

khtoop
.docx
|
32.Переход к-ля из р-ра в в-но. Основная стадия процесса крашения в жидкой фазе. Технология крашения и печатания относится к прикладной физической и коллоидной химии, поскольку в основе процесса лежат явления масса переноса, происходящие на поверхности раздела фаз – волокнистый материал – окружающая среда. Этот процесс имеет специфические особенности: волокнистый материал рассматривается как сложный пористый субстрат, неся на себе химические реагенты, и является одновременно объектом их взаимодействия в определенных температура - влажных условиях. Внешней средой при фиксации красителя является чаще всего жидкость (вода, органические растворители), набухающий полимер (печатные крошения) реже – газовая среда (термозольное крашение, термопечать). Во внутренней среде происходит диффузия красителя – элементарное волокно, то есть пористый в той или иной степени набухший полимерный материал. Лимитирующая стадия – межфазный перенос красителя или диффузия его внутри волокна, но иногда без исключения, когда лимитирующая диффузия во внешней среде Однако полная схема межфазной массы переноса жидкостным методом крашения включает несколько стадий: конвективная диффузия в общий объем внешней фазы к пограничному диффузному слою; молекулярная диффузия в слое; диффузия внутри волокна (самая медленная). К таким физико-химическим стадиям может быть применено жидкостные методы обработки текстильных материалов: крашение, беление, отварка, промывка.
|
33.Диффузия красителя в волокнистых материалах. Фиксация красителя связанна не только с диффузионными, но и с сорбционным взаимодействием с волокнами, поэтому описывается иммобилизационной диффузией:
Т – время, С – концентрация, r – радиус, форма волокна близка к цилиндру, К – кинетическая константа или константа иммобилизации, n – порядок протекания реакции в химической системе. Если кинетика сорбции отстает, то диффузионный процесс упрощается и описывается законом Фика:
Физическая сорбция протекает со следующими красителями: прямые, кубовые, сернистые, азойдные на целлюлозных волокнах и дисперсные на синтетических волокнах. Хемосорбция – активные красители на целлюлозных волокнах, белковых и ПА, кислотные на беловых и ПА волокнах, катионные на ПАН. Хемосорбция может быть обратимой и необратимой. Обратимая хемосорбция протекает на белковых и ПА волокнах кислотными красителями, катионными на ПАН. Необратимая – активные красители на белковых и ПА волокнах. Физическая сорбция протекает мгновенно по сравнению с хемосорбцией и диффузионными явлениями и характеризуется низким уровнем активации. А хемосорбция протекает со скоростью диффузии или медленнее. Следовательно, стадией связывания красителя волокном можно пренебречь и оставить только член, который отвечает за диффузию:
2-ой
закон Фика:
Имеет решение при определенных условиях. В случае лимитирующей стадии хемосорбции возникает несколько ситуаций: 1.Скорость диффузии больше скорости связывания, процесс протекает в диффузионной области, диффузия определяет скорость всего процесса,
2.
Скорость диффузии меньше скорости
связывания, процесс протекает в
кинетической области, самый простой
способ, 3. скорости сравнимы - переходная область, иммобилизационная функция.. |
|
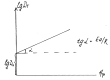
34.Влияние температуры на коэффициент диффузии. Скорость диффузии красителя к волокну зависит от температуры и выражается уравнением:
Д(т) - коэффициент диффузии при определенной температуре, Д(0) - константа диффузии при Е(а)=0, т.е. когда процесс сорбции примерно равен процессу десорбции. Верхний температурный предел технологического процесса – момент начала деструкции красителя или волокнистого материала.
|
31.Строение и свойства растворов красителей. Водные растворы красителей представляют собой полидисперсные системы, в которых. В состоянии подвижного равновесия, одновременно присутствуют ионы, молекулы, и более крупные ассоциаты различного состава. Состояние подвижного равновесия в таких системах зависит прежде всего от природы красителя, способности его молекул к электролитической диссоциации, а так же от наличия или отсутствия группировок, определяющих тенденцию молекул красителя к взаимному объединению в ассоциаты. На состояние подвижного равновесия в растворе серьезное влияние оказывает волокнистый материал, подлежащий окрашиванию. При внесении в раствор, такой материал действует как молекулярное сито, изберательно поглощающее только ионы или молекулы. Наличие в водных растворах красителей ТВВ и некоторых гидрофильных органических растворителей, тормозят процесс образования ассоциированных частиц красителей даже при повышенной концентрации их в растворе. Спектрофотометрические исследования изучения диффузии красителей в неводных средах показали, что состояние красителей в гидрофобных растворителях существенно отличается от их состояния в водных растворах. В неводной среде красители практически не ассоциированы, не образуют полидисперсных систем. Большинство известных классов ионных красителей (прямые, кислотные, катионные, активные) в отличии от дисперсных совершенно не растворяются в гидрофобных органических растворителях и перевести их в неводный раствор можно только с помощью сорастворителей, например спиртов, диметилформамида и др.
