

книги / Технологии и оборудование механической и физико-технической обработки
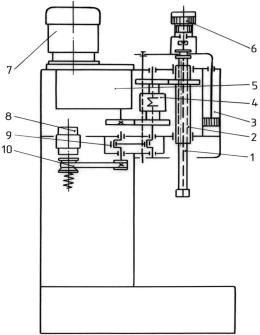
..pdfка». Станок предназначен для обработки отверстий диаметром от 6 до 50 мм, длиной 150–200 мм. Кинематическая схема станка представлена на рис. 5.12.
Рис. 5.12. Кинематическая схема хонинговального станка «ХОН-1»
На направляющих 4 станины смонтирована каретка 5 с приспособлением 6, в которой закрепляется обрабатываемая деталь 7. Каретка 5 шарнирно связана с коромыслом 9, одно плечо которого шарнирно связано с приводом 11 возвратно-поступатель- ного движения, а другое – шарниром 12 соединено с механизмом осцилляции 13. Таким образом, каретке 5 и обрабатываемой детали 7 одновременно сообщаются осевые колебания и возвратно-поступательное движение относительно вращающегося от привода 2 инструмента 3. Амплитуда и частота колебаний регулируются бесступенчато.
Процесс хонингования с круговой осцилляцией реализован на опытном вертикально-хонинговальном станке модели 3К83, который выпускался Стерлитамакским станкозаводом. Кинематическая схема станка показана на рис. 5.13. Круговые колебания генерируются с помощью шарнирного четырехзвенника 9, ведущий кривошипный вал которого через клиноременный вариатор 10 связан с электродвигателем 8. Круговые колебания с помощью дифференциала 4 суммируются с основным вращением, которое сообщается шпинделю 1 от основного электродвигателя 7 через
111
коробку скоростей 5, дифференциал 4 и гильзу 2. Благодаря этому шпиндель 1 и связанная с ним хонинговальная головка (на схеме не показана) получаютвращение спеременной скоростью.
Рис. 5.13. Кинематическая схема станка 3К83 с круговой осцилляцией
Для регулировки частоты и амплитуды круговых колебаний предусмотрена возможность бесступенчатого изменения числа оборотов ведущего кривошипа и изменения величины его радиуса. Возвратно-поступательное движение сообщается шпинделю от гидроцилиндра 3.
С точки зрения обеспечения оптимальной динамики процесса закон колебательных движений принимают синусоидальным. Результирующая траектория движения абразивных зерен при виброхонинговании представляет собой сложную гипоцик-
112
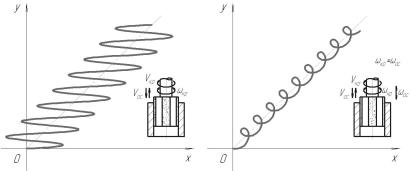
лическую кривую, образующуюся в результате наложения синусоидальных гармонических колебаний на винтовую линию. При вибрационном хонинговании как с круговыми, так и с осевыми колебаниями различают два вида траекторий: однонаправленные, при которых скорость основного движения больше максимальной скорости колебания, и разнонаправленные, когда скорость колебаний больше скорости основного движения. Разнонаправленная траектория при круговой осцилляции, развернутая на плоскость, показана на рис. 5.14, а.
а |
б |
Рис. 5.14. Траектория движения режущих зерен: а – при вибрационном хонинговании; б – при вихревом хонинговании
Траекторию движения абразивного зерна при вибрационном хонинговании, развернутую на плоскость, можно выразить параметрическими управлениями:
– для осевой осцилляции
X = Vкр t ; Υ = Bsin ωt +Vос t;
– для круговой осцилляции
X = Asin ωt +Vкр t ; Υ = Vос t,
где t – время; А, В – амплитуды соответственно круговых и осевых колебаний; ω – круговая частота колебаний; Vкр – скорость
113
вращения инструмента; Vос – скорость поступательного движения инструмента.
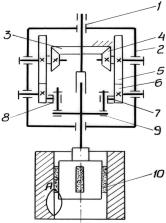
Развитием вибрационного хонингования является метод вихревого хонингования, разработанный в Рижском техническом университете. Основное отличие от предыдущих методов заключается в том, что инструменту одновременно сообщаются осевые и круговые колебания с одинаковыми частотами. На рис. 5.15 показана кинематическая схема устройства, реализующая вихревой метод хонингования.
