

А.Н. Трусов Автоматизация производственнных процессов в машиностроении
.pdf30
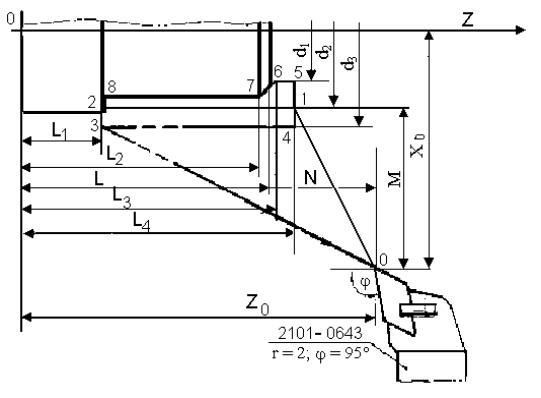
Рис. П2. Типовая схема обработки торцовых поверхностей детали
– представителя Последовательность перемещений инструмента: 0 – 1 – 2 – 3 – 0
|
|
|
|
Расчет времени tp и tx2 |
|
Таблица П2 |
|||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Точка |
Координаты, |
|
Подача, |
Путь, |
tp |
tx2 |
|||
траектории |
|
мм |
|
мм/мин |
мм |
|
|
|
|
|
X |
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
31
Рис. П3. Типовая схема обработки наружных цилиндрических поверхностей детали – представителя Последовательность перемещений инструмента:
0 – 1 – 2 – 3 – 4 – 5 – 6 – 7 – 8 – 3 – 0
|
|
Расчет времени tp и tx2 |
|
Таблица П3 |
|||
|
|
|
|
|
|||
Точка |
Координаты, мм |
Подача, |
Путь, |
tp |
tx2 |
|
|
траектории |
|
|
мм/мин |
мм |
|
|
|
X |
Z |
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
32
ПРИЛОЖЕНИЕ 2
Таблица П4 Время на выполнение некоторых действий механизмов станка
Наименование действия |
Время, с |
|
|
Зажим патрона разжат |
По 5 |
Обдув кулачков |
3 |
Открывание и закрывание ограждения |
по 10 |
|
|
Таблица П5 Технические характеристики промышленного робота
|
Параметры |
Величина |
|
|
|
1. |
Номинальная грузоподъемность, кг, при уста- |
|
новке: |
|
|
Одного захватного устройства |
10 |
|
Двойного захватного устройства |
2×5 |
|
2. |
Диапазон размеров загружаемых деталей, мм: |
|
По наружному диаметру |
20 – 150 |
|
По внутреннему диаметру |
38 – 108 |
|
3. |
Число степеней подвижности |
6 |
4. |
Число: |
|
Рук |
|
1 |
Захватных устройств на руку |
2 |
|
5. |
Привод |
электропнев- |
6. |
Система управления |
мат. |
7. |
Погрешность позиционирования, мм |
позиционная |
8. Время схватывания (или отпускания) заготовки |
±0,5 |
|
при полном ходе, с |
|
|
9. Число программируемых координат |
2 |
|
10. Наибольший вылет руки, мм |
6 |
|
11. Усилие захватывания, Н |
630 |
|
|
|
500 |
33
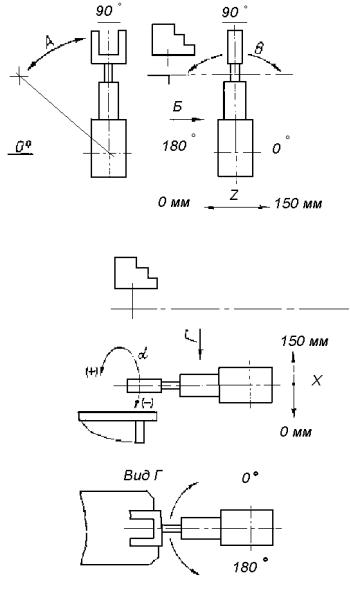
Рис. П4. Оси координат робота М10П.62.01
|
|
Таблица П6 |
Подача исполнительных механизмов робота |
||
Номер подачи (F) |
Ось X (Z), мм/с |
Ось А (С), В, град/с |
|
|
|
1 |
6 |
2 |
2 |
16 |
4 |
3 |
31 |
