

книги / Техническое обслуживание и текущий ремонт кузовов автомобилей
..pdfческих материалов. Состав устойчив в кислых и щелочных средах ванн анодирования;
−клей 88-Н используют для приклеивания холодным способом резины к металлам, стеклу и другим материалам, а также для склеивания резины с резиной;
−клеи 88-НП-35, 88-НП-43, 88-НП-130 холодного отверждения применяют при сборке кузовов автомобилей ВАЗ для крепления различных материалов к окрашенному металлу, стеклу и т.д.
Детали из органического стекла склеивают размягчением склеиваемых поверхностей дихлорэтаном или используют в качестве клея раствор, состоящий из 2–3 % опилок органического стекла и муравьиной кислоты или дихлорэтана. Для предотвращения быстрого испарения и загущения клея его хранят в закрытом сосуде при 18–20 °С. Загустевший клей до получения рабочей вязкости в виде концентрированного сиропа разбавляют дихлорэтаном.
Эпоксидные клеи универсальны, приготовление и применение их несложно, и они не требуют давления при склеивании. При ремонте кузовов используют эпоксидные клеевые композиции, свойства которых зависят от их состава. Эпоксидные композиции изготовляют из составных частей, чаще всего из эпоксидной смолы ЭД-16 или ЭД-20, пластификатора – дибутилфталата, наполнителя и отвердителя.
Эпоксидные смолы в полимерных композициях являются связующими, пластификаторы уменьшают хрупкость, увеличивают эластичность отвержденных эпоксидных смол, наполнители увеличивают теплопроводность, повышают коэффициент линейного расширения и снижают усадку смолы.
Поэтому наполнители влияют на физико-механические и технологические свойства компаунда. В качестве наполнителей применяют слюдяную пыль, измельченный асбест, стальной или чугунный порошок и др.
71
Вид и количество отвердителя определяют скорость и степень изменения физического состояния композиции. Для заделки вмятин в кузовах и оперении обычно используют в качестве отвердителя полиэтиленполиамин или гексаметилендиамин, при которых отверждение композиции происходит без подогрева в нормальных температурных условиях. В табл. 3.1 приведены некоторые составы композиций, применяемых приремонтекузова.
|
|
|
|
Таблица 3 . 1 |
||
Составы композиций для ремонта кузова |
|
|
||||
|
|
|
|
|
|
|
|
Содержание компонента в составе (массовая |
|||||
Компонент |
|
|
доля) |
|
|
|
|
|
|
|
|
|
|
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
№ 5 |
№ 6 |
|
|
|
|
|
|
|
Эпоксидная смола: |
|
|
|
|
|
|
ЭД-16 |
100 |
– |
– |
– |
– |
– |
ЭД-20 |
– |
100 |
100 |
100 |
100 |
100 |
Дибутилфталат |
20–25 |
15 |
20 |
20 |
20 |
20 |
Графит |
– |
– |
– |
– |
45 |
50 |
Алюминиевая пудра |
– |
– |
– |
5 |
– |
– |
Молотая слюда |
100–150 |
20 |
50 |
40 |
– |
– |
Стальнойиличугунныйпорошок |
– |
150 |
– |
– |
– |
60 |
Полиэтиленполиамин |
11–12 |
10 |
10–11 |
10–11 |
10 |
10 |
Пластмассы используют для нанесения покрытий, заделки вмятин и сварных швов в кузовах. Термостойкая масса ТПФ-37 состоит из поливинилбутиралевой смолы, полиэтилена, фенолформальдегидной смолы, наполнителя и стабилизатора. Термопорошок наносят на поверхности кузова газопламенным напылением.
Присадки. Присадки применяют для соединения деталей кузова или выравнивания неровностей. Выбор присадочных материалов зависит от способа устранения повреждения: пайкой или сваркой.
При устранении повреждений пайкой применяют оловянноцинковые и медно-цинковые припои.