Рис. 5.15. Кинематическая схема вихревого метода хонингования
На шпинделе 1 станка закреплен корпус 2 устройства. Соосно со шпинделем неподвижно установлено коническое зубчатое колесо 3, с которым связаны блоки зубчатых колес, конических 4 и цилиндрических 5, находящихся в зацеплении с зубчатыми колесами 6, на которых закреплены кривошипные пальцы 7. Кривошипные пальцы 7 с помощью вращательных пар 8 и поступательных пар 9 соединены с хонголовкой 10.
При вращении шпинделя 1 и связанного с ним корпуса 2 конические колеса 4 окатываются по неподвижному колесу 3 и передают с помощью колес 5 вращение колесам 6 с кривошипными
114
пальцами 7. Благодаря тому, что кривошипные пальцы 7 связаны с хонголовкой с помощью вращательных 8 и поступательных 9 пар, хонинговальная головка совершает сложное движение по петлеобразной траектории, описанной на цилиндрической поверхности. Развертка траектории на плоскость показана на рис. 5.14, б.
Параметрические уравнения, описывающие траекторию рабочего движения инструмента при вихревом методе хонингования, имеют вид
X= Аsin ωt +Vкр t;
Y= Вsin ωt +Vос t.
Таким образом, как при вихревом, так и при вибрационном хонинговании значительно усложняется траектория рабочего движения инструмента. Это позволяет более полно использовать режущую способность инструмента, уменьшить длину срезаемой стружки, повысить производительность и стабильность процесса хонингования. Кроме того, изменяя соотношения скоростей, а также амплитуду и частоту колебаний, можно варьировать конфигурацию траектории. Однако в силу ограниченных возможностей кинематики эти методы хонингования не располагают необходимым комплексом управляющих воздействий для обеспечения требуемой точности геометрической формы и шероховатости обрабатываемых поверхностей.
Обзор схем существующих доводочных и хонинговальных станков дает представление о разнообразии конструктивных идей в решении проблемы получения поверхности с высокой степенью точности. Проведенный анализ показал, что чем разнообразнее и сложнее траектория движения режущих зерен, тем полнее используется режущая способность инструмента, интенсифицируется процесс резания и тем лучше условия для получения требуемых параметров шероховатости и точности геометрической формы обрабатываемых поверхностей.
115
СПИСОК ЛИТЕРАТУРЫ
1.Автоматизация выбора режущего инструмента для станков с ЧПУ: моногр. / В.И. Авреченков, А.В. Аверченков, М.В. Терехов, Е.Ю. Кукло. – 2-е изд., стереотип. – М.: ФЛИНТА, 2011. – 151 с.
2.Каталог продукции CoroGuide [Электронный ресурс]. – URL: http://coroguide.coromant.sandvik.com.
3.SANDVIK Coromant Technical guide – Руководство по ме-
таллообработке. Точение – Turning: техн. справ. – SANDVIK Coromant, 2009. – 88 с.
4.Официальный сайт компании SANDVIK Coromant. – URL: www.sandvik.coromant.com.
5.Режущий инструмент. Альбом: учеб. пособие / В.А. Гречишников, А.Г. Схиртладзе, В.А. Иванов, В.К. Перевозников. – Пермь: Изд-во Перм. гос. техн. ун-та, 2007. – 437 с.
6.Маслов, А.Ф. Конструкции и эксплуатация прогрессивного инструмента. – М.: ИТО, 2006. – 169с.
7.Юликов М.И. Проектирование и производство режущего инструмента. – М.: Машиностроение, 1987. – 297с.
8.Васин С. В., Верещак А. С., Кушнер В. С. Резание материалов. Термомеханический подход к системе взаимосвязей при резании: учебник для техн. вузов. – М: Изд-во МГТУ им. Н.З. Баумана, 2001. – 448 с.
9.Теория резания. Физические и тепловые процессы в технологических системах: учебник для машиностроит. спец. вузов / Ящерицын П. И. [и др]. – Минск: Выш. шк., 1990. – 560 с.
10.Солоненко В.Г., Рыжкин А.А. Резание металлов и режущие инструменты: учеб. пособие для вузов. – М.: Высш. шк., 2007. – 414 с.
11.Гречишников В.А. Режущий инструмент. Альбом / под ред. В.А. Гречишникова. – М.: Станкин, 1996. – Ч. 1. – 348 с.
