

ОРГ срс Тарасова
.pdfОкончание табл. 3
Разность |
Св. 475 |
Св.500 |
Св.530 |
Св.560 |
Св.600 |
Св.630 |
Св.670 |
диаметров |
до 500 |
до 530 |
до 560 |
до 600 |
до 630 |
до 670 |
до 710 |
сечений, мм |
|
|
|
|
|
|
|
Дополнительный |
|
|
|
|
|
|
|
припуск на |
18 |
19 |
20 |
22 |
23 |
24 |
25 |
диаметр, мм |
|
|
|
|
|
|
|
Минимальные размеры высот и длин уступов и выемок поковок в соответствии с типовым чертежом поковки (рис. 2) приведены в табл. 4 и 5 соответственно.
Рисунок 2 - Типовой чертеж поковки
Таблица 4 - Минимальные размеры высот уступов и выемок поковок
|
|
Диаметр (D2, |
D3 , D5 , D6) , примыкающий к уступу, мм |
|
|
||||||
Длина |
До |
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
|
Св. |
200 |
200 |
235 |
270 |
300 |
335 |
|
370 |
400 |
435 |
||
поковки, |
|
до |
до |
до |
до |
до |
|
до |
до |
|
до |
мм |
|
235 |
270 |
300 |
335 |
370 |
|
400 |
435 |
470 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальная выполнимая высота уступа (h1, h2, h5, h6) |
|
|
|||||||
|
|
|
|
или выемки ( h3, h4), мм |
|
|
|
|
|||
До 1000 |
12 |
12 |
14 |
15 |
16 |
17 |
|
18 |
19 |
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
Св.1000 |
12 |
13 |
15 |
16 |
17 |
18 |
|
19 |
20 |
|
21 |
до 2000 |
|
|
|
|
|
|
|
|
|
|
|
Св. 2000 |
13 |
15 |
16 |
17 |
18 |
19 |
|
20 |
21 |
|
22 |
до 3000 |
|
|
|
|
|
|
|
|
|
|
|
Св. 3000 |
15 |
16 |
17 |
18 |
19 |
20 |
|
21 |
22 |
|
23 |
до 4000 |
|
|
|
|
|
|
|
|
|
|
|
21
Окончание табл. 4
|
|
|
Диаметр (D2, |
D3 , D5 , D6) , примыкающий к уступу, мм |
|
|
||||||
Длина |
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
|
Св. |
|
470 |
|
500 |
535 |
570 |
600 |
635 |
|
670 |
700 |
750 |
||
поковки, |
до |
до |
до |
до |
до |
до |
|
до |
до |
|
до |
|
мм |
500 |
|
535 |
570 |
600 |
635 |
670 |
|
700 |
750 |
800 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальная выполнимая высота уступа (h1, h2, h5, h6) |
|
|
|||||||
|
|
|
|
|
или выемки ( h3, h4), мм |
|
|
|
|
|||
До 1000 |
21 |
|
22 |
23 |
24 |
25 |
26 |
|
27 |
28 |
|
29 |
Св.1000 |
22 |
|
23 |
24 |
25 |
26 |
27 |
|
28 |
29 |
|
30 |
до 2000 |
|
|
|
|
|
|
|
|
|
|
|
|
Св. 2000 |
23 |
|
23 |
25 |
26 |
27 |
28 |
|
29 |
30 |
|
31 |
до 3000 |
|
|
|
|
|
|
|
|
|
|
|
|
Св. 3000 |
24 |
|
25 |
26 |
27 |
28 |
29 |
|
30 |
30 |
|
31 |
до 4000 |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 - Минимальные размеры длин уступов и выемок поковок |
||||||||||||
|
|
|
|
|
|
|
||||||
|
|
|
Диаметр (D2, |
D3 , D5 , D6) , примыкающий к уступу, мм |
|
|
||||||
Длина |
До |
|
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
|
Св. |
200 |
|
200 |
235 |
270 |
300 |
335 |
|
370 |
400 |
435 |
||
поковки, |
|
|
до |
до |
до |
до |
до |
|
до |
до |
|
до |
мм |
|
|
235 |
270 |
300 |
335 |
370 |
|
400 |
435 |
470 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
Минимальная длина выполнимого уступа (l1, l2, l6, l7) или выемки ( l4), мм |
|||||||||||
