

МУ по выполнению ПЗ № 2 ОП
.pdfРисунок 190
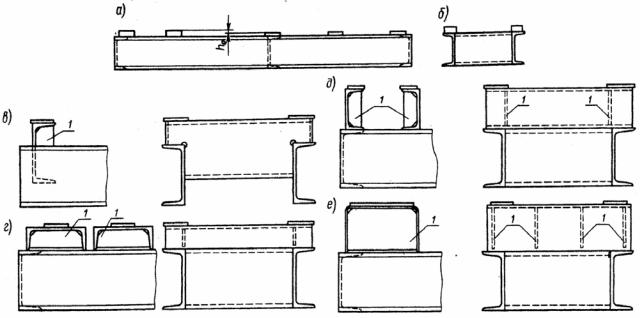
Швеллеры располагают, как правило, полками наружу. Такое расположение удобно для крепления узлов к раме, осуществляемого как болтами, так и винтами. В первом случае (рисунок 190, г) в полках швеллеров сверлят отверстия на проход стержня болта. На внутреннюю поверхность полки наваривают или накладывают косые шайбы (рисунок 191), выравнивающие опорную поверхность под головками болтов (гайками). Во втором случае (рисунок 190, д) в полках рамы выполняют отверстия с резьбой.
Рисунок 191
181
Для крепления рамы к полу цеха применяют фундаментные болты, их расположение определяют при проектировании рамы.
В местах расположения фундаментных болтов к внутренним поверхностям нижних полок швеллеров приваривают косые шайбы (рисунок 190, е) или высокие стойки (рисунок 190, ж), увеличивающие жесткость рамы. Если выступающие над поверхностью рамы гайки не мешают установке на ней узлов привода и его эксплуатации, то фундаментные болты пропускают через обе полки и гайку опирают о верхнюю полку. В этом случае верхние и нижние полки швеллеров в указанных местах связывают ребрами (рисунок 190, з),
трубами (рисунок 190, и) или уголками (рисунок 190, к). Это увеличивает жесткость рамы, которая воспринимает внешние нагрузки всей высотой, а не только нижними нежесткими полками.
На рисунке 190, а, б платики 3 и 4, а также 5 и 6 расположены на одном уровне (лежат в одной плоскости).
При расположении этих платиков на разных уровнях конструкция рамы несколько сложнее. Небольшую разность высот платиков (рисунок 192, а, б) получают привариванием полос: большую — привариванием швеллеров с вырезами (рисунок 192, в), целых швеллеров, положенных на ребра (рисунок 192, г) или на полки (рисунок 192, д), изготовлением коробки из листа
(рисунок 192, е).
Рисунок 192
182
Чтобы при затяжке болтов не прогибались полки приваренных швеллеров, их усиливают ребрами 1 (рисунок 192, в–е).
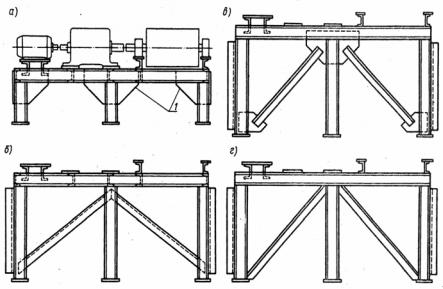
Иногда по соображениям компоновки привода необходимо существенно поднять раму над уровнем пола. В этих случаях раму устанавливают на стойки, приваренные к нижним полкам швеллеров (рисунок 193). Число стоек определяет конфигурация и размеры рамы (обычно не менее 6).
Рисунок 193
Жесткость относительно невысокой рамы повышают привариванием косынок 1 (рисунок 193, а). Жесткость рам на высоких стойках увеличивают привариванием уголков непосредственно к стойкам внахлестку (рисунок 193, б) или враспор (рисунок 193, г), а также посредством косынок (рисунок 193, в).
4.2.5.2 Конструкции плит
Плиты изготовляют в виде отливок из серого чугуна марок СЧ15 и СЧ20. Размеры (рисунок 194), а также ширину плиты определяют конструктивно, руководствуясь компоновкой устанавливаемых на ней узлов. Толщину стенок плиты находят по рекомендациям подраздела 5.1. Толщина стенок во всех сечениях должна быть одинаковой.
183
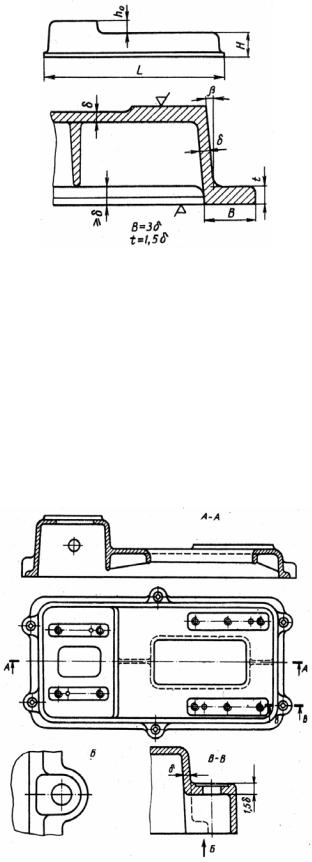
Рисунок 194
Из-за образования пористостей и раковин крайне нежелательно иметь большие горизонтально расположенные поверхности. Поэтому в горизонтальной стенке плиты следует делать большие окна. Это улучшает качество отливки и экономит металл. Для восстановления утраченных прочности и жесткости, вызванных применением окон, последние окаймляют невысокими контурными ребрами (рисунок 195).
