оброблення, складання абозварюваннявиконуються машиною, а робітник виконує
ручні допоміжніспособи ікерує машиною
Вищим ступенеммеханізаціїє АВТОМАТИЗАЦІЯ виробничих процесів, при якій здійснюється повне усунення ручної праці роботою машиніз збереженнямзаобслуговуючим персоналом функцій налагодження, спостереження і корегування роботи машин, приладів і систем керування
Машини для механізації іавтоматизації виробничих процесів розділяютьсяна:
¾механізовані
¾машини-напівавтомати
¾машини-автомати
23
6
ЗВ-180 КАФЕДРИ ЗВАРЮВАЛЬНОГО ВИРОБНИЦТВА |
« НТУУ КПІ» |
ГРУПИ ЗВ-178, ЗВ-179, |
|
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва |
КОНСТРУКЦІЙ |
||
ЗВАРНИХ |
|
|
7.3. ОСНОВИ МЕХАНІЗОВАНОГОЕХАНІЗОВАНОГОЕХАНІЗОВАНОГО ТАТАТА АВТОМАТИЗОВАНОГОАНОГОАНОГО ВИРОБНИЦТВАВИРОБНИЦТВАВИРОБНИЦТВА ЗВАРНИХХХ КОНСТРУКЦІЙКОНСТРУКЦІЙКОНСТРУКЦІЙ
222222
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва |
КОНСТРУКЦІЙ |
||
ЗВАРНИХ |
|
|
7.4. ФОРМИ І ЗАДАЧІАДАЧІАДАЧІ КОМПЛЕКСНОЇКОМПЛЕКСНОЇКОМПЛЕКСНОЇ МЕХАНІЗАЦІЇ ТАТАТА АВТОМАТИЗАЦІЇАВТОМАТИЗАЦІЇАВТОМАТИЗАЦІЇ В ЗВАРЮВАЛЬНОМУНОМУНОМУ ВИРОБНИЦТВІВИРОБНИЦТВІВИРОБНИЦТВІ
242424

ВИРОБНИЦТВО |
Лекція № 7 Організаційно-економічне підготовлення виробництва |
|||
КОНСТРУКЦІЙ |
||||
ЗВАРНИХ |
|
|
||
|
|
|
|
|
|
ФОРМИ |
|
Механізація або автоматизація можебути: |
|
|
ІІЗАДАЧІЗ І |
|
||
|
|
|
||
|
КМАЗВ |
|
¾ частковою, тобто охоплюватичастку (окремі операції) процесу |
|
|
|
|
|
виробництва |
|
|
|
|
¾ комплексною, такою, щоохоплює рядпослідовнихоперацій з |
|
|
|
|
виготовленнядеталі, вузла абовиробу, включаючи міжопераційний |
|
|
|
|
транспорт |
|
|
|
|
|
|
|
|
КОМПЛЕКСНА МЕХАНІЗАЦІЯ І АВТОМАТИЗАЦІЯ (КМА) реалізується шляхом |
|
|
|
|
застосування механізованих, комплексно-механізованих, автоматизованих, |
|
|
|
|
автоматичних і комплексно-автоматичних ліній |
|
|
|
|
|
|
КОМПЛЕКСНА МЕХАНІЗАЦІЯ І АВТОМАТИЗАЦІЯ ЗВАРЮВАЛЬНОГОВИРОБНИЦТВА (КМАЗВ)
охоплюєнелише основні (заготівельні, складальні, зварювальні, опоряджувальні), допоміжні
(транспортні, контрольні), але і обслуговуючі технологічніпроцеси і має наметі:
¾підвищення комплексної продуктивностіпраці
¾скорочення обсягів зв'язаних (омертвлених) оборотних коштів
¾підвищення рівнявиробничої гнучкостізварювальноговиробництва
25
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно-економічне підготовлення виробництва |
||
КОНСТРУКЦІЙ |
||||
ЗВАРНИХ |
|
|
|
|
|
|
|
|
|
|
ФОРМИ |
|
|
Застосування тихчи іншихвидів механізації і засобів технологічного |
|
ІІЗАДАЧІЗ І |
|
|
спорядження визначається типом зварювальноговиробництваі |
|
КМАЗВЗВ |
|
|
|
|
|
|
|
конструкцією зварюванихвиробів |
В масовому і багатосерійному виробництвах застосовуються дороге спеціалізоване устаткування і спеціальні автомати і автоматичні лінії
устаткування і спеціальні автомати і автоматичні лінії
(забезпечуютьсявисокапродуктивність і низька технологічнасобівартість)
В одиничному і дрібносерійному виробництвахдля механізаціїзастосовуються, головнимчином, універсальні механізовані машини