116
12.Васин С.А., Верещак А.С., Кушнер В.С. Резание материалов. – М.: Изд-во МГТУ им. Баумана, 2001. – 437 с.
13.Фельдштейн Е.Э., Корниевич М.А. Режущий инструмент. Эксплуатация: учеб. пособие. – М.: ИНФРА-М: Нов. знание, 2012. – 256 c.
14.Адаскин А.М., Колесов Н.В. Современный режущий инструмент: учеб. пособие для студ. учрежд. сред. проф. образова-
ния. – М.: ИЦ «Академия», 2012. – 224 c.
15.Журин А.В. Методы расчета технологических параметров и электродов-инструментов при электроэрозионной обработке: дис. … канд. техн. наук: 05.03.01. – Тула: Изд-во Тул. гос.
ун-та, 2005. – 132 с.
16.Елисеев Ю.С., Саушкин Б.П. Электроэрозионная обработка изделий авиационно-космической техники / под ред. Б.П. Саушкина. – М.: Изд-во МГТУ имН.Э. Баумана, 2010. – 437 с.
17.Серебреницкий П.П. Современные электроэрозионные технологии и оборудование: учеб. пособие; Балт. гос. техн. ун-т. –
СПб., 2007. – 228 с.
18.Коваленко В.С. Нетрадиционные методы обработки материалов в Японии // Электронная обработка материалов. – 2000. –
№3. – С. 4–12.
19.Золотых Б.Н. Об открытии и развитии электроэрозионной обработки материалов // Электронная обработка материалов. – 2003. – № 3. – С. 4–9.
20.Немилов Е.Ф. Электроэрозионная обработка материалов: учебник для ПТУ. – Л.: Машиностроение, Ленингр. отд.-е. 1983. – 160 с.
21.Золотых Б.Н. Влияние длительности импульса на электрическую эрозию металлов // Электричество. – 1956. – № 8. –
С. 19–31.
22.Съянов С.Ю. Технологическое обеспечение качества поверхностного слоя деталей при электроэрозионной обработке: дис. ... канд. техн. наук: 05.02.08; Брянск. гос. техн. ун-т. –
Брянск: БГТУ, 2002. – 166 с.
117
23.Библиотечка электротехнолога. Вып. 2. Электроэрозионная обработка металлов: учеб. пособие / Е.М. Левинсон [и др.]. – Л.: Машиностроение, 1971. – 256 с.
24.Фотеев Н.К. Технология электроэрозионной обработки. – М.: Машиностроение, 1980. – 184 с.
25.Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопере-
дача. – М.: Энергия, 1975. – 488 с.
26.Абляз Т.Р. Изучение изменения свойств электродов в зависимости от режимов проволочно-вырезной электроэрозионной обработки // Вестник ПГТУ. Машиностроение, материаловеде-
ние. – 2011. – №13(1). – С. 87–93.
27.Киселев М.Г. Электроэрозионная обработка материалов: учеб.-метод. пособие. – Минск: Технопринт, 2004. – 111 с.
28.Верхотуров А.Д., Гитлевич А.Е. Борис Романович Лазаренко – великий ученый и организатор науки (к 100-летию со дня рождения) // Металлообработка. – 2010 – №2(56). – С. 2–8.
29.Абразивная и алмазная обработка металлов: справ. / под ред. А.Н. Резникова. – М: Машиностроение, 1977. – 391 с.
30.Акмаев О.К. Устранение изогнутости оси отверстия при прецизионном хонинговании//СТИН. – 2007. – №11. – С. 21–25.
31.Кремень З.И. Стратиевский И.Х. Хонингование и суперфиниширование деталей. – Л.: Машиностроение, 1988. – 137 с.
32.Бабаев С.Г., Мамедханов Н.К., Гасанов Р.Ф. Алмазное хонингование глубоких и точных отверстий. – М.: Машинострое-
ние, 1978. – 103 с.
33.Наерман М.С., Попов С.А. Прецизионная обработка деталей алмазными и абразивными брусками. – М.: Машинострое-
ние, 1971. – 224 с.
34.Фрагин И.Е. Новое в хонинговании. – М.: Машинострое-
ние, 1980.—96 с.
35.Исаков А.Э. Хонингование с дозированной подачей и оборудование для его реализации // Хонингование цилиндрических и фасонных поверхностей. – Пермь, 1988. – С. 64–67.