|
|
39.Тепловой эффект адсорбции и изменение энтропии. При крашении тканей и в полиграфической промышленности часто имеют дело с адсорбцией красителя на поверхность. Сродство красителя к волокну зависит от температуры и выражается уравнением:
Т – температура. Почти всегда процесс адсорбции сопровождается выделение тепла. Теплота адсорбции не является единственным фактором, характеризующим прочность адсорбции, однако чаще всего. Чем выше прочность адсорбции, тем выше ее тепловой эффект. Теплота физической адсорбции редко превосходит 40кДж/моль. По мере заполнения первого слоя адсорбция обычно уменьшается, а ее теплота понижается до величины, близкой к теплоте конденсации адсорбата.
|
36.Адсорбция красителя волокнистыми материалами. Уравнение Ленгмюра. Изучение равновесной сорбции, как и диффузионных свойств красителя, имеет большое значение. -Существует много -теорий объяснения равновесной сорбции, но наиболее обоснованная теория Ленгмюра. Положения т. Ленгмюра: -поверхность адсорбента (волокно) однородна во всех своих частях -силы взаимодействия между адсорбированными частицами практически не влияют на общую картину адсорбции -толщина адсорбированных слоев не превышает раствора молекул, то есть слой – мономолекулярный. При этом предполагается, что поверхности твердых тел имеется силовое поле, которое является причиной адсорбции.
X – Количество адсорбированного вещества на волокне, K – Константа, C1 - Концентрация красителя в растворе (конечное значение красителя в красильной ванне), X(беск) - Предельное значение адсорбции, C0 - Начальная концентрация в красильной ванне.
S – активная поверхность адсорбента, a – площадь, занимаемая одной молекулой. Согласно уравнению Ленгмюра можно дать геометрическую интерпретацию: кривая выбираемости близка к прямой. |


 -
характеризует связывание красителя
активными центрами волокна или сорбция
внутри объема, причем различают
физическую и химическую сорбцию.
-
характеризует связывание красителя
активными центрами волокна или сорбция
внутри объема, причем различают
физическую и химическую сорбцию.




 -
сродство красителя к волокну или
свободная энергия, стандартный
химический потенциал, кал/моль.
-
сродство красителя к волокну или
свободная энергия, стандартный
химический потенциал, кал/моль. -
теплота сорбции,
-
теплота сорбции,
 - энтропия,
- энтропия,

|
35.Адсорбция красителя волокнистыми материалами. Уравнение Генри. Независимо от способа крашения или печатания происходит сорбция красителя на внешней или внутренней поверхности волокна. Процесс сорбции красителя волокном является самопроизвольным и экзотермическим и характеризуется 3-мя основными факторами, связанными фундаментальным термодинамическим уравнением:
- теплота сорбции, - энтропия сорбции (энтропия при крашении уменьшается, т.е. уменьшается степень свободы красителя). Теория, которая охватила бы все виды крашения, была создана Виттем в 1890 г., он рассматривал крашенное волокно, как твердый раствор красителя в массе волокна. Однако, процесс крашения – это распределение красителя между 2-мя растворами: водой и волокном. При этом распределение красителя подчиняется закону Генри:
Недостаток в том, что Генри не учел процесс фиксации красителя на волокне. Лосев Г.В. в 1902г. опроверг теорию «твердого раствора» Витте и доказал, что процесс крашения – это процесс адсорбции, распределение по закону Генри.