механізовані машини
(із-за високоївартості, недостатнього завантаженняі простоюспеціальнеустаткування, як
правило, виявляється малорентабельним)
Всесеширшеир евпроваджуєтьсявпрова уєтьсяуніверсальнеуніверса ьнеустаткуванняустаткуваннянанабазіазіустановокустан кззЧПККіікомплексівко плексів ззвикористаннямик р стан ямпромисловихс хроботівтів
 спеціалізоване устаткування – призначається для роботи у складі потокових, автоматичнихіроторнихлінійконкретногоцільового призначення; спеціальне устаткування – призначається для комплексаціїуніверсального і спеціалізованого устаткування і забезпечує
спеціалізоване устаткування – призначається для роботи у складі потокових, автоматичнихіроторнихлінійконкретногоцільового призначення; спеціальне устаткування – призначається для комплексаціїуніверсального і спеціалізованого устаткування і забезпечує
виконання обмеженогонаборуцільовихвиробничихфункцій
 універсальніпристрої – призначаються для роботивширокомудіапазонітипорозмірів заготовоківиробів
універсальніпристрої – призначаються для роботивширокомудіапазонітипорозмірів заготовоківиробів
 промислові зварювальніроботи – призначаються для перетвореннязварювального виробництвавгнучківиробничі системи з можливістю автоматизаціївсіхвиробничихоперацій; робототехнічні комплекси (РТК) – гнучківиробничімодулі, що ефективно 27 функціонуютьв рамкахгнучкого автоматизованого виробництва
промислові зварювальніроботи – призначаються для перетвореннязварювального виробництвавгнучківиробничі системи з можливістю автоматизаціївсіхвиробничихоперацій; робототехнічні комплекси (РТК) – гнучківиробничімодулі, що ефективно 27 функціонуютьв рамкахгнучкого автоматизованого виробництва
ЗВ-180 КАФЕДРИ ЗВАРЮВАЛЬНОГО ВИРОБНИЦТВА |
« НТУУ КПІ» |
ГРУПИ ЗВ-178, ЗВ-179, |
|
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва |
||||||
КОНСТРУКЦІЙ |
||||||||
ЗВАРНИХ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ФОРМИ |
|
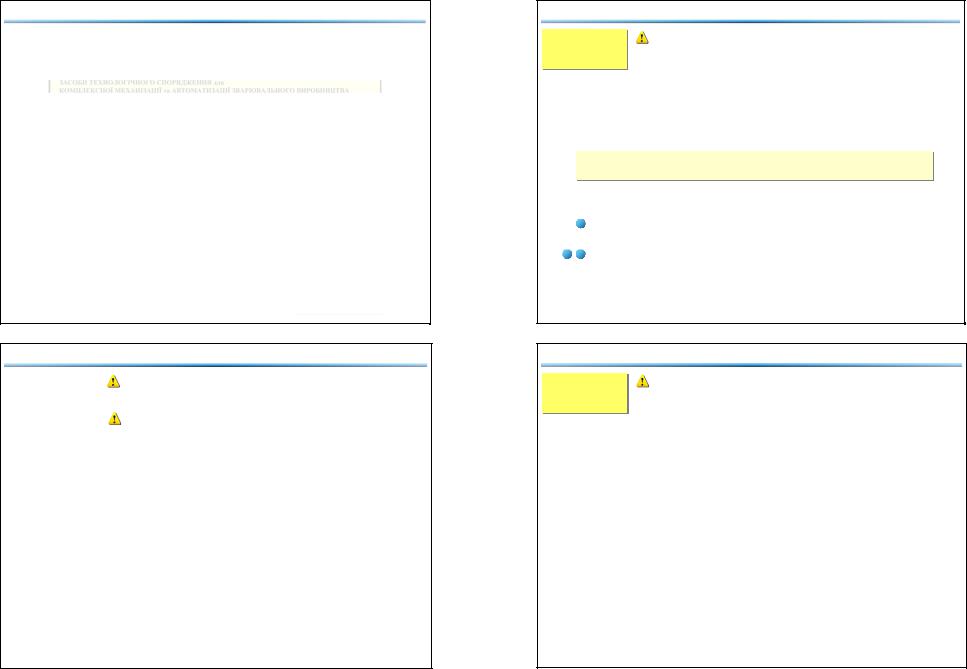
МЕХАНІЗОВАНА ПОТОКОВАА ЛІНІЯЛІНІЯ єє комплексомкомплексом технологічноготехнологічного,, допоміжногодопоміжного |
|||||
|
ІІЗАДАЧІЗ І |
|
іпідйомно-транспортного устаткуванняустаткування ((якяк мінімуммінімум,, двохдвох одиницьодиниць технологічноготехнологічного |
|||||
|
КМАЗВ |
|
устаткування, розміщених в технологічнійхнологічній послідовностіпослідовності),), вв якомуякому ВЕЛИКАВЕЛИКА ЧАСТКАЧАСТКА |
|||||
|
|
|
технологічнихоперацій процесуоцесу виготовленнявиготовлення виробувиробу виконуєтьсявиконується механізованимимеханізованими |
|||||
|
|
|
методами |
|
|
|
|
|
|
|
|
Крімтого, механізуються процесиеси переміщенняпереміщення виробіввиробів відвід однієїоднієї робочоїробочої позиціїпозиції додо іншоїіншої |
|||||
|
|
|
КОМПЛЕКСНО-МЕХАНІЗОВАНААНА ПОТОКОВАПОТОКОВА ЛІНІЯЛІНІЯ відрізняєтьсявідрізняється відвід механізованоїмеханізованої |
|||||
|
|
|
лінія тим, щонаній ВСІ технологічніхнологічні операціїоперації процесупроцесу виготовленнявиготовлення виробувиробу |
|||||
|
|
|
