Современное здание. Конструкции и материалы (2006)
.pdf



é ä é ç ç õ Ö ë à ë í Ö å õ
|
|
Ä |
|
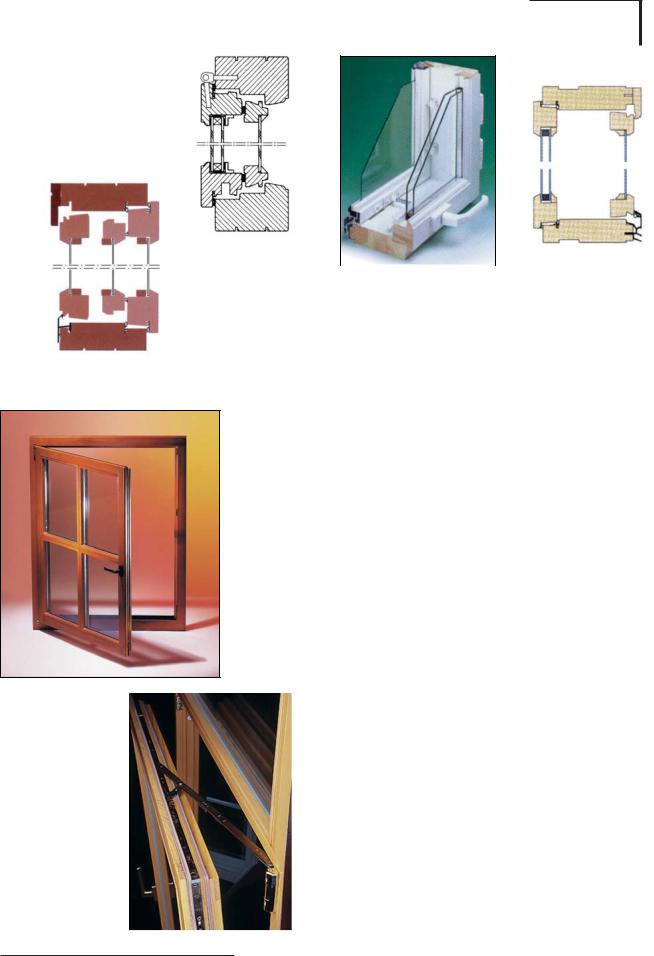
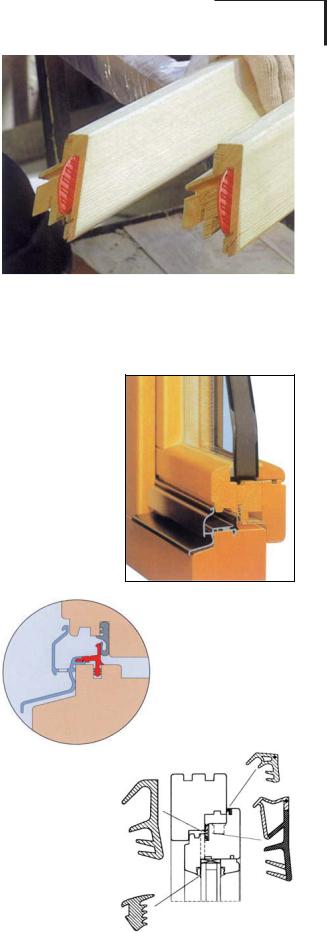
Открывание окон с одинарными и спаренными створ- |
|
|
|
|
ками с помощью современной фурнитуры может быть любым: |
|
|
|
|
поворотным (рис.2.5.32А), откидным (с верхним или нижним |
|
|
|
|
подвесом), поворотно-откидным (комбинированным, рис. |
|
|
|
|
2.5.32Б), вращающимся или раздвижным. Причем в одной ко- |
|
|
|
Å |
робке возможна установка створок с различными способами |
|
|
|
открывания. Наиболее часто применяется при двухстворчатом |
|
|
|
|
|
|
|
|
|
|
окне с фрамугой поворотное открывание одной створки, по- |
êËÒ.2.5.26 |
|
|
|
воротно-откидное другой и откидное фрамуги с нижним под- |
|
|
|
весом. Вращающиеся створки позволяют поворачивать их на |
|
LJ ˇÌÚ˚ |
|
|
||
ÛÒÚ‡ÌÓ‚ÍË ÎÓÊÌ˚ı |
|
|
180°, что облегчает уход за ними. |
|
„Ó ·˚θÍÓ‚ |
|
|
Оконные блоки с раздельными створками состоят из |
|
(SP FONSTER). |
|
|
|
|
|
|
коробки, в которой на некотором расстоянии закреплены |
||
|
|
|
|
|
|
|
|
|
створки. Возможные варианты остекления: 1+1 или 1+2. В сов- |
|
|
|
|
|
|
|
|
|
ременных конструкциях фурнитура позволяет открывать обе |
|
|
|
|
створки одной ручкой. Но возможности открывания в подоб- |
|
|
|
|
ных конструкциях ограничены, поворотно-откидной способ |
|
|
|
|
невозможно использовать из-за большой ширины коробки. |
|
|
|
|
Преимущество двухстворчатых конструкций состоит в |
|
|
|
|
том, что только внешняя рама подвергается воздействию вет- |
|
|
|
|
ра, дождя и снега. На нее же попадает и основная часть уль- |
|
|
|
|
трафиолетового излучения солнца. Для того чтобы на внут- |
|
|
|
|
ренней поверхности стекла у внешней створки в уплотнениях |
êËÒ.2.5.27 |
|
|
|
не образовывался конденсат, устраивают прорези для венти- |
|
|
|
ляции. Таким образом, внутренняя (основная) створка, имею- |
|
LJ ˇÌÚ ÛÒÚ‡ÌÓ‚ÍË |
|
|||
˘ÂÎÂ‚Ó„Ó |
|
щая два контура уплотнения, находится в благоприятных ус- |
||
‚ВМЪЛОflˆЛУММУ„У |
|
|||
|
ловиях (она полностью защищена от атмосферных воздей- |