До 2000 |
150 |
|
170 |
190 |
210 |
230 |
250 |
|
270 |
290 |
|
310 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.2000 |
170 |
|
190 |
210 |
230 |
250 |
270 |
|
290 |
310 |
|
330 |
до 3000 |
|
|
|
|
|
|
|
|
|
|
|
|
Св. 3000 |
190 |
|
210 |
230 |
250 |
270 |
290 |
|
310 |
330 |
|
350 |
до 4000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
Диаметр (D2, |
D3 , D5 , D6) , примыкающий к уступу, мм |
|
|
||||||
|
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
|
Св. |
|
Длина |
470 |
|
500 |
535 |
570 |
600 |
635 |
|
670 |
700 |
750 |
|
поковки, |
до |
до |
до |
до |
до |
до |
|
до |
до |
|
до |
|
мм |
500 |
|
535 |
570 |
600 |
635 |
670 |
|
700 |
750 |
800 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
Минимальная длина выполнимого уступа (l1, l2, l6, l7) или выемки ( l4), мм |
|||||||||||
До 2000 |
330 |
|
350 |
370 |
390 |
410 |
430 |
|
450 |
470 |
|
490 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.2000 |
350 |
|
370 |
390 |
410 |
430 |
450 |
|
470 |
490 |
|
510 |
до 3000 |
|
|
|
|
|
|
|
|
|
|
|
|
Св. 3000 |
370 |
|
390 |
410 |
430 |
450 |
470 |
|
490 |
510 |
|
530 |
до 4000 |
|
|
|
|
|
|
|
|
|
|
|
|
Бурты и фланцы на поковках должны быть выполнены в соответствии с рис. 3 и табл. 6.
22

Рисунок 3 - Бурты и фланцы на поковках
Таблица 6 - Размеры буртов
Диаметр, |
|
|
Диаметр D1 или размер H бурта, мм |
|
|
|||||
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
|
примыкающий |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
|
800 |
900 |
к бурту, мм |
до |
до |
до |
до |
до |
до |
до |
|
до |
до |
|
200 |
300 |
400 |
500 |
600 |
700 |
800 |
|
900 |
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальная поковочная длина бурта, мм |
|
|||||||
До 100 |
30 |
60 |
100 |
130 |
- |
- |
- |
|
- |
- |
Св. 100 до 200 |
20 |
50 |
80 |
110 |
140 |
180 |
200 |
|
240 |
- |
Св. 200 до 300 |
- |
30 |
60 |
100 |
120 |
160 |
190 |
|
220 |
260 |
Св. 300 до 400 |
- |
- |
40 |
70 |
100 |
140 |
170 |
|
200 |
240 |
Св. 400 до 500 |
- |
- |
- |
60 |
90 |
120 |
150 |
|
180 |
220 |
Св. 500 до 600 |
- |
- |
- |
- |
70 |
100 |
130 |
|
160 |
200 |
Св. 600 до 700 |
- |
- |
- |
- |
- |
80 |
110 |
|
140 |
180 |
Св. 700 до 800 |
- |
- |
- |
- |
- |
- |
100 |
|
130 |
160 |
Св. 800 до 900 |
- |
- |
- |
- |
- |
- |
- |
|
110 |
140 |
Св. 900 до 1000 |
- |
- |
- |
- |
- |
- |
- |
|
- |
120 |
4 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Тема: Проектирование заготовки для заданной детали из заданной марки стали методом свободной ковки на прессах (ГОСТ 7062)
Задание:
Назначить основные и дополнительные припуски предельные отклонения.
Проверить выполнимость концевых и промежуточных уступов, буртов, фланцев и выемок для поковки круглого сечения с уступами.
Спроектировать заготовку.
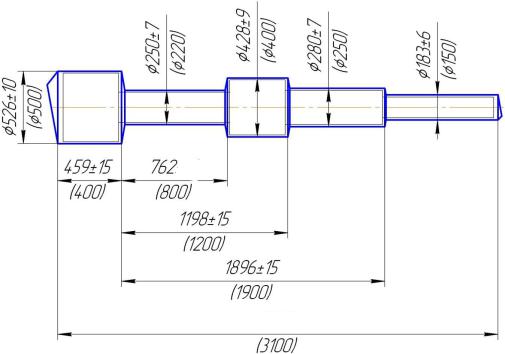
Исходные данные: Изделие «Вал» (рис. 4). Производство – единичное. Материал – Сталь 20 ГОСТ 1050-88.