виконуються механізованимими методамиметодами |
|||||
|
|
|
АВТОМАТИЧНАЛІНІЯ є комплексомплексом технологічноготехнологічного,, допоміжногодопоміжного іі підйомнопідйомно-- |
|||||
|
|
|
транспортного устаткуванняня ((якяк мінімуммінімум,, двохдвох одиницьодиниць технологічноготехнологічного устаткуванняустаткування,, |
|||||
|
|
|
розміщених в технологічній послідовностіслідовності),), вв якомуякому виконуєтьсявиконується ЧАСТКАЧАСТКА виробничоговиробничого |
|||||
|
|
|
процесувиготовлення виробуобу зз певнимпевним ритмомритмом іі безбез безпосередньоїбезпосередньої участіучасті |
|||||
|
|
|
робітника, протез використаннямтанням системисистеми керуваннякерування |
|||||
|
|
|
Вавтоматичних лініях застосовуютьсявуються автоматичніавтоматичні транспортнітранспортні пристроїпристрої длядля переміщенняпереміщення |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
заготовокабо виробіввід одногого видувиду устаткуванняустаткування додо іншогоіншого,, аа робітникробітник здійснюєздійснює лишелише |
|||||
|
|
|
налагодження і спостереженняення заза процесамипроцесами |
|||||
|
|
|
АВТОМАТИЗОВАНИМИ називаютьсяиваються лініїлінії,, оснащеніоснащені машинамимашинами--напівавтоматаминапівавтоматами,, |
|||||
|
|
|
машинами-автоматами і автоматичнимитоматичними транспортнимитранспортними пристроямипристроями,, якщоякщо |
|||||
|
|
|
установлення деталей при складанніскладанні виконуєтьсявиконується заза участюучастю робітникаробітника |
|||||
|
|
|
КОМПЛЕКСНА АВТОМАТИЧНАЧНА ЛІНІЯЛІНІЯ відрізняєтьсявідрізняється відвід автоматичноїавтоматичної лініїлінії тимтим,, щощо |
|||||
|
|
|
в ній ВСІ операції процесу виготовленнявиготовлення виробувиробу виконуютьсявиконуються безбез безпосередньоїбезпосередньої |
|||||
|
|
|
участі людини |
|||||
|
|
|
|
|
262626 |
|
||
|
|
|
|
|
|
|
|
|
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва |
||||||
ЗВАРНИХ |
||||||||
КОНСТРУКЦІЙ |
||||||||
|
|
|
|
|
|
|
|
|
|
ФОРМИ |
|
|
Механізація і автоматизаціяція зварювальногозварювального виробництвавиробництва забезпечуютьзабезпечують:: |
||||
|
ІІЗАДАЧІІ |
|
|
|||||
|
КМАЗВК ЗВ |
|
|
¾ зниження трудомісткостіості іі полегшенняполегшення праціпраці |
||||
|
|
|
|
|||||
|
|
|
|
¾ підвищення якості і надійностіадійності зварнихзварних виробіввиробів |
||||
|
|
|
|
¾ економію основних іі зварювальнихзварювальних матеріалівматеріалів |
||||
|
|
|
|
¾ економію виробничихх площплощ |
||||
|
|
|
|
|
||||
|
|
|
Яккправилоп авило,, механізаціяеха іза іяоднієїієїтехнологічноїтехнологічноїопераціїопераціїзнижуєзнижуєсобівартістьсобівартістьсуміжнихсуміжних |
|
||||
|
|
|
операційе а ійіінавпакинав аки,, можеестатисястат ся,, щощомеханізаціямеханізаціяоднієїоднієїопераціїопераціїтехнологічноготехнологічного |
|
||||
|
|
|
процесуп есуприводитьдоп од ть озбільшеннязбі ь еннясобівартостісобівартостісуміжнихсуміжнихопераційоперацій |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
Пририздійсненніз і сненнімеханізаціїеханіза іїііавтоматизаціїавтоматизаціїзварювальногозварювальноговиробництвавиробництванеобхіднонеобхідно |