Рисунок 195
Плиту крепят к полу фундаментными болтами, которые размещают на приливах. Чтобы приливы были прочными и жесткими, их делают высокими.
184
Высота всех приливов плиты должна быть одинаковой, чтобы можно было упростить механическую обработку и использовать болты одной длины.
Для удобства транспортирования плиты краном в ее вертикальных стенках предусматривают сквозные окна диаметром 25... 30 мм.
К обработке нижней опорной поверхности плиты особых требований не предъявляют. Поверхности, служащие базой для установки сопряженных с плитой узлов, обрабатывают точно, чтобы получить меньшие отклонения от плоскостности и уменьшить деформирование .узлов при их закреплении на плите.
Ширину и длину платиков для размещения на плите электродвигателя и редуктора принимают по рекомендациям, приведенным при конструировании рам. Для крепления устанавливаемых на плите узлов предусматривают резьбовые отверстия.
4.2.5.3 Конструкции креплений оборудования к полу производственного цеха
Современное машиностроение характеризует сравнительно частая замена и модернизация оборудования, что требует иногда перепланировки производственных цехов. Появилась потребность в быстро переналаживаемом способе установки оборудования. Обычное оборудование (металлорежущие станки, приводы конвейеров и др.) теперь устанавливают или на переносных виброопорах, или непосредственно на бетонном (железобетонном) полу цеха, используя специальные фундаментные болты.
Фундаментные болты устанавливают в скважины, просверленные в полу цеха твердосплавным или алмазным инструментом, свободно перерезывающим и арматуру (рисунки 196, а–в), или в колодец, заранее предусмотренный в полу
(рисунок 197).
Фундаментный болт по ГОСТ 24379.1-80 состоит из шпильки, шайбы, гаек и других деталей. Шпильки фундаментных болтов изготовляют из углеродистой стали марки ВСт3пс2 по ГОСТ 380-94.
185
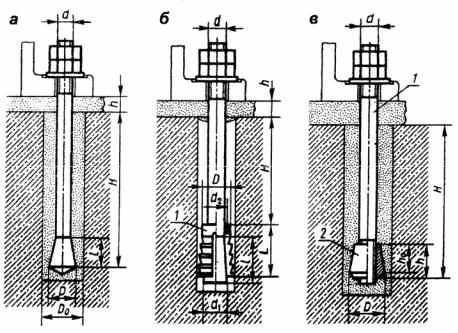
Рисунок 196
На необработанном бетонном полу оборудование устанавливают с подливкой раствора цемента под опорную поверхность. Перед подливкой оборудование выверяют на горизонтальность подкладками или клиньями. Если поверхность пола точно обработана (например, шлифованием), то выверку и подливку не применяют.
На рисунке 196, а показан фундаментный болт с коническим концом. Болты закрепляют в скважине цементным раствором при вибропогружении в него шпильки болта или путем утрамбовывания сырого цементного порошка.
На рисунке 196, б показан фундаментный болт с коническим концом и разжимной цангой 1 — втулкой с четырьмя пазами шириной 1 мм. Начальную анкеровку осуществляют осадкой цанги на конический конец болта ударами молотка через оправку. Полная анкеровка происходит при затяжке болта. Для лучшего сцепления с бетоном наружная поверхность цанги имеет накатку или нарезку.
На рисунке 196, в показан фундаментный болт, состоящий из шпильки 1 и конической гайки 2. Заделку болта производят так же, как болта с коническим концом по рисунку 196, а.
На рисунке 197 показан простейший фундаментный болт с изогнутым
концом.
186
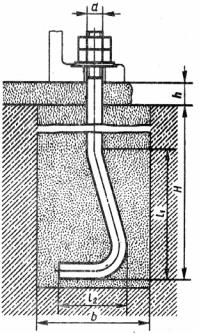
Рисунок 197
187
Список рекомендуемых источников
1Джонс Дж. К. Инженерное и художественное конструирование. Современные методы проектного анализа. – М.: Мир, 1976.
2Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. Учеб. пособие для машиностр.спец вузов. – 5-е изд., перераб. и доп. – М.: Высш.
шк., 1998. – 447 с.
3Ройтман И.А., Кузьменко В.И. Основы машиностроения в черчении: Учеб. для студ. Высш. Учеб. заведений: В 2 кн. – 2-е изд., перераб. и доп. – М.: Гуманит.
Изд. центр «ВЛАДОС», 2000. – Кн. 2. – 228 с.
4Ерохин М.Н. Детали машин и основы конструирования. М.: Колос, 2005.
5Андросов А.А., Андрющенко Ю.Е., Дьяченко А.Г., Кушнарев В.И., Маньшин Ю.П., Шабанов Б.М. Расчет и проектирование деталей машин. Ростов-на-Дону: Феникс, 2006. – 285 с.
6Ряховский О.А., Клыпин А.В. Детали машин. М.: Дрофа, 2002.
7Компьютерные чертежно-графические системы для разработки конструкторской и технологической документации в машиностроении: Учебное пособие для начального профессионального образования / А.В. Быков, В.Н. Гаврилов, Л.М. Рыжкова и др.; Под ред. Л.А. Чемпинского. – М.: Издательский центр «Академия», 2002. – 224 с.
188