118
36.Муратов Р.А., Муратов К.Р. Механизм разжима хонинговальных брусков с переменным давлением по длине заготовки //
СТИН. – 2007. – №2. – С. 11–13.
37.Прогрессивные методы хонинговагия / С.И. Куликов [и др.]. – М.: Машиностроение, 1983. –135 с.
38.Отделочно-абразивные методы обработки / под ред. П.С. Чистосердова. – Минск: Высш. шк., 1983.
39.Чеповецкий И.Х. Основы финишной алмазной обработки. – Киев: Наук. думка, 1980. – 468 с.
40.Панин Г.И., Фефелов И.А. Механизация и автоматизация процессов обработки прецизионных деталей. – Л.: Машинострое-
ние,1972.
41.Матвеев В.С. Прогрессивный инструмент для обработки точных отверстий //Машиностроитель. – 1998. – № 4. – С. 36–37.
42.Flores G. Honen von hochgenauen Steuerbohrungen mit ultraharten Schleifmitteln // IDR 18 (1984). Nr. 2.
43.Огородов В.А. Предотвращение образования заусенцев при хонинговании //Управление качеством финишных методов обработки: сб. науч. тр.—Пермь, 1996. – С. 99–101.
44.Воронов С. А. Разработка математических моделей и методов анализа динамики процессов абразивной обработки отверстий: автореф. дис. … докт. техн. наук. – М., 2008. – 33 с.
45.Дяченко А. Н., Аксельруд И.Д., Мельник В.П. К вопросу создания математической модели процесса доводки отверстий свободнымабразивом// Труды ЦНИТА. – 1980. – Вып. 76. – С. 15–22.
46.Кудояров Р.Г. Повышение качества деталей при алмазном хонинговании //СТИН. – 2006. – №5. – С. 26–31.
47.Ящерицын П.И., Зайцев А.Г., Борботько А.И. Тонкие доводочные процессы обработки деталей машин и приборов. – Минск: Наука и техника, 1976. – 328 с.
48.Кудояров Р.Г. Точность деталей машин при алмазном хонинговании. – М.: Изд-во МАИ, 2002. – 170 c.
49.Орлов П. Н. Технологическое обеспечение качества деталей методами доводки. –М.: Машиностроение, 1988. –384 с.
119
50.Огородов В.А. К вопросу расчета ожидаемых отклонений формы поверхности при алмазном хонинговании //Оптимизация
иуправление процессом резания, мехатронные станочные системы: сб. тр. междунар. науч.-техн. конф.—Уфа: Изд-во БашГУ, 2004. – С.264–267.
51.Огородов В.А. Повышение эффективности алмазного хонингования глухих отверстий// СТИН. – 2007. – №11. – С. 28 – 31.
52.Полянчиков Ю.Н., Плотников А.Л., Полянчикова М.Ю. Способ хонингования с возрастающей скоростью резания // СТИН. – 2008. – №4. – С. 34 – 36.
53.Огородов В.А. Идентификация процесса хонингования //
СТИН. – 2007. – № 10. – С. 37–40.
54.Кудояров Р.Г. Влияние динамических сил на работу алмазных хонинговальных брусков// СТИН. – 2006. – №7. – С. 33–35.
55.Оробинский В.М., Шаповал В.К., Гильдебранд Л.Г. Повышение эффективности процесса хонингования //СТИН. – 1995. –
№ 3. – С. 22–23.
56.Некрасов В.П. Вероятностно-статистические основы процесса растровой доводки // Вероятностно-статистические основы процессов шлифования и доводки: межвуз. сб. – Л., 1974.
57.Mit Honen die Umwelt sohonen // Produktion. – 2007. – № 37. – S. 32.
58.Ермаков Ю.М. Перспективы эффективного применения абразивной обработки. Обзор. – М.: НИИмаш, 1982.
59.Марков А.И. Ультразвуковая обработка материалов. – М.: Машиностроение, 1980.
60.Затуловский Д.М, Ходырев В.И. Процесс вибрационного хонингования в зоне звуковых частот //Станки и инструмент. – 1968. – №6. – С. 19–21.
61.Кудояров Р.Г. Влияние кинематики процесса хонингования на точность обработки деталей //Актуальные проблемы финишной обработки деталей машин абразивными и алмазными брусками. – Уфа, 1981. – С. 24–27.
120