|
|
|||
|
|
|
порівнюватип і н ативитративит атиззодержуванимер уванимефектомефектом |
|
|
|||
282828
7

ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно-економічне підготовлення виробництва |
КОНСТРУКЦІЙ |
||
ЗВАРНИХ |
|
|
7.5. ЗАСОБИ ТЕХНОЛОГІЧНОГО СПОРЯДЖЕННЯ КМА
29
ВИРОБНИЦТВО |
Лекція № 7 |
Організаційно-економічне підготовлення виробництва |
КОНСТРУКЦІЙ |
||
ЗВАРНИХ |
|
|
ЗАСОБИЗ |
|
Для виготовлення ДЕТАЛЕЙ ЗВАРНИХ КОНСТРУКЦІЙ |
ТЕХНОЛОГІЧНОГОТ ГІ ГО |
||
СПОРЯДЖЕННЯ |
використовуються засоби технологічного спорядження: |
|
КМАЗВ
¾ для правлення, очищення і підготовлення поверхні
¾ для розмічання і маркування
¾ для механічного і термічного різання
¾ для згинання
¾ для штампування
¾ для механічного оброблення тощо
КОМПЛЕКСНАМЕХАНІЗАЦІЯ РОБІТЗВИГОТОВЛЕННЯ ДЕТАЛЕЙ ЗАБЕЗПЕЧУЄ ЗНАЧНЕ СКОРОЧЕННЯ ДОПОМІЖНОГО ЧАСУ і здійснюється, як правило, за двома напрямами:
1)оснащення універсального технологічного устаткування засобами механізації допоміжнихспособів
2)впровадження механізованих і автоматичнихліній, які охоплюють низку технологічних операцій щодовиготовлення деталей
31
8
ЗВ-180 КАФЕДРИ ЗВАРЮВАЛЬНОГО ВИРОБНИЦТВА |
« НТУУ КПІ» |
ГРУПИ ЗВ-178, ЗВ-179, |
|
ВИРОБНИЦТВО |
Лекція № 7 |
КОНСТРУКЦІЙ |
|
ЗВАРНИХ |
|
ЗАСОБИЗ ТЕХНОЛОГІЧНОГОТ ГІ ГО СПОРЯДЖЕННЯ КМАЗВ
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва
ЗАСОБИ АВТОМАТИЗАЦІЇМАТИЗАЦІЇ тата МЕХАНІЗАЦІЇМЕХАНІЗАЦІЇ виробничихвиробничих операційоперацій є окремими складовимиладовими засобівзасобів технологічноготехнологічного спорядженняспорядження,,
призначені дляя зменшеннязменшення обсягівобсягів ручноїручної праціпраці іі скороченняскорочення часткичастки допоміжного  часучасувв структуріструктурі нормнорм
часучасувв структуріструктурі нормнорм  часучасу нана виконаннявиконання технологічних операційоперацій
часучасу нана виконаннявиконання технологічних операційоперацій
При виконанніпідготовчих, заготівельнихаготівельних іі оброблювальнихоброблювальних операційоперацій нана універсальному устаткуванніі основнийосновний  ((машинниймашинний)) часчас складаєскладає невеликуневелику часткучастку поштучного
((машинниймашинний)) часчас складаєскладає невеликуневелику часткучастку поштучного  часу операцій ((вв серійномусерійному виробництвівиробництві замістьзамість поштучногопоштучного часучасу використовується поштучно-калькуляційнийкалькуляційний часчас))
часу операцій ((вв серійномусерійному виробництвівиробництві замістьзамість поштучногопоштучного часучасу використовується поштучно-калькуляційнийкалькуляційний часчас))
Значнішучасткузаймає допоміжнийміжний часчас нана установленняустановлення іі переміщенняпереміщення матеріалівматеріалів,, заготовокі деталей в процесіі їхїх обробленняоброблення,, нана прибиранняприбирання деталейдеталей іі відходіввідходів
 часдопоміжний - частинапоштучногочасу, яку витрачаютьають нана виконаннявиконання заходівзаходів,, необхіднихнеобхідних длядля забезпеченнязабезпечення змінюваннязмінювання тата