Сf - содержание красителя в волокне, Cн - содержание красителя в ванне.
|
37.Адсорбция красителя волокнистыми материалами. Уравнение Фрейндлиха. При крашении волокон красителями при кинетике больше одного часа (когда наступает равновесие при 1,2 – 2 часа продолжительности) изучение сорбции красителя волокном объясняется теорией Френдлиха. Величина равновесной сорбции зависит от условий крашения, основными факторами, которые влияют на крашение, являются температура и концентрация красителя. При высокой температуре сорбция снижается, что связанно с экзотермичностью процесса крашения, выделяется тепло. Зависимость сорбции красителя от концентрации красителя в ванне при равновесии выражают в виде изотерм адсорбции.
Используют
формулу: С0 - начальная концентрация в красильной ванне, С1 - конечная концентрация в красильной ванне, С2 - количество красителя в ванне.
Наиболее распространенным уравнением, которое точно описывает связь между адсорбированным красителем на волокне с начальной концентрацией красителя в ванне, является эмпирическое уравнение Френдлиха:
|
|
38.Сродство красителя к волокну.
Сродство
– склонность красителя к сорбции
волокном в равновесном состоянии. Его
можно определить как величину уменьшения
свободной энергии при переходе 1-го
моля красителя из внешней среды в
волокно и сорбции его на поверхности
волокна. ∆μα=μкр.-
μкр.в.в-не μкр= μкр.в.в-не0+ Rtlnaкр – для внешней среды.
В состоянии равновесия μкр.≈μкр.в.в-не и поэтому сродство красителя к волокну – это стандартный химический потенциал. ∆μ0с≈-(μ0кр.в в-не -μкр0)= RTln(А(в-не)/А(крас)) (1) Таким образом сродство красителя к волокну выражается уравнением 1 и зависит: от температуры; от отношения активностей красителя в волокне к внешней среде в равновесном состоянии ∆μ0с =∆Н0с - Т∆Spo уравнение свободной энергии Процесс крашения включает процессы сорбции и десорбции красителя при этом сорбция происходит до тех пор пока химический потенциал красителя во внешней среде выше, чем в волокне, а десорбция начинается с момента превышения химического потенциала в волокне над его потенциалом во внешней среде. При равенстве потенциалов устанавливается равновесие между сорбцией и десорбцией. ∂G/∂m – сродство, которое определяется как изменение свободной энергии на один моль сорбированного красителя. Для расчета величины сродства красителя к волокну необходимо знать активность красителя к обеим фазам, его состояния во внешней среде и характер его взаимодействия с волокном, то есть необходимо иметь данные о механизме процесса сорбции крашения или печатания. Все красители разделяются на: -сорбирующие (в форме ионов и в форме нейтральных молекул). В первом случае когда краситель в форме катиона и аниона увеличивается электрический потенциал, который оказывает влияние на активность красителя и на распределение его между фазами.
Степень
выбираемости (Ф) – связано со сродством
красителя к волокну ∆μ0
и с модулем красильной ванны М, следующим
уравнением:
|
40.понятие воспроизведения печат рис-ка. способы нанесения и виды печати. Печатание тканей (печать, набивка), узорчатое или одностороннее крашение. Принципиальной разницы между крашением и печатанием с точки зрения механизма взаимод. красителя с субстратом нет. Существуют различия в требованиях, предъявляемых к красителям для печатания и крашения. Водорастворимые красители должны иметь высокую р-римость, а нерастворимые - высокую дисперсность, т к. концентрация красителя для печатания должна быть значительно выше, чем в красильной ванне. В состав краски для печатания входят краситель, загуститель (крахмал, декстрин, агар-агар, акриловая эмульсия и др.) и разл. вспомогат. в-ва (катализатор, мягчитель и т.д.). От загустителя зависит степень фиксации красителя, четкость контура рисунка, устойчивость окраски и гриф текстильного материала. Фиксация красителей на волокне при печатании происходит, как правило, при более высоких т-рах и в более жестких условиях, чем при крашении. Для печатания можно использовать те же классы красителей, что и для крашения, однако практически используются только красители, имеющие высокую устойчивость к мокрым обработкам, т.к. после фиксации красителя требуется тщательная промывка. Известны прямой, вытравной, резервный и переводной способы печатания. В наиб. простом и распространенном - прямом печатании краситель наносят на бесцв. или окраш. материал с помощью гравир. валов или сетчатых шаблонов с послед. высушиванием и фиксацией красителя в паровой среде или сухим теплом (ИК облучение или сухой горячий воздух). Этот способ печатания используется для всех текстильных материалов. При вытравном печатании по ткани, сплошь окрашенной красителем, к-рый легко разрушается под действием окислителей и восстановителей, печатают вытравным составом (в-во, разрушающее краситель, с разл. добавками). Если в состав краски для печатания ввести краситель, устойчивый к вытравному составу, вытравка получается цветной. Вытравное печатание чаще всего используют по хл.