8 |
4 |
63 |
15 |
5 |
125 |
30 |
6 |
250 |
60 |
7 |
375 |
90 |
8 |
500 |
120 |
34
Таблица П7 Взаимодействие робота со станком при обработке детали типа фланец
Функции робота |
Функции станка, оснастки и дополнительных |
||
|
|
устройств |
|
|
|
|
|
Команды |
Действия |
Ответные сигналы |
Действия |
|
|
|
|
|
|
Окончание цикла обра- |
|
|
|
ботки |
|
Команда на отвод |
|
|
Отвод ограждения |
ограждения |
|
|
|
|
|
|
|
|
|
Ограждение отведено |
|
|
|
|
|
Команда на пере- |
Перемещение руки, |
|
|
мещение руки и |
зажим детали схватом |
|
|
зажим детали |
|
|
|
Команда на рас- |
|
|
Разжим патрона |
крепление детали |
|
|
|
|
|
Патрон разжат |
|
Команда на пере- |
Перемещение руки и |
|
|
мещение детали и |
разжим схвата |
|
|
разжим схвата |
|
|
|
Команда на пере- |
|
|
Перемещение пале- |
мещение палеты |
|
|
ты тактового стола |
тактового стола |
|
|
|
|
|
Палета перемещена |
|
Команда на захват |
Захват детали и пере- |
|
|
и перемещение де- |
мещение ее к патрону |
|
|
тали к патрону |
|
|
|
Команда на обдув |
|
|
Обдув кулачков |
кулачков |
|
|
|
|
|
Кулачки обдуты |
|
Команда на уста- |
Перемещение детали в |
|
|
новку детали |
патрон |
|
|
Команда на зажим |
|
|
Зажим патрона |
патрона |
|
|
|
|
|
Патрон зажат |
|
Команда на отвод |
Разжим схвата, отвод |
|
|
руки |
руки в исходное по- |
|
|
|
ложение |
|
|
Команда на подвод |
|
|
Ограждение подве- |
ограждения |
|
|
дено |
|
|
Ограждение подведено |
|
Команда на вклю- |
|
|
обработка |
чение рабочего |
|
|
|
цикла обработки |
|
|
|
35
ПРИЛОЖЕНИЕ 3 Таблица П8
Исходные данные для выполнения контрольной работы
варианта |
№ чер- |
Производи- |
Материал |
Периодич- |
Частота |
|
тежа де- |
тельность |
детали |
ность напол- |
колебаний |
||
тали из |
станка- |
|
нения бунке- |
лотка |
||
табл. П9 |
автомата Qа, |
|
ра T, не ме- |
fЛ ,c |
-1 |
|
№ |
|
|
||||
|
шт/мин |
|
нее, мин |
|
|
|
|
|
|
|
|
||
1 |
1 |
150 |
сталь |
30 |
50 |
|
2 |
2 |
200 |
сталь |
20 |
50 |
|
3 |
3 |
175 |
латунь |
25 |
100 |
|
4 |
4 |
150 |
латунь |
40 |
100 |
|
5 |
5 |
250 |
сталь |
30 |
50 |
|
6 |
6 |
270 |
алюминий |
40 |
100 |
|
7 |
7 |
175 |
медь |
20 |
50 |
|
8 |
8 |
220 |
алюминий |
40 |
100 |
|
9 |
9 |
150 |
текстолит |
35 |