часдопоміжний - частинапоштучногочасу, яку витрачаютьають нана виконаннявиконання заходівзаходів,, необхіднихнеобхідних длядля забезпеченнязабезпечення змінюваннязмінювання тата
наступного визначення стану предметапраці (ДСТУ 2391)
 нормачасу - регламентований часвиконання деякого обсягубсягу робітробіт заза певнихпевних виробничихвиробничих умовумов однимодним абоабо кількомакількома виконавцямивиконавцями
нормачасу - регламентований часвиконання деякого обсягубсягу робітробіт заза певнихпевних виробничихвиробничих умовумов однимодним абоабо кількомакількома виконавцямивиконавцями
відповідноїкваліфікації (ДСТУ 2391)
 часосновний - частинапоштучного часу, яку витрачаютьть нана змінюваннязмінювання тата ((чичи)) наступненаступне визначеннявизначення станустану предметупредмету праціпраці ((ДСТУДСТУ 23912391))
часосновний - частинапоштучного часу, яку витрачаютьть нана змінюваннязмінювання тата ((чичи)) наступненаступне визначеннявизначення станустану предметупредмету праціпраці ((ДСТУДСТУ 23912391))
часпоштучний - інтервал часу, якийвизначаютьяк відношенняношення часучасу циклуциклу технологічноїтехнологічної операціїоперації додо кількостікількості виробіввиробів,, щощо |
їхїх |
303030 |
|
одночасно виготовляютьчиремонтують наодному робочомучому місцімісці,, абоабо якяк календарнийкалендарний часчас складальноїскладальної операціїоперації ((ДСТУДСТУ 23912391)) |
|
||
|
|
|
|
ВИРОБНИЦТВО |
Організаційно--економічнеекономічне підготовленняпідготовлення виробництвавиробництва |
|
|
КОНСТРУКЦІЙ Лекція № 7 |
|
|
|
ЗВАРНИХ |
|
|
|
ЗАСОБИЗ |
Для КОМПЛЕКСНОЇСНОЇ МЕХАНІЗАЦІЇМЕХАНІЗАЦІЇ ІІ АВТОМАТИЗАЦІЇАВТОМАТИЗАЦІЇ РОБІТРОБІТ ЗЗ |
|
|
ТЕХНОЛОГІЧНОГОТ ГІ |
|
|
|
СПОРЯДЖЕННЯ |
ВИГОТОВЛЕННЯНЯ ЗВАРНИХЗВАРНИХ КОНСТРУКЦІЙКОНСТРУКЦІЙ використовуєтьсявикористовується:: |
|
|
КМАЗВ
¾ механічне зварювальнезварювальне устаткуванняустаткування;; ¾ складальноно--зварювальнезварювальне устаткуванняустаткування;; ¾ зварювальнеьне устаткуванняустаткування
БАЗОВИМКОМПОНЕНТОМКОМПЛЕКСНОЇЗ Т К К НОЇМЕХАНІЗАЦІЇМЕХАНІЗАЦІЇ,, якийякийвизначаєвизначаєосновуосновумеханізаціїмеханізаціїіі автоматизаціїавт атиза іїзварювальноговиробництвазвар а го робництваєємеханічнемеханічнезварювальнезварювальнеустаткуванняустаткування
Механічне зварювальне устаткуванняння можеможе бутибути універсальнимуніверсальним,, призначенимпризначеним длядля широкоїширокої номенклатури виробів і використанняння нана підприємствахпідприємствах різнихрізних галузейгалузей промисловостіпромисловості,, іі спеціальним, призначеним для виготовленняготовлення зварнихзварних виробіввиробів одногоодного типорозмірутипорозміру
Механічне зварювальнене устаткуванняустаткування включаєвключає::
¾устаткування для установленняустановлення іі переміщенняпереміщення зварюванихзварюваних виробіввиробів;;
¾устаткування для установленняустановлення іі переміщенняпереміщення зварювальнихзварювальних апаратівапаратів
іпереміщення зварювальниківрювальників;;
