

Глава 3. Оборудование прокатных цехов
Все оборудование делят на две группы: основное оборудование и вспомогательное.
Оборудование, предназначенное для выполнения основной технологической операции – пластической деформации металла, называется основным оборудованием. Линия, по которой располагается основное оборудование, называется главной линией прокатного стана.
Оборудование, предназначенное для выполнения всех остальных технологических операций, называют вспомогательным оборудованием.
К вспомогательным технологическим операциям относят нагрев металла в нагревательных печах и колодцах; охлаждение проката на холодильниках различной конструкции; порезку металла на ножницах и пилах; правку проката в правильных машинах; рольганги для транспортировки полосы; манипуляторы для перемещения полосы вдоль валков; кантователи для поворота полосы вокруг продольной оси (кантовки) и др. Комплекс основного и вспомогательного оборудования для деформации металла во вращающихся валках называют прокатным станом.
3.1. Элементы основного оборудования прокатных станов Главная линия прокатного стана
На главной линии прокатного стана располагается основное оборудование: рабочая клеть; передаточные механизмы, служащие для передачи вращения валкам от двигателя; двигатель (рис. 21).
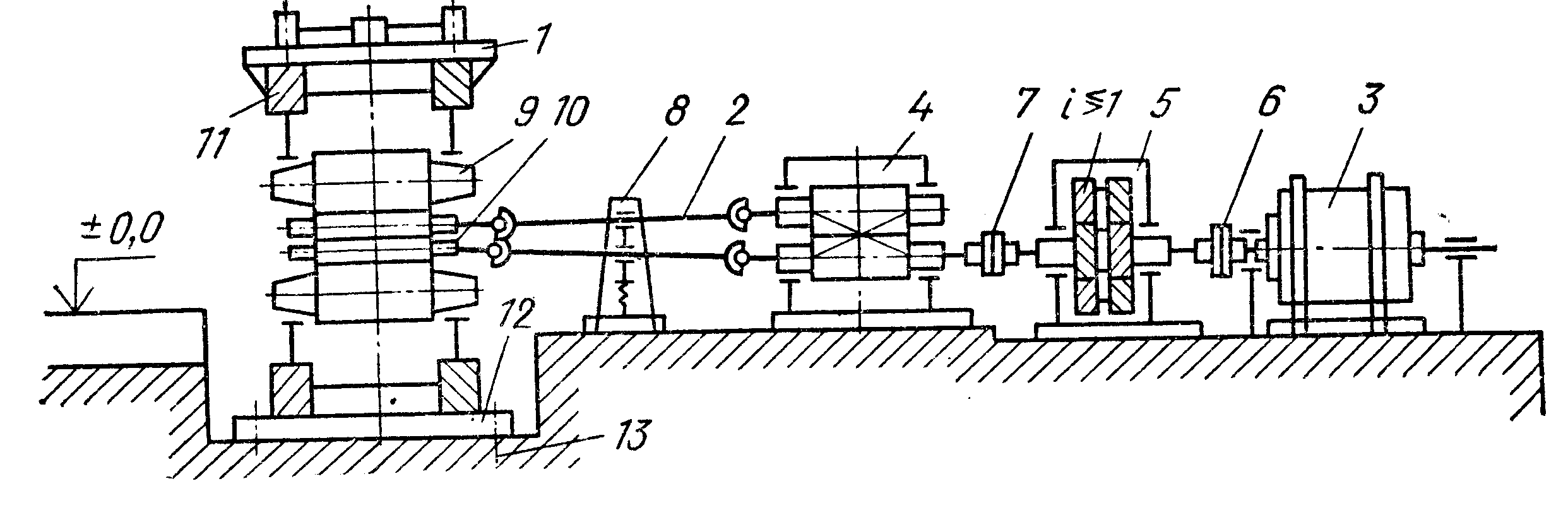
Рис. 21. Схема главной линии четырехвалковой рабочей клети:
1 – рабочая клеть; 2 – универсальные шпиндели; 3 – электродвигатель (главный привод); 4 – шестеренная клеть; 5 – редуктор; 6 – моторная муфта; 7 – коренная муфта; 8 – пружинное уравновешивающее устройство шпинделей; 9 – опорные неприводные валки; 10 – рабочие приводные валки; 11 – станина; 12 – плитовина; 13 – анкерный болт
Рабочая клеть (1) – предназначена для пластической деформации металла между вращающимися валками.