72
Из оловянно-свинцовых припоев наибольшее применение для заполнения неровностей на кузове имеет припой ПОС Су 4–6 с температурой начала плавления 244 °С. Он обеспечивает высокую прочность пайки и обладает хорошими противокоррозионными свойствами.
В качестве флюса при пайке используют 100 %-ный водный раствор хлористого цинка, или 75 %-ный водный раствор хлористого цинка и 25 %-ный хлористого аммония, или100 %-ный спиртовый раствор канифоли.
Медно-цинковые припои обеспечивают прочность шва выше, чем при использовании оловянно-свинцовых припоев,
атакже высокие противокоррозионные свойства. Температура плавления этих припоев составляет 825–905 °С. Наибольшее распространение имеют припои ПМЦ-54, Л63 и Л68. При пайке в качестве флюса используют буру или смесь 50 % буры и 50 % борной кислоты.
Устранение дефектов сваркой в среде углекислого газа выполняют с использованием в качестве присадочного материала проволоки марок Св-10ГС, Св-10ГСМ, Св-08ГС, Св-08Г2СА диаметром 0,7–1,0 мм.
Газообразные вещества. Газообразные вещества используют при ремонте кузовов с различными целями. Ацетиленокислородные и пропанобутановые смеси используют в качестве горючих газов, а углекислоту – для защиты сварочного шва от
окисления.
Кислород – бесцветный газ, не имеющий запаха. Масса 1 м3 кислорода при температуре 0 °С и давлении 100 кПа равна 1,429 кг,
апри температуре 20 °С при том же давлении – 1,312 кг. Для сварочных работ используют чистый кислород. Количество примесей азота и аргона в нем не должно превышать 0,8–1,5 %.
Ацетилен – бесцветный газ, благодаря наличию в нем примесей имеет специфический резкий запах. В промышленности получают в генераторах в результате взаимодействия карбида кальция и воды.
73
Ацетилен взрывается:
−при нагревании до температуры 450–500 °С и одновременном повышении давления до 150–200кПа в смеси с воздухом или кислородом при наличии искры, открытого пламени, нагретой поверхности или другого источника воспламенения;
−при длительном соприкосновении с красной медью или серебром;
−при температуре воды в ацетиленовом генераторе выше
60–70 °С.
Пропан технический является бесцветным газом с резким запахом. Он состоит из пропана или пропана и пропилена, суммарное содержание которых должно быть не менее 93 %. При
температуре 20 °С пропан переходит в жидкое состояние при давлении 850 кПа. Испарение 1 кг жидкого пропана дает 0,53 м3 паров. Пропанобутановая смесь – бесцветный газ с резким запахом, является побочным продуктом при переработке нефти.
Углекислый газ в сжиженном виде поставляют в баллонах под давлением 5000–6000 кПа. В баллон объемом 40 дм3 зали-
вают 25 кг жидкой углекислоты, которая при испарении образует 12 600 дм3 газа. Этого количества хватает на 12–15 часов непрерывной работы. Баллоны с углекислотой окрашены в черный цвет и имеют надпись желтого вета «Углекислота». Двуокись углерода нетоксична и невзрывоопасна. Содержание в рабочей зоне углекислого газа до 0,5 % объема воздуха не представляет опасности для здоровья, при более высоком содержании он оказывает вредное влияние.
Газообразные вещества транспортируют в баллонах малой (до 12 дм3) и средней (от 20 до 50 дм3) вместимости.
3.6.2. Инструмент и оборудование для ремонта кузовов
Универсальный инструмент. Универсальный и механизи-
рованный инструмент предназначен для выполнения работ по снятию, а затем установке съемных элементов кузова, а также для повышения производительности труда различных ремонтных воздействий.