100 |
|
10 |
10 |
300 |
медь |
45 |
100 |
|
11 |
11 |
130 |
медь |
45 |
50 |
|
12 |
12 |
195 |
текстолит |
30 |
100 |
|
13 |
13 |
150 |
текстолит |
30 |
50 |
|
14 |
14 |
190 |
латунь |
30 |
100 |
|
15 |
15 |
75 |
латунь |
30 |
50 |
|
16 |
16 |
240 |
алюминий |
40 |
100 |
|
17 |
17 |
330 |
сталь |
30 |
100 |
|
18 |
18 |
30 |
сталь |
20 |
100 |
|
19 |
19 |
25 |
алюминий |
20 |
50 |
|
20 |
20 |
175 |
оргстекло |
25 |
50 |
|
21 |
21 |
100 |
алюминий |
25 |
50 |
|
22 |
22 |
50 |
сталь |
20 |
100 |
|
23 |
23 |
200 |
алюминий |
25 |
50 |
|
24 |
24 |
320 |
текстолит |
25 |
100 |
|
25 |
25 |
235 |
латунь |
40 |
50 |
|
26 |
26 |
200 |
текстолит |
30 |
100 |
|
27 |
27 |
180 |
сталь |
35 |
100 |
|
28 |
28 |
320 |
латунь |
40 |
50 |
|
29 |
29 |
290 |
сталь |
35 |
100 |
|
30 |
30 |
100 |
сталь |
25 |
50 |
|
|
|
|
36 |
|
|
|
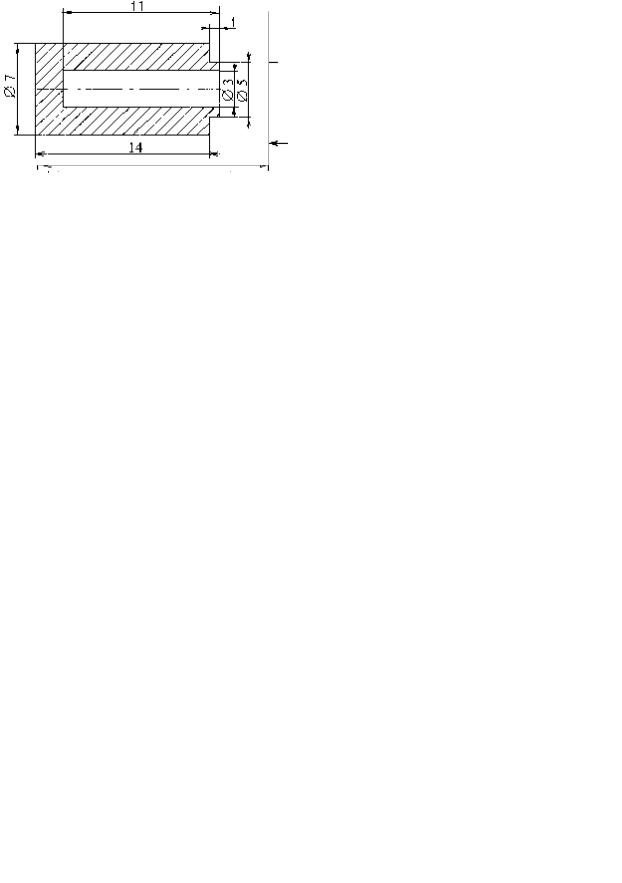
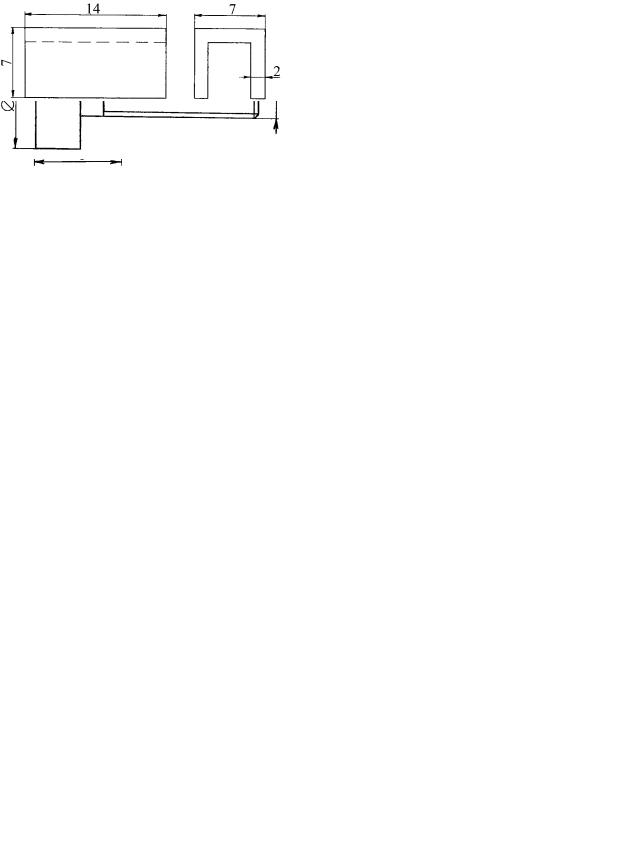
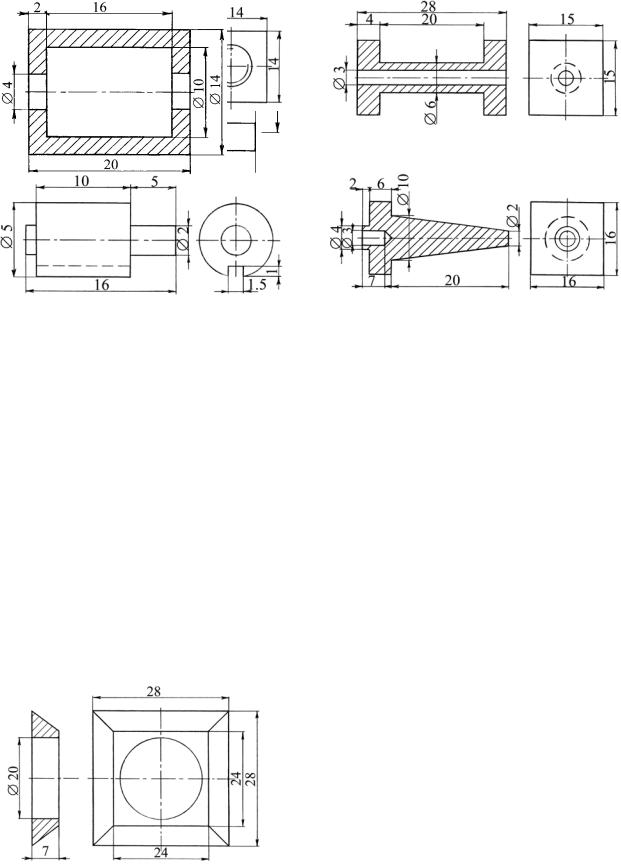
Чертежи деталей к вариантам |
Таблица П9 |
|||
№ |
Чертеж детали |
№ |
Чертеж детали |
||
1 |
|
|
6 |
|
|
|
|
|
|
|
|
2 |
|
|
7 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
8 |
|
|
|
|
|
|
|
|
4 |
|
|
9 |
|
|
|
|
|
|
|
|
5 |
|
|
10 |
|
|
|
|
|
|
|
|
37
|
|
|
Продолжение табл. П9 |
№ |
Чертеж детали |
№ |
Чертеж детали |
11 |
|
16 |
|
|
|
|
|
12 |
|
17 |
|
|
|
|
|
13 |
|
18 |
|
|
|
|
|
14 |
|
19 |
|
|
|
|
|
15 |
|
20 |
|
|
|
|
|
38
|
|
|
Продолжение табл. П9 |
№ |
Чертеж детали |
№ |
Чертеж детали |
|
|
|
|
21 |
|
26 |
|
|
|
|
|
22 |
|
27 |
|
|
|
|
|
23 |
|
28 |
|
|
|
|
|
24 |
|
29 |
|
|
|
|
|
25 |
|
30 |
|
|
|
|
|
Ступень 1. |
|
Схема оценки степени подготовленности изделия для автоматизированного производства |
|
|
Таблица П10 |
|||||||||||||||||||||||||||||||||||||||||||||
Не требует ориента- |
Асимметрия наружной |
|
Асимметрия центра |
|
Асимметрия внутрен- |
|
|
Асимметрия физиче- |
Асимметрия |
|
||||||||||||||||||||||||||||||||||||||||
|
ции |
|
|
конфигурации |
|
|
|
тяжести |
|
|
|
ней конфигурации |
|
|
ских свойств |
|
свойств |
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
поверхности |
|
||||||
метал. |
|
|
0000000 |
метал. |
|
|
|
1000000 |
|
метал. |
|
2000000 |
|
|
|
|
метал. |
|
|
|
4000000 |
|