¾устаткування для ущільненняущільнення стиківстиків;;
¾устаткування для збираннязбирання флюсуфлюсу іі подачіподачі йогойого вв зонузону зварюваннязварювання
323232

 За компоновками
За компоновками 
 За просторовим розміщенням устаткування
За просторовим розміщенням устаткування  Лінії з жорстким зв'язком займають менші виробничі
Лінії з жорстким зв'язком займають менші виробничі

 За просторовим розміщенням
За просторовим розміщенням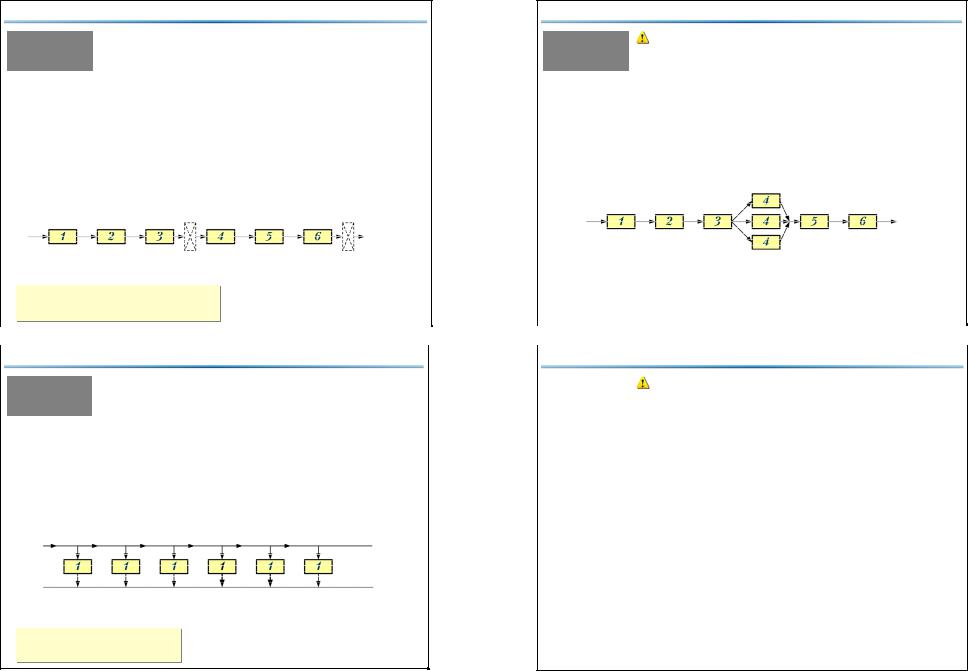
 За компоновками
За компоновками 
 За просторовим розміщенням устаткування
За просторовим розміщенням устаткування  За компоновками
За компоновками 
 За просторовим розміщенням устаткування
За просторовим розміщенням устаткування 

 За просторовим розміщенням
За просторовим розміщенням



ВИРОБНИЦТВО |
Технологічність зварних конструкцій |
|
|
|
ВИРОБНИЦТВО |
Лекція № 8 |
Технологічністьть зварнихзварних |
конструкційконструкцій |
|
|
|||
КОНСТРУКЦІЙ Лекція № 8 |
|
|
|
КОНСТРУКЦІЙ |
|
|
|||||||
ЗВАРНИХ |
|
|
ВИРОБНИЦТВА |
|
ЗВАРНИХ |
|
|
|
|
|
|
|
|
ЗАГАЛЬНІГ І |
В умовахзастосування автоматизованих комплексів з оброблення |
|
|
|
|
|
|
|
|
|
|
|
|
ВІДОМОСТІІ ІПРОРО |
|
|
|
|
|
|
|
|
|
|
|
|
|
ТЕХНОЛОГІЧНІСТЬГІ І ТЬ |
деталей машинобудівних конструкцій (вали, колеса, накривки тощо) |
|
|
|
|
|
|
|
|
|
|
|
|
КОНСТРУКЦІЇУ ІЇ |
актуальність оцінки технологічності конструкції такихдеталей |
|
|
|
|
|
|
|
|
|
|
|
|
ВИРОБУУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зменшується аж до несуттєвого рівня. Цеобумовленозниженням |
|
|
|
|
|
|
|
|
|
|
|
|
|
економічної зацікавленостіавтоматизованоговиробництва в |
|
|
|
|
|
|
|
|
|
|
|
|
|
доцільностідиференціації процесів оброблення шляхомрозширення |
|
|
|
|
|
|
|
|
|
|
|
|
|
номенклатури устаткування |
|
|
|
|
|
8.2. ВИЗНАЧЕННЯАЧЕННЯАЧЕННЯ,,, ВИДИВИДИВИДИ ІІІ |
|
|||||
|
|
|
|
|
|
|
|
||||||
Сучасний рівень роботизаціїіавтоматизації складальних процесів дозволяє підвищити |
|
179,ЗВ-180 КАФЕДРИ ЗВАРЮВАЛЬНОГО |
|
|
ХАРАКТЕРИСТИКИКИКИ ТЕХНОЛОГІЧНОСТІТЕХНОЛОГІЧНОСТІТЕХНОЛОГІЧНОСТІ |
||||||||
продуктивність складання, покращити якість виробів. З розвитком автоматизованих |
|
|
|
|
КОНСТРУКЦІЇРУКЦІЇРУКЦІЇ ВИРОБУВИРОБУВИРОБУ |
|
|
||||||
виробничих систем, інтегруючихв своємускладісистеми технологічногопідготовлення |
|
|
|
|
|
|
|||||||
виробництва, удосконалюватиметься результативність автоматизаціїбалансу |
|
|
|
|
|
|
|
|
|
|
|
||
конструкторсько-технологічних рішень. Проте складність, яка залишаєтьсяй нині, і |
|
|
|
|
|
|
|
|
|
|
|
||
багатоваріантність |
процесів формуванняскладальниходиниць (в т.ч. зварних |
|
|
|
|
|
|
|
|
|
|
|
|
конструкцій) з деталей робить актуальними оцінювання та оптимізацію технологічності |
|
|
|
|
|
|
|
|
|
|
|
||
складальнихконструкцій |
|
|
|
|
|
|
|
|
|
|
|
||
багатоваріантність – принцип системного аналізу, який припускає, що для досягнення однієї метиіснує декількашляхів |
5 |
« НТУУ КПІ» |
|
|
|
|
|
|
|
|
666 |
||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|||