Соединительные шпиндели (2) – для передачи вращения рабочим валкам от шестеренной клети.
Шестеренная клеть (4) – для разделения крутящего момента между валками от одного двигателя.
Коренная муфта (7) – передает вращение валу ведущей шестерни шестеренной клети от вала редуктора.
Редуктор (5) – для изменения крутящего момента и числа оборотов двигателя при передаче вращения от двигателя к рабочим валкам.
Моторная муфта (6) – соединяет вал двигателя с ведущим валком редуктора.
Электродвигатель (3) – создает, необходимый для пластической деформации металла крутящий момент и мощность.
Рабочая клеть
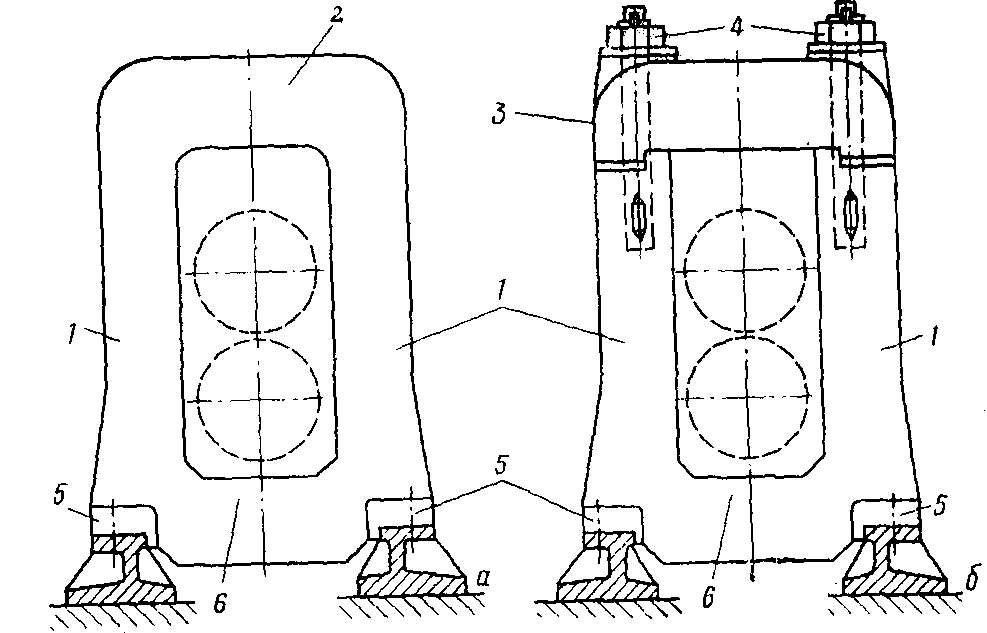
Рабочая клеть прокатного стана является основным узлом, в котором производится прокатка металла. Рабочая клеть состоит из следующих элементов: двух станин (рис. 22) (за исключением многовалковых и специальных клетей), скрепленных между собой и установленных на фундаментных плитах; валков с подушками и подшипниками; установочных механизмов для регулировки положения валков; валковой арматуры и др.