-бум. тканям, окрашенным прямыми или активными азокрасителями (для цветной вытравки используют кубовые красители), а также по тканям из ацетилцеллюлозных и полиэфирных волокон, окрашенных дисперсными азокрасителями (для цветной вытравки используют дисперсные антрахиноновые красители). При резервном печатании на бесцв. ткань наносят рисунок с помощью цветной или бесцв. резервной краски, в состав к-рой входят загуститель и резервирующее в-во (нек-рые ПАВ), препятствующее фиксации красителей, применяемых для крашения; затем материал окрашивают. Резервное печатание используют в осн. на целлюлозных тканях. Наиб. эффективно применение активных хлортриазиновых красителей вместе с резервной краской и послед. крашение активными винилсульфоновыми красителями. При переводном печатании рисунок сначала наносят на подложку (чаще всего на бумагу), а затем переносят с подложки на ткань под термопрессом или на горячем каландре. Применяют преим. для полиэфирных, ацетилцеллюлозных и полиамидных материалов, используя легко сублимирующиеся дисперсные красители. |
|
41. ЗАГУСТИТЕЛИ. ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ ЗАГУСТОК. Загуститель представляет собой жидкость, которая при смешивании с красками придает им пастообразность. Загуститель акриловых красок предназначен для загущения акриловых красок при работе в пастозной технике. Сохраняет фактуру мазка, подобно работе маслом. Незначительно увеличивает блеск красок и время их высыхания. Свойства: почти без запаха; отлично смешивается с любыми водоразбавляемыми красками; разбавляется водой. Классификация:природные(растительные,животные,миниральные)и синтетические( кмц,сольвитоза,пвс,паамин) Загустки и их приготовление. 1. Крахмал—картофельный или рисовый — применяется для приготовления загусток (10—20% -ные). Нужно взять:Сухого крахмала 125—150 г Воды 875—850 мл. Сухой крахмал размешивают с небольшим количеством воды, добавляют остальную воду, затем в течение часа разваривают при помешивании на водяной кипящей бане до получения прозрачной массы. Готовую загустку процеживают через частое сито. Крахмальная загустка плохо растворяется в воде. 2. Декстрин — клеющее вещество, хорошо растворяется в воде; готовят его так же, как крахмальную загустку. 3. Можно приготовить и декстриново-крахмальную загустку. Для этого надо взять:Декстрина 450 г Крахмала 50 г Воды 500 мл. Крахмал и декстрин размешивают с небольшим количеством воды, добавляют остальную воду и смесь нагревают до 80—85 °С в течение полутора часов, после чего охлаждают и протирают через сито. 4. Сальвитоза марок С-5, ОУС, ОУА. Растворяется в воде при температуре 25 °С, образуя загустку большой устойчивости. Смесь 100—120 г сальвитозы с 900—880 мл воды оставляют на один-два часа, затем размешивают и процеживают. 5. Трагант — застывший сок кустарника типа каучуконосных. Имеет вид роговидных пластинок белого, желтого и коричневого цветов. Для получения загустки из траганта берут траганта 60 (80) г, воды соответственно 940 (920) мл. Трагант заливают холодной водой и оставляют на сутки, затем разваривают на кипящей водяной бане в течение трех-четырех часов. Готовую загустку протирают через сито. |
|
|
43. ПОКАЗАТЕЛИ КАЧЕСТВА ПЕЧАТАНИЯ. Хорош печатное качество получат когда загустители соответ-ют след. требованиям:1 обеспеч заданную консистенцию печат.красок отвечающую принятой техники печатания и св-вам печатной ткани. 2 облад.комплексом взаимосвяз св-в: клейкостью,структу-ю,плстич-ю. 3 хорошо удерж молекулы красителя в момент нанесения рисунка на ткань,обеспечивая четкие контуры рис-ка,и оказывают минимал сопротив-е при переходе кр-ля из краски на волокно.4 легко вымываются из ткани после печатания. Для хорош кач-ва печати соблюд ряд условий:1 хорош подготовка ткани к печати. 2 качество печатной краски. 3 условия проведения печатания. 4 условия сушки и хранения перед закреплением. 5 последующая промывка(самое глав условие) К показателям качества печат-я относ:1 равнота печати. 2 степень проникновения краски в толщу ткани. 3 степень распределения печат краски по поверхности ткани. 4 резкость контуров отпечатка. 5 визуальный выход цвета. |
44. ТЕХНОЛОГИЯ ОБРАБОТКИ ТКАНИ ПОСЛЕ ПЕЧАТАНИЯ. Нанесение рисунка на ткань производят на тканепечатающих машинах. Далее ткань с напечат. рисунком отправляют на сушку. Для закрепления печатной краски ткань после сушки обычно подвергают паровой обработке. В паровой среде краситель переходит с поверхности в толщу ткани и отдельных волокон. Для удаления загустителя и отложившегося на поверхности ткани красителя её промывают. При необходимости на промывных аппаратах производится специальная обработка, например, окислителями, для окончательного закрепления красителя на ткани.