ВИРОБНИЦТВО |
Технологічність зварних конструкцій |
|
ВИРОБНИЦТВО |
Лекція № 8 |
Технологічністьть зварнихзварних |
конструкційконструкцій |
|
|
|||||
КОНСТРУКЦІЙ Лекція № 8 |
|
КОНСТРУКЦІЙ |
|
|
|||||||||
ЗВАРНИХ |
|
|
ЗВАРНИХ |
|
|
|
|
|
|
|
|
||
ВИЗНАЧЕННЯ,, |
ТЕХНОЛОГІЧНІСТЬ КОНСТРУКЦІЇ ВИРОБУ – сукупність |
|
ВИЗНАЧЕННЯ,, |
|
Технологічність конструкції виробу (ТКВ) |
||||||||
ВИДИІІ |
властивостей конструкції виробу, які проявляються в |
|
ВИДИІІ |
|
|
Технологічність конструкції виробу (ТКВ) |
|||||||
ХАРАКТЕРИСТИКИ |
|
ХАРАКТЕРИСТИКИР ЕР КИ |
|
|
|
|
|
|
|
||||
можливості раціональних витрат праці, коштів, матеріалів і |
|
|
область прояву |
|
види витрат |
|
методи дії |
||||||
ТЕХНОЛОГІЧНОСТІТЕ ГІ І |
|
ТЕХНОЛОГІЧНОСТІГІ І |
|
|
|
||||||||
КОНСТРУКЦІЇК У ІЇ |
|
|
КОНСТРУКЦІЇУ ІЇ |
|
область прояву |
|
види витрат |
|
методи дії |
||||
часу в процесах технічного підготовлення виробництва, |
|
|
|
|
|
|
|
|
|||||
ВИРОБУУ |
|
ВИРОБУУ |
|
виробнича |
|
|
|
|
технологічна |
||||
|
виготовлення, експлуатації і ремонту В ПОРІВНЯННІ з |
|
|
|
|
виробнича |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
раціональність |
|||
|
|
|
|
|
|
|
|
енергоємність |
матеріалоємність |
трудомісткість |
технологічна |
||
|
|
|
|
конструкціївиробу |
монтаж за межами |
часомісткість |
структурних елементів |
||||||
|
|
|
|
технологічне |
часомісткість |
енергоємність |
матеріалоємність |
трудомісткість |
спадкоємність |
||||
|
|
|
|
|
|
|
|
|
|
|
|
раціональність |
|
|
відповідними показниками однотипних конструкцій виробів |
|
|
|
|
|
|
технологічне |
|
|
|
|
конструкції виробу |
|
|
|
|
|
|
|
підготовлення |
|
|
|
|
конструкції виробу |
|
|
|
|
|
|
|
Узагальненими |
підготовлення |
|
|
|
|
раціональність |
|
|
|
|
|
|
|
виробництва (ТКВ) |
|
|
|
|
|||
|
того ж призначення при забезпеченні встановлених значень |
|
|
|
|
|
|
виробництва (ТКВ) |
|
|
|
|
структурного виконання |
|
|
|
|
|
|
характеристиками |
виготовлення |
|
|
|
|
раціональність |
|
|
показників якості та прийнятих умовах виготовлення, |
|
|
|
|
|
|
виготовлення |
|
|
|
|
структурного виконання |
|
|
|
|
|
|
|
монтаж за межами |
|
|
|
|
раціональність |
|
|
|
|
|
|
|
технологічності |
|
|
|
|
раціональність |
||
|
експлуатації і ремонту |
|
|
|
|
підприємства-виробника |
|
|
|
|
структурних елементів |
||
|
|
|
|
|
|
|
підприємства-виробника |
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
експлуатаційна |
|
|
виробнича |
|
спадкоємність |
технологічність конструкціївиробу (технологічність) – сукупність властивостейконструкції |
|
|
|
визначаються |
експлуатаційна |
|
|
|
конструкції виробу |
||||
|
ЗВ |
|
|
|
|
|
виробнича |
|
конструкції виробу |
||||
виробу, що визначають їїпристосованістьдо досягненняоптимальнихвитратпривиробництві, |
|
|
види ТКВ в залежності |
підготовлення до |
|
експлуатаційна |
|
застосовністьструктурних |
|||||
технічному обслуговуваннііремонтідлязаданих показниківякості, обсягувипуску та умов виконання |
|
|
підготовлення до |