|
|
метал. |
|
|
6000000 |
|
метал. |
8000000 |
|
||||||||||||||||||
неметал. |
|
|
1000000 |
неметал. |
|
|
|
2000000 |
|
неметал. |
|
3000000 |
|
|
|
|
неметал. |
|
|
|
5000000 |
|
|
|
неметал. |
|
|
7000000 |
|
неметал. |
9000000 |
|
||||||||||||||||||
Ступень |
2. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Несцепляемые |
|
Сопрягаемые |
|
Сцепляемые механиче- |
|
Сцепляемые полем |
|
|
Саморазбирающиеся |
Сцепляемые |
|
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ски |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(адгезия) |
|
|
||||||
000000 |
|
|
500000 |
|
|
|
|
600000 |
|
|
|
|
700000 |
|
|
|
800000 |
|
|
900000 |
|
|
|
|||||||||||||||||||||||||||
Ступень 3. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Свойства формы |
|
Стержневые |
|
|
|
|
|
Пластинчатые |
|
|
|
|
|
|
Миниатюрные и |
Равноразмерные |
|
|||||||||||||||||||||||||||||||||
не учитываются |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
микроминиатюрные |
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Тонкие |
|
|
|
|
Толстые |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
00000 |
|
|
ферромаг. |
|
|
10000 |
|
ферромаг. |
20000 |
|
|
|
ферромаг. |
|
|
40000 |
|
|
|
ферромаг. |
|
60000 |
|
ферромаг. |
|
80000 |
|
|||||||||||||||||||||||
|
|
|
|
|
|
неферромаг. |
|
|
20000 |
|
неферромаг. |
30000 |
|
|
|
неферромаг. |
|
|
50000 |
|
|
|
неферромаг. |
|
70000 |
|
неферромаг. |
90000 |
|
|||||||||||||||||||||
Ступень 4. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Свойства формы |
|
|
|
|
|
|
|
Круглые |
|
|
|
|
Некруглые |
|
|
|
С нежесткими |
|
|
|
Непостоянная форма |
|
||||||||||||||||||||||||||||
не учитывают |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементами |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
( размеры, количество ) |
|
|||||||||
Шаровые |
|
|
0000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39 |
|||||||||||||
Прямые |
|
|
1000 |
|
Прямые |
|
|
|
|
2000 |
|
Прямые |
|
|
|
3000 |
|
|
|
Прямые |
|
|
6000 |
|
|
|
Прямые |
|
8000 |
|
||||||||||||||||||||
Изогнутые |
|
|
1000 |
|
Изогнутые |
|
4000 |
|
Изогнутые |
|
|
|
5000 |
|
|
|
Изогнутые |
|
7000 |
|
|
|
Изогнутые |
|
9000 |
|
|