23

Рисунок 4 - Вал
Материал заготовки – Сталь 20 ГОСТ 1050-88
Таблица 1. Химический состав стали 20 ГОСТ 1050-88 (%)
C |
|
Si |
Mn |
|
Ni |
|
S |
|
P |
Cr |
Cu |
Au |
0.17… |
|
0.17… |
0.35… |
|
до |
|
до |
|
до |
до |
до |
до |
0.24 |
|
0.37 |
0.65 |
|
0.25 |
|
0.04 |
|
0.04 |
0.25 |
0.25 |
0.08 |
Твердость НВ 156. |
|
|
|
|
|
|
|
|
|
|||
Температура ковки 1280…750 |
0С. |
|
|
|
|
|
||||||
4.1 |
Назначение |
основных |
и |
дополнительных |
припусков и |
|||||||
предельных отклонений
Деталь имеет более двух уступов, следовательно, за основное принимают сечение, имеющее наибольший диаметр (D = 500 мм).
Основные припуски и допуски на диаметр определяют по табл. 2, дополнительные - по табл. 3:
-на диаметр 500 мм основной припуск и допуск (26 ± 10) мм, дополнительный припуск не выбирают;
-на диаметр 220 мм основной припуск и допуск (20 ± 7) мм, дополнительный припуск 10 мм;
-на диаметр 400 мм основной припуск и допуск (24 ± 9) мм, дополнительный припуск 4 мм;
-на диаметр 250 мм основной припуск и допуск (21 ± 7) мм, дополнительный припуск 9 мм;
-на диаметр 150 мм основной припуск и допуск (20 ± 6) мм, дополнительный припуск 13 мм.
24

Припуски и допуски по длине поковки определяют в соответствии с рис. 1 методических указаний. За базу выбирают торец выступа наибольшего сечения, не являющегося торцом поковки.
– |
на длину 400 мм - припуск плюс 58,5 мм, округляем до 59 мм, |
допуск |
±15 мм; (припуск: 1,5·26 + 0,75·26 = 58,5 мм,; предельное |
отклонение ±1,5·10 = ±15 мм); |
|
– |
на длину 800 мм - припуск минус 37,5 мм, допуск не назначается; |
(припуск: -0,75·26 - 0,75·24 = -37,5 мм, округляем до 38 мм; предельных отклонений нет);
–на длину 1200 мм - припуск минус 1,5 мм, округляем до -2 мм допуск ±15 мм; (припуск: -0,75·26 + 0,75·24 = -1,5 мм; предельное отклонение ±1,5·10 = ±15 мм);
–на длину 1900 мм - припуск минус 3,75 мм, округляем до 4 мм, допуск ±15 мм; (припуск: -0,75·26 + 0,75·21 = -3,75 мм; предельное отклонение ±1,5·10 = ±15 мм);
–на длину 3100 мм - припуск плюс 69 мм, допуск ±24 мм;
(припуск: 1,5·26 + 1,5·20 = 69 мм; предельное отклонение ±1,5·(10+6) = ±24 мм).
Поковка с назначенными на нее основными и дополнительными припусками и допусками приведена на рисунке 5 (размеры округляем).
3169±24
Рисунок 5 - Поковка с назначенными на нее основными и дополнительными припусками и допусками
4.2 Проверка выполнимости концевых и промежуточных уступов, фланца и выемки
Промежуточный уступ диаметром 280 мм и длиной 698 мм выполним, так как высота уступа hy = 0,5 . (428 - 280) = 74 мм больше
25
минимальной высоты 22 мм, регламентируемой табл. 4, а его длина больше минимальной длины ly = 330 мм, регламентируемой табл. 5.
Концевой уступ диаметром 183 мм и длиной 814 мм выполним, так как высота уступа hy = 0,5 . (280 - 183) = 48,5 мм больше минимальной высоты 18 мм, регламентируемой табл. 4, а его длина больше минимальной длины ly = 250 мм, регламентируемой табл. 5.
Выемка диаметром 250 мм и длиной 762 мм выполнима. По табл. 5 минимальная длина выемки должна быть 390 мм, следовательно, рассматриваемая длина соответствует стандарту.