|||
Í·ԇ̇ (SP FONSTER). |
|
|||
|
|
|
|
ствий). |
|
|
|
|
Между створками можно устанавливать жалюзи, при |
|
|
|
|
этом ручка управления выводится внутрь помещения или при- |
|
|
|
|
меняется дистанционный способ управления для высоких |
|
|
|
|
фрамуг. Защитные жалюзи, москитные сетки и навесные став- |
|
|
|
|
ни легко монтируются в любые конструкции деревянных окон. |
|
|
|
|
Комбинированные оконные конструкции состоят из |
|
|
|
|
раздельно-спаренных створок, причем наружная створка оди- |
|
|
|
|
нарная, а внутренние спаренные. |
|
|
|
|
Окна с двойными переплетами обладают следующими дос- |
|
|
|
|
тоинствами: |
|
|
|
|
• при правильном конструировании таких окон достигается |
|
|
|
|
значительное улучшение звуко- и теплоизоляции и практичес- |
|
|
|
|
ки исключается конденсация влаги; |
|
|
|
|
• внутренний оконный переплет поддерживает и усиливает на- |
|
|
|
|
ружный переплет в случае механических воздействий на него; |
|
|
|
|
к тому же внутренний переплет практически не подвергается |
êËÒ.2.5.28 |
|
|
|
разрушающему воздействию неблагоприятных погодных ус- |
|
|
|
ловий; |
|
фВОВ‚˚В ‚ВМЪЛОflˆЛУММ˚В |
|
|||
Í·ԇÌ˚ (DOMUS). |
|
• остекление с внутренней стороны наружной рамы повышает |
||
|
|
|
|
долговечность деревянной конструкции окна. |
|
|
|
|
Естественно, что окна с двойными переплетами (створ- |
|
|
|
|
ками) значительно дороже, чем окна с одинарными створка- |
|
|
|
|
ми. При выборе конструкции окна надо руководствоваться |
|
|
|
|
принципами разумной достаточности, ведь порой нет необхо- |
|
|
|
|
димости применять окно усложненной конструкции, если окна |
|
|
|
|
с одинарной створкой и двухкамерным стеклопакетом или с |
|
|
|
|
однокамерным стеклопакетом и низкоэмиссиоными стеклами, |
|
|
|
|
с наполнением специальным газом отвечают нормативным |
|
|
|
|
требованиям. |
êËÒ.2.5.29 |
|
|
|
Помимо чисто деревянных окон разработаны комбини- |
|
|
|
рованные конструкции (дерево-алюминиевые, дерево-плас- |
|
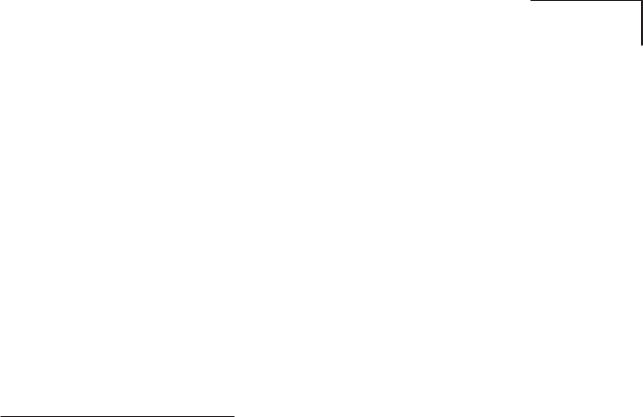
Ñ ‚flÌÌÓ ÓÍÌÓ Ò Ó‰Ë̇ Ì˚ÏË |
|
|||
|
тиковые и др.), см. раздел 2.5.6 |
|||
ÒÚ‚Ó Í‡ÏË (BMB FENSTERBAU). |
|
|||