|||||||||||||||||||||||
Ступень 5. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Множество |
|
1 ось вращения, 1 |
|
|
|
Одна ось |
|
Три и более плос- |
|
Две плоскости |
Одна плоскость |
|
Осесимметрия |
Асимметрия |
|
|||||||||||||||||||||||||||||||||||
осей вращения |
|
пл-сть симметрии |
|
|
|
вращения |
|
костей симметрии |
|
|
симметрии |
|
|
симметрии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
000 |
|
|
|
|
100 |
|
|
|
|
200 |
|
|
|
400 |
|
|
|
|
500 |
|
|
|
|
|
|
600 |
|
|
700 |
|
|
|
|
900 |
|
|
|
|||||||||||||
Ступень 6. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Центральное отверстие глухое |
|
|
|||||||||||||||
Центральное отверстие отсутствует |
|
|
|
Центральное отверстие сквозное |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||
Шаровые |
|
|
|
|
|
|
|
|
|
00 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гладкие |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Гладкие |
|
|
|
|
|
|
|
|
|
10 |
|
Гладкие |
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Ступенчатые с симметр. формой концов |
|
|
|
|||||||||||||||||||||||||||||||||||
Ступенчатые с симметр. формой концов |
|
30 |
|
Ступенчатые с симметр. формой концов |
|
40 |
|
|
|
80 |
|
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Ступенчатые с несимметр. формой концов |
|
|
|
|||||||||||||||||||||||||||||||||||
Ступенчатые с несимметр. формой концов |
|
60 |
|
Ступенчатые с несимметр. формой концов |
|
70 |
|
|
|
90 |
|
|||||||||||||||||||||||||||||||||||||||
Ступень 7. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Дополнительные при- |
Паз или выступ |
Паз или выступ на тор- |
|
Отверстие на образую- |
Паз, выступ, отверстие |
Отверстие в детали |
|
|||||||||||||||||||||||||||||||||||||||||||
знаки отсутствуют |
на образующей |
|
це центральный |
|
|
|
щей поперечное |
|
на торце не центр. |
|
шаровой формы |
|
||||||||||||||||||||||||||||||||||||||
0 |
|
|
|
сквозной |
|
1 |
с двух сторон |
|
|
2 |
|
сквозное |
|
5 |
с двух сторон |
|
6 |
|
|
9 |
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
глухой |
|
|
3 |
с одной стороны |
|
4 |
|
глухое |
|
7 |
с одной стороны |
|
|
8 |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||