|
експлуатаційна |
|
застосовністьструктурних |
||||||
|
|
|
|
|
використання |
|
|
ремонтна |
|
елементів |
|||
|
|
|
|
|
|
від сутнісних ознак |
використання |
|
|
|
|
елементів |
|
технологічність варіантуконструкції – комплекс властивостей конструкції, якідозволяють |
|
178, |
|
|
технічне обслуговування |
|
|
ремонтна |
|
повторюваність |
|||
|
|
|
|
|
|
|
|
|
повторюваність |
||||
|
|
|
|
|
технічне обслуговування |
|
|
|
|
структурних елементів |
|||
виготовляти їїз меншимивиробничими витратамивпорівнянніз іншимваріантом, приоднаковихабо |
|
|
|
|
|
|
|
способи оцінки |
|
структурних елементів |
|||
|
|
|
|
|
транспортування та |
|
|
|
|||||
кращих значеннях заданих параметрів конструкції, ремонтопридатності іприоднаковомукількісному |
|
|
|
|
|
транспортування та |
|
способи оцінки |
|
основні фактори |
|||
|
|
|
|
|
зберігання |
|
|
|
|
||||
|
|
|
|
|
|
|
зберігання |
|
|
|
|
основні фактори |
|
випуску; з двохабо декількохваріантів конструкціїбільштехнологічнимє той варіант, який, маючи |
|
|
|
|
|
поточнийремонт |
|
|
|
|
|||
однакові або кращізначеннязаданих параметрівконструкціїі ремонтопридатності, може бути |
|
|
|
|
|
поточнийремонт |
|
якісна |
|
|
|||
|
- |
|
|
|
|
діагностика |
|
|
вид виробу |
||||
виготовленийпри рівномукількісномувипускуз меншими виробничимивитратами |
|
|
|
|
|
|
|
якісна |
|
||||
|
ЗВ |
|
|
|
|
діагностика |
|
|
|
|
вид виробу |
||
|
|
|
|
|
|
|
модернізація |
|
кількісна |
|
деталь |
||
технологічність конструкціївиробу - сукупність властивостей конструкціївироби, якізабезпечують |
|
|
|
|
|
|
модернізація |
|
|
||||
|
|
|
|
|
|
утилізаія |
|
кількісна |
|
деталь |
|||
його виготовлення, ремонті технічне обслуговуванняза найбільшефективною технологією в |
|
|
|
|
|
|
|
|
|
|
складальна одиниця , вузол |
||
|
ГРУПИ |
|
|
|
|
утилізаія |
|
|
|
|
складальна одиниця , вузол |
||
порівнянніз однотипнимиконструкціями того жпризначенняза однакових умов їх виготовленняі |
|
|
|
|
|
|
|
|
тип виробництва |
комплекс, агрегат |
|||
|
|
|
|
|
КласифікаціяКласи іка ія |
ремонтна |
|
|
тип виробництва |
комплекс, агрегат |
|||
експлуатації та при одних ітих же показниках якості; тобто під технологічністюконструкції |
|
|
|
|
ремонтна |
|
|
одиночне |
|
комплект |
|||
розумієтьсясукупність властивостей, що визначаютьїї пристосованістьдо досягненняоптимальних |
|
|
|
|
характеристикха актерист к |
заміна компонентів |
|
|
|
комплект |
|||
|
|
|
|
|
|
одиночне |
|
||||||
витратпривиробництві, експлуатаціїіремонтідлязаданих показників якості, обсягувипускуі |
|
|
|
|
заміна компонентів |
|
|
серійне |
|
|
|||
|
|
|
|
відновлення |
|
|
|
обсяг випуску |
|||||
виконанняробіт |
|
|
|
|
|
технологічностітехн гіч ості |
|
|
масове |
|
|||
|
|
|
|
|
|
конструкціїк струк іївиробуобу |
відновлення |
|
|
серійне |
|
обсяг випуску |
|
|
|
|
|
|
|
монтаж-демонтаж |
|
|
масове |
|
|
||
|
|
7 |
|
|
|
|
|
монтаж-демонтаж |
|
|
|
888 |
|
ГОСТ 14.205-83 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
2