74
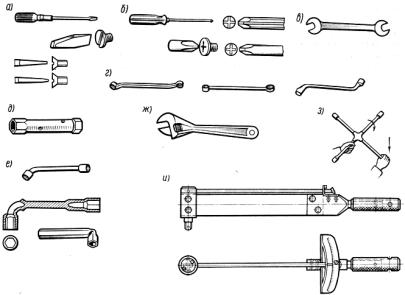
К универсальному инструменту относятся обычно слесарные мелкие принадлежности, предназначенные для выполнения механических работ: кернеры для разметки точек сверления; кувалда массой 5 кг для рихтовки несущих элементов кузова; киянка формовочная массой 0,43 кг для изготовления профилей ручным способом; молоток резиновый массой 0,3 кг для рихтовочных и сборочных работ; сверла спиральные (диаметром от 0,3 до 0,8 мм); зенкер цельный диаметром 10 мм (заточенный под углом 90°) для высверливания точек сварки; различные по форме напильники (плоский, квадратный, трехгранный, круглый, полукруглый); пила рихтовочная для опиловки лицевых поверхностей кузова; металлическая четырехрядная щетка для очистки металлических поверхностей и т.п. На рис. 3.11 изображены различные отвертки и гаечные ключи.
Рис. 3.11. Отвертки и гаечные ключи: а – обычная отвертка;
б– крестообразные отвертки; в – рожковый ключ; г – накидные ключи;
д– торцовый трубчатый ключ; е – торцовый изогнутый ключ;
ж– разводной ключ; з– крестовый ключ; и – динамометрический ключ
75
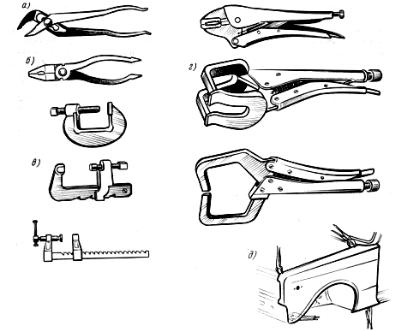
Зажимной инструмент. Зажимной инструмент используют для временного скрепления деталей, составляющих кузов, между собой, либо на инструменте. Зажимы состоят из двух шарнирно соединенных ручек и осуществляют закрепление детали между двумя губками различной формы. На рис. 3.12 изображены такие зажимы.
Рис. 3.12. Зажимные инструменты: а – многопозиционный зажим;
б– пассатижи универсальные; в – струбцины; г – клещи быстродействующие; д – фиксация панели клещами
Клещи быстродействующие (см. рис. 3.12, г) предназначе-
ны для временной фиксации панелей при их подгонке на кузове и состоят из зажимного регулируемого механизма и рукояток. Рукоятки клещей делают из штампованного листа, а губки – вставными. Клещи обычно имеют два шарнира. Для регулирования раствора губок применяют устройство с зажимным вин-
76
том, а рычажное устройство обеспечивает, кроме того, их мгновенную блокировку. Губки бывают зубчатыми или другой формы. При подготовке панелей с различными профилями кромок губки можно быстро заменить, подобрав необходимый профиль.
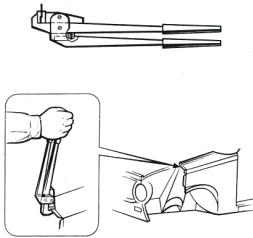
Клещи для формования кромки лицевых панелей (рис. 3.13)
кузова состоят из ползуна, зажимного механизма и рычагов (для создания усилия на зажимных губках). Конструкция клещей позволяет формовать привариваемые кромки деталей при соединении их заподлицо с основной деталью непосредственно на кузове (из металла толщиной до 0,9 мм).
а
б
Рис. 3.13. Клещи для формования кромки:
а – общий вид; б – приемы использования при ремонте кузова
Ручной инструмент предназначен для формообразования (рихтовки) листового металла и выравнивания поверхности за счет пластического деформирования листового металла кузова ударными воздействиями (рис. 3.14 и 3.15).