|
|
16. основы крашения целлюлозных волокон. Прямые и активные красители. Технология крашения прямыми и активными красителями. Целл. Волокно в процессе подготовки претерпевает деструкцию разл степени и в результате приобретает карбоксильные концевые группы, которые диссоциируясь в воде ионизируют волокно и придают им, в дальнейшем случае в воде, отр заряд: Cell-COOH↔Cell-COO¯+H⁺ Для упрощения записи и понимания процесса прямые красители в краткой записи записываются Кр-SO3Na↔Кр-SO3¯+Na⁺ Расстояние между отр-заряженным красителем и отр-заряженным волокном представляет собой величину дзета потенциала и двойной электрический слой. Это обстоятельство (наличие ДЭС) предварительно не позволяет проявить красителю свое сродство к волокну. Чисто эмпирически определено, что добавка NaCl в красильную ванну позволяет увеличить эффективность ( скорости качества) крашение в несколько раз. Кроме NaCl могут добавляться Na2SO4, K2SO4 ( нейтральные соли). При диссоциации в воде они образуют «+»- заряды вокруг «-»-ионов и нейтрализуют действие «-»- зарядов. При диссоциации мгновенно проникают в волокно и образуют облачко. Таким образом, позволяют, отвлекая заряд на себя, вследствии диффузии краситель достигает такой степени близости к волокну, где начинает проявляться силы межмол. Взаимодействия красителя и волокна и сила сродства, определенная функциональными группами волокна и красителя. Устойчивость окраски будет определяться видом х. связи. Сам процесс крашения характерезуется и контролируется устойчивостью окраски к всевозможным воздействиям, а также ровнотой окраски и точного воспроизведения цвета. Таким образом при крашении прямыми красителями необходимо применение нейтральных электролитов для усиления эффективности окрашивания. В качестве электролитов применяется растворимые соли сильных кислот и сильных оснований. Диссоциация красителей во- первых зависит от их выпускного состава и от технологических усилий в которых они находятся. Увеличение температуры способствует повышению диффузии и диссоциации. Наличие электролита в некоторое время при определенной температуре дает увеличение эффективности окрашивания. Краситель при избытке электролита начинает взаимодействовать друг с другом, они слипаясь образуют агрегаты, вплоть до выпадения в осадок. Агрегации способствуют то, что красители могут быть выпускной форме мало диспергированы. Поэтому существуют оптимальные концентрации электролитов, чисто индивидуальные для системы краситель – электролит – волокно. Таким образом существует оптимальная температура крашения для системы краситель – волокно, при которой проявляется мax эффективность крашения. Для прямых красителей Т=60-80°C. Технология крашения прямыми красителями. Крашение производится периодическим, непрерывным и полунепрерывным способом в щелочной или нейтральной среде при pH=7,5 – 10 с концентрациями электролита 10-40 г/л. Концентрация красителя представляет 0,5- 5 % от массы волокна. Иногда в качестве смягчителя и смачивателей добавляются ПАВ с концентрацией 1-2 г/л и для поддержания щелочной среды используют кальцинированную соду до 2 г/л, температура 60-95°C. «+» прямые красители – самые многочисленные ассортимент оттенков, дешевые , доступные, хорошо растворимые в воде. «-» окраски не обладают яркостью, очень часто они тусклые. Неустойчивость к мокрым обработкам, а иногда и к свету и к атмосферным воздействиям. Таким образом, имеется необходимость повышения устойчивости окраски, что и производится такими как ТВВ окраски. Закрепление производится пропиткой, раствором закрепителя с концентрацией 10-20 г/л при температуре до 80°C, что приводит к образованию на волокне не растворимых соединений закрепителя и красителя. Активные красители относятся к многочисленной, но самой молодой группе красителей. Краткая запись такая же но у активных есть функциональная группа, которая