Фланец диаметром 526 мм и длиной 459 мм при диаметре соседнего уступа 250 мм, выполним, так как высота уступа hy = 0,5.(526 - 250) = 136
ммбольше минимальной высоты 25 мм, регламентируемой табл. 4 и длина больше минимальной, равной 120 мм по табл. 6.
Бурт диаметром 428 мм и длиной 436 мм при диаметре соседнего уступа 280 мм, выполним, так как высота уступа hy = 0,5 . (428 - 280) = 74
ммбольше минимальной высоты 22 мм, регламентируемой табл. 4 и длина больше минимальной, равной 100 мм по табл. 6.
Окончательные размеры поковки приведены на рисунке 6.
3169±24
Рисунок 6 – Окончательные размеры поковки
26
Семестровое задание №3
Проектирование заготовки для заданной детали из заданной марки стали методом штамповки (ГОСТ 7505)
Работу выполнять по практическому занятию №5: Определение припусков и размеров проектируемых заготовок, получаемых обработкой металла давлением. Методические указания к выполнению практических занятий по дисциплине «Выбор и проектирование заготовок» (электронная библиотека).
Семестровое задание №4
Проектирование заготовки для данной детали из заданной марки материала методом литья в песчаные формы (ГОСТ 26645-85)
Работу выполнять по практическому занятию №3: Определение припусков и размеров проектируемых литых заготовок (ГОСТ 26645). Методические указания к выполнению практических занятий по дисциплине «Выбор и проектирование заготовок» (электронная библиотека).
Семестровое задание №5
Проектирование заготовки для данной детали из заданной марки материала методом литья в кокиль (ГОСТ 26645-85)
Работу выполнять по практическому занятию №3: Определение припусков и размеров проектируемых литых заготовок (ГОСТ 26645). Методические указания к выполнению практических занятий по дисциплине «Выбор и проектирование заготовок» (электронная библиотека).
27
СПИСОК ЛИТЕРАТУРЫ
1.ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. М.: Издательство стандартов, 1989. - 56 с.
2.ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров. М.: Издательство стандартов, 1993. -
18 с.
3.ГОСТ 7062 - 90. Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски. М.: Издательство стандартов, 1991. - 46 с.
4.ГОСТ 7505 - 89Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. М.: Издательство стандартов, 1990. - 54 с.
5.ГОСТ 7829-70. Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски. М.: Издательство стандартов, 1992. Переиздание с изменением. - 42 с.
6.ГОСТ 8479 - 70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия. М.: Издательство стандартов, 1971. - 18 с.
7.Машиностроение . Энциклопедия / Ред. совет: К.В.Фролов (пред.)
идр. - М.: Машиностроение. Технология заготовительных производств. Т. III - 2 / И.Л. Акаро, Р.А. Андриевский, А.Ф. Аржанов и др.; Под общ. ред.
В.Ф. Мануйлова.1996. - 736 с., ил.
8.Проектирование и производство заготовок: учебник / А.Г. Схиртладзе, В.П. Борискин, А.В. Макаров. - 3-е изд., перераб. и доп. - Старый Оскол: ТНТ, 2009. - 448 с.
9.Расчет припусков и межпереходных размеров в машиностроении: Учеб. пособ. для машиностроит. спец. вузов / Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.С. Островский; под ред. В.А. Тимирязева. -
М.: Высш. шк., 2004.- 272 с.: ил.
10.Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов. 6-е изд., испр. и доп. / А. М. Дальский, Т. М. Барсукова, А. Ф. Вязов и др. – М.: Машиностроение, 2005. – 592 с.
11.Харламов Г.А., Тарапанов А.С. Припуски на механическую обработку: Справочник. - М.: Машиностроение, 2006. - 256 с.: ил.
28
Учебное издание
Тамара Сергеевна Тарасова
ВЫБОР И ПРОЕКТИРОВАНИЕ ЗАГОТОВОК. МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ВЫПОЛНЕНИЮ ОргСРС
Методическое указание
План электронных изданий 2012 г. Поз. № 140В Подписано на «Выпуск в свет» 12.01.12. Уч-изд. л. 1,73. На магнитоносителе.
Волгоградский государственный технический университет 400131, г. Волгоград, пр. Ленина, 28. корп. 1
29