77
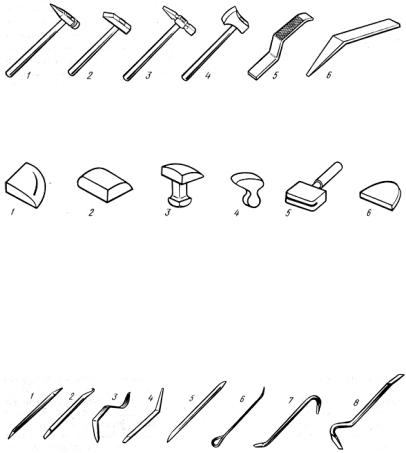
Рис. 3.14. Молотки: 1 – рихтовочный; 2 – облегченного типа; 3 – для загибки фланцев; 4 – с выпуклой ударной частью;
5 – специальный с насечкой ударной части; 6 – молоток – гладилка
Рис. 3.15. Фасонные плиты, оправки, наковальни: 1 – плита для чистовой отделки поверхности лицевых деталей; 2 – плита для исправления вмятин; 3, 4 – наковальни для восстановления профилей деталей; 5 – оправка для исправления фланцев и желобов; 6 – плита для отделки плоских поверхностей
Оборудование для правки деформированных участков поверхности кузова силовым воздействием (рисунки 3.16–3.19).
Рис. 3.16. Рычаги и прижимы для исправления вмятин: 1 – рычаг для исправления дефектов штамповки; 2 – рычаг для рихтовки крыльев после окраски; 3 – рычаг-прижим; 4 – рычаг для исправления вмятин; 5 – рычаг пластинчатый для исправления вмятин в труднодоступных местах; 6 – рычаг для исправления различных дефектов; 7 – рычаг для предварительной правки; 8 – рычаг для устранения больших деформаций
78
а
б
в
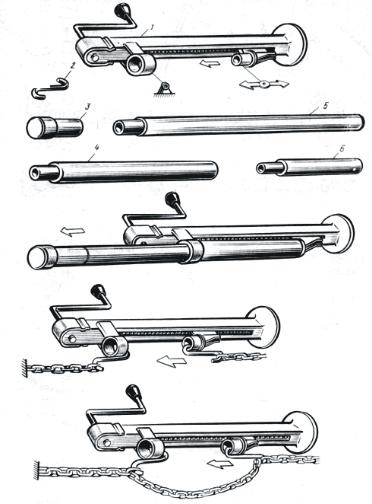
Рис. 3.17. Винтовое приспособление для правки кузова на базе домкрата 2121 – 3901250: а – силовое устройство
скрюком и набором насадок; б – силовое устройство
всборе для создания растягивающих (разжимающих) усилий;
в– схемы монтажа силового устройства для создания стягивающих усилий при правке
79
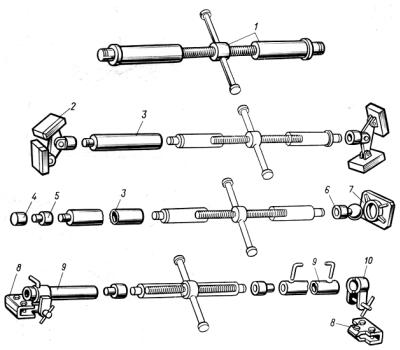
Рис. 3.18. Комплект винтовых растяжек
Механизированный инструмент. Механизированный ин-
струмент позволяет значительно повысить производительность труда за счет сокращения времени при выполнении таких работ, как разборка и сборка резьбовых соединений, высверливание отверстий, оборванных ботов и шпилек, зачистка сварных швов и различных неровностей и т.д. В зависимости от способа приведения рабочего органа в движение инструмент бывает с электрическим и пневматическим приводом. В качестве рабочего органа могут быть использованы сверла, металлические щетки, шлифовальные диски, отрезные круги, торцовые сменные головки и др.
80