отвечает за реакционную способность : Кр- ( Сl)SO3Na. В воде она образует диссоциат, с «-» заряженным анионом : Кр- ( Сl)SO3Na↔ Кр- ( Сl)SO3¯+ Na. Но молекулярная масса у активных красителей много ниже, чем у прямых, причем они обладают свернутой структурой – компланарной . И наличие реакционно – способной группы позволяют образовывать с гидроксильными группами волокна ковалентные связи, вследствие чего являются самой устойчивой окраской. К тому же гамма цветов очень яркая и многообразна. Поскольку идет диссоциация, то возникает ДЭС, вследствие этого присутствие электролита также обязательно для снижения ДЭС. Кр- ( Сl)SO3Na + HOH↔ Кр- ( OH)SO3Na +HCl Гидролиз активных красителей является самым большим недостатком на всем протяжении использования активного красителя от синтеза до фиксации на волокне. При крашение активными красителями периодический способ мало применим, причем используется только для тканей и трикотажного волокна. Используются непрерывные и полунепрерывные способы. Непрерывные и полунепрерывные процессы по времени крашения несколько раз снижают время контакта. Технология. Концентрация красителя 0,5-40% красителя, Na2CO3 до 20г/л, смачивателя 1-2г/л, в случае непрерывных и полунепрерывных способах добавляется мочевина до 100г/л, которая способствует повышенному проникания красителя в волокно – гидротропное волокно. При крашении активными красителями используется многократные запарные процессы, то есть обработка влажным паром при температуре 120-150°C, и обработка кипящей водой. Тем не менее полностью избежать гидролиза красителя не удается поэтому крашение заканчивается промывкой для удаления не соединившегося красителя. Оставшийся краситель проявляет очень высокую устойчивость ко всем видам воздействия. |
46 ТВВ ДЛЯ ПРОЦ-ОВ ПЕЧАТАНИЯ. ПОЛИМЕРЫ И НИЗКОМОЛЕК.СОЕД-Я 1. Вода является рабочей средой дисперсии печатной композиции на стадии приготовления загустки и печати на машине готовой краской. Вода должна быть затем полностью удалена на стадии сушки. 2. Комплексон (или комплексообразователь, умягчитель воды) вводится при необходимости для связывания солей жесткости непосредственно в воду первым, до введения остальных компонентов. Если водоподготовка отсутствует, комплексон нужно вводить в зависимости от средней жесткости технологической воды,для безопасности 0,5-1 г/л комплексона. Оптимальными для пигментной печати являются комплексоны на основе полиакрилатов, такие как Сандопур RSK). 3. Аммиак добавляется в случае необходимости для коррекции рН воды. Установление рН печатной краски на уровне 8,5...9 дает следующие преимущества: стабильность печатной краски, отсутствие преждевременной полимеризации на машине; предотвращение забивания шаблонов и налипания на валах; более длительный срок хранения неиспользованной печатной краски (до 2-3 недель) без изменения качества; меньший расход загустителя.В последнее время некоторые производители пигментных композиций стали производить нейтрализованные загустители, с введенным аммиаком (например, Принтофикс Фердикер CN). Преимущество их в том, что запах аммиака сведен к абсолютному минимуму, а все достоинства работы со щелочной средой сохраняются. 4. Антивспениватель (пеногаситель). Вводить его следует только в случае необходимости, так как большинство антивспенивателей отрицательно влияют на устойчивости окраски. Применяемые количества: 0,5...2 г/кг. 5. Эмульгатор, как правило, не нужен для самоэмульгирующихся систем и для композиций, в состав компонентов которых он уже введен. Как и антивспениватели, эмульгаторы нужно применять очень осторожно, только в случае необходимости Применение эмульгатора необходимо, когда никакими другими способами невозможно справиться с забиванием шаблонов высокоскоростных ротационных печатных машин. 