|
|
Рис. 22. Станины рабочей клети: а – закрытые; б – открытые; 1 – вертикальная стойка; 2– верхняя поперечина; 3– крышка; 4 – болты; 5 – горизонтальные лапы; 6 – нижняя поперечина |
Прокатные валки
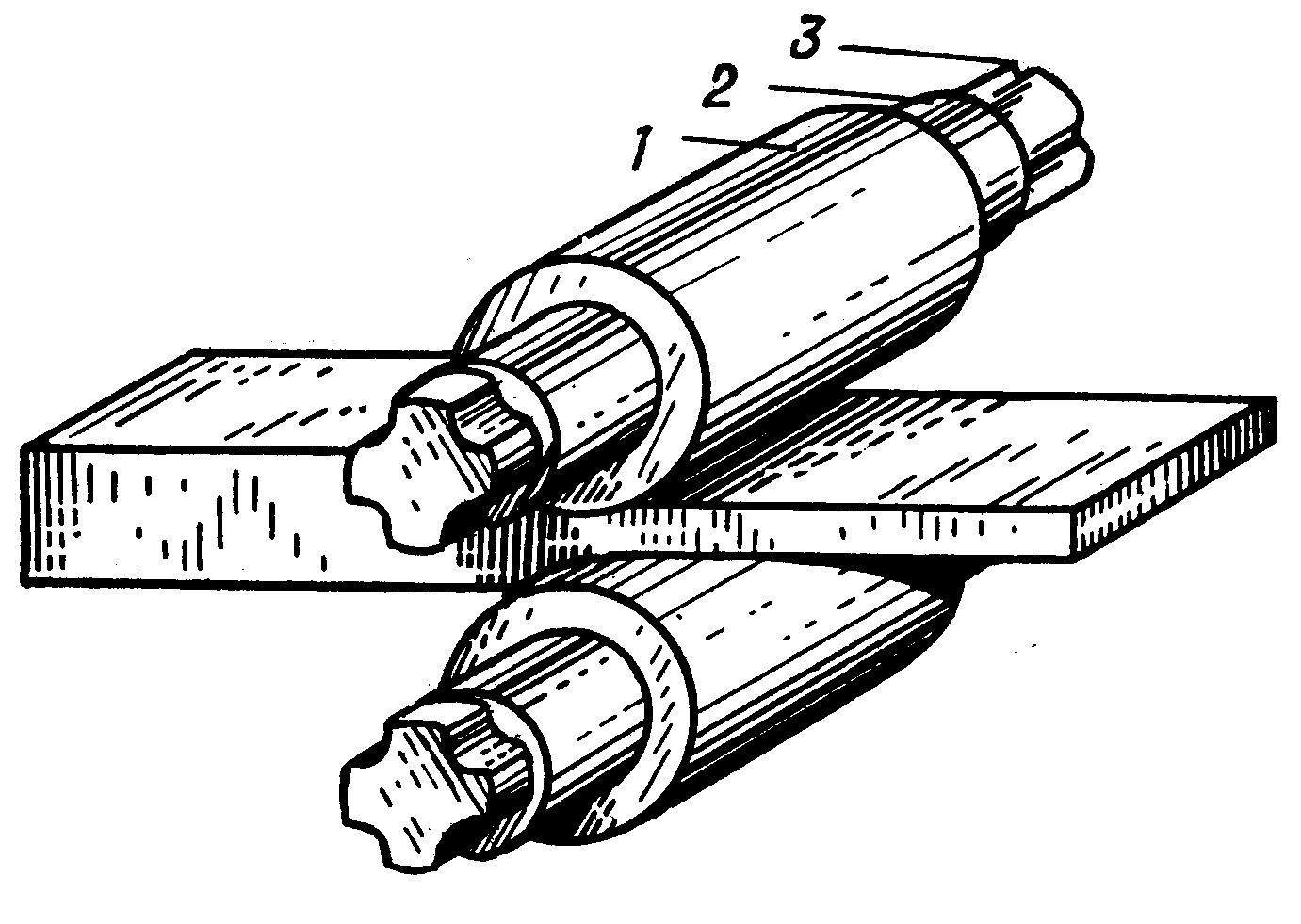
Прокатный валок состоит из следующих основных элементов (рис. 23): бочки (1), представляющей собой среднюю часть валка, по которой происходит соприкосновение валка с прокатываемым металлом; двух шеек (2), расположенных по обе стороны бочки, которыми валок устанавливается в подшипниковых узлах; трефов или лопастей (3), расположенных на обоих концах валков и служащих для соединения валка с муфтой и шпинделем с целью приведения валка во вращение.
Основными служебными свойствами прокатных валков являются износостойкость и прочность.
|
|
Рис. 23. Листовой валок: 1– бочка валка; 2– шейка; 3– треф или лопасть |
Валки блюмингов, слябингов, обжимных клетей сортовых станов и станов холодной прокатки изготавливают из литой или кованой стали марки 45, 55Х, 60ХН, 90ХФ и др. Чугунные валки, в том числе легированные хромом и никелем, а также с отбеленным (закаленным) поверхностным слоем, применяют для сортовых и листовых станов горячей прокатки, когда требуется высокая износостойкость.