6. Биндер (связующее) - основной компонент любой композиции, образующий пленку на поверхности волокна и определяющий потребительские свойства напечатанного текстильного материала. Биндеры представляют собой высокодисперсные латексы - водные дисперсии полимеров (сополимеров), имеющих в качестве мономеров: эфиры акриловой или метакриловой кислот; акрилонитрил; винилацетат; акриламид; бутадиен; стирол; изоцианат, уретан. 7. Загуститель также является важнейшим компонентом любой композиции. Синтетические загустители, как правило, являются эмульсиями типа «масло в воде» редкосшитых акрилатных полимеров с очень длинными извитыми цепочками, находящимися в форме клубков. Концентрации загустителей различных марок лежат в пределах 10...30 г/кг. 8. Мягчитель рекомендуется применять в следующих случаях: если по каким-либо причинам выбран жесткий биндер; при высоких концентрациях связующего; при использовании в составе печатной краски фиксатора; при необходимости получения особенно мягкого грифа; как правило, при печати на трикотажных полотнах. 9. Модификатор вязкости улучшает реологические свойства печатной краски, совершенствуя ее текучесть. Модификаторы вязкости различной природы (от глицерина до современных акрилатных полимеров типа Принтоген RM) улучшают тиксотропные свойства, то есть поведение печатной краски под раклей, проходимость краски по печатной машине, устраняют различные пороки печати. Обычная норма по концентрации модификатора вязкости - около 5 г/кг. 10. Минеральное масло (обычно - хорошо очищенное веретенное масло) добавляется в некоторых случаях в концентрациях до 5 г/кг, для предотвращения забивания шаблонов, выступая в качестве обычной «смазки». 11. Фиксатор (закрепитель, фиксирер, сшивающий агент) применяется в случае необходимости для придания высокой устойчивости окраски пигментами к мокрым обработкам и трению, прежде всего на материалах из синтетических волокон и их смесях с целлюлозными. В роли фиксаторов выступают термореактивные смолы, образующие с помощью поперечных сшивок трехмерную сетчатую структуру, химически связываясь также с пленкообразующим полимером и полимером волокна (целлюлозного или полиамидного). 12. Пигмент - органическое или неорганическое красящее вещество в форме водной дисперсии. |
 -
изменение свободной энергии, происходит
на поверхности фаз жидкость – твердое
вещество,
-
изменение свободной энергии, происходит
на поверхности фаз жидкость – твердое
вещество, Ск
– содержание красителя в волокне,
С(в) - в воде.
Ск
– содержание красителя в волокне,
С(в) - в воде. 2-ое
уравнение по Лосеву не противоречит
уравнению Генри, если учесть, что
краситель в воде ассоциирован. Позже
была учтена фиксация красителя на
волокне, и процесс крашения был описан,
как уравнение 2-го порядка:
2-ое
уравнение по Лосеву не противоречит
уравнению Генри, если учесть, что
краситель в воде ассоциирован. Позже
была учтена фиксация красителя на
волокне, и процесс крашения был описан,
как уравнение 2-го порядка:

 -
постоянные величины. Величина адсорбции
и красителей носит случайный характер,
т.к. зависит от соотношения диффузионной
способности красителя и его субстативности
(величина адсорбции красителя
волокнистым материалом в момент
равновесия).
-
постоянные величины. Величина адсорбции
и красителей носит случайный характер,
т.к. зависит от соотношения диффузионной
способности красителя и его субстативности
(величина адсорбции красителя
волокнистым материалом в момент
равновесия).
 ,
Х – величина адсорбции, m
– количество адсорбента в гр.
,
Х – величина адсорбции, m
– количество адсорбента в гр.
 -
конечная концентрация в красильной
ванне,
-
конечная концентрация в красильной
ванне, -
эмпирические коэффициенты,
m = 1/n.
-
эмпирические коэффициенты,
m = 1/n.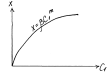

 -μкр
в в-не=
μкр.в.в-не0+
Rtlnaкр
в в-не
– для описания красителя в волокне.
-μкр
в в-не=
μкр.в.в-не0+
Rtlnaкр
в в-не
– для описания красителя в волокне.