

книги / Сборник задач и примеров по технологии машиностроения
..pdfПриложение 1
Выбор инструментального материала
Таблица П.1.1
Марки твердых сплавов для различных видов обработки резанием
|
|
Обрабатываемые материалы |
|
||||
|
Углеро- |
|
Чугун |
Цветные |
Неме- |
||
Вид и характер обработки |
дистая и |
Зака- |
твердостью |
металлы |
талли- |
||
|
легиро- |
ленная |
НВ |
НВ |
и их |
ческие |
|
|
ванная |
сталь |
400- |
матери- |
|||
|
сталь |
|
240 |
700 |
сплавы |
алы |
|
Точение черновое по корке |
Т5К10 |
|
ВК8 |
|
ВК4 |
|
|
и окалине при неравномер- |
Т5К12-В |
|
ВК8 |
|
|||
ном сечении среза и преры- |
ВК8 |
– |
ВК8-В |
ВК8-В |
ВК6 |
– |
|
вистом резании с ударами |
ВК8-В |
|
ВК4 |
|
ВК8 |
|
|
|
|
|
|
|
|||
Точение черновое по корке |
|
|
|
|
ВК2 |
|
|
при относительно равно- |
Т15К6 |
– |
ВК4 |
ВК6-М |
ВК4 |
||
ВК3-М |
|||||||
мерном сечении среза и не- |
Т14К8 |
|
ВК8 |
ВК2 |
ВК4 |
|
|
прерывном резании |
|
|
|
|
|
|
|
Точное точение при преры- |
Т30К4 |
Т14К8 |
ВК2 |
ВК6-М |
ВК2 |
ВК2 |
|
вистом резании |
Т15К6 |
Т5К10 |
ВК3-М |
ВК2 |
ВК3-М |
ВК3-М |
|
|
|
ВК4 |
ВК4 |
|
ВК4 |
ВК4 |
|
Точное точение при непре- |
|
Т30К4 |
|
|
|
|
|
рывном резании |
Т30К4 |
Т15К6 |
ВК2 |
ВК6-М |
ВК2-М |
ВК2-М |
|
|
ВК6-М |
ВК3-М |
ВК3-М |
ВК3-М |
ВК3-М |
||
|
|
ВК3-М |
|
|
|
|
|
Отрезка и прорезка канавок |
Т15К6 |
– |
ВК4 |
ВК6-М |
ВК2 |
ВК2 |
|
|
Т14К8 |
ВК6 |
ВК2 |
ВК3-М |
ВК3-М |
||
|
Т5К10 |
|
ВК8 |
ВК4 |
ВК4 |
||
Нарезание резьбы предвари- |
Т15К6 |
ВК6-М |
– |
ВК6-М |
ВК4 |
ВК2 |
|
тельное |
Т14К8 |
ВК4 |
ВК3-М |
ВК6 |
ВК3-М |
||
|
ВК3-М |
|
ВК2 |
ВК6-М |
ВК4 |
||
Нарезание резьбы оконча- |
Т30К4 |
|
ВК2 |
|
ВК2 |
ВК2 |
|
тельное |
– |
ВК3-М |
– |
||||
Т15К6 |
ВК3-М |
ВК3-М |
|||||
|
|
ВК4 |
|
||||
|
|
|
|
|
|
||
Строгание черновое |
Т5К12-В |
|
ВК8 |
|
ВК8 |
ВК4 |
|
|
ВК8-В |
– |
– |
ВК6 |
|||
|
ВК8-В |
ВК8-В |
|||||
|
ВК15 |
|
|
|
|
ВК8 |
|
|
|
|
|
|
|
51 |
|
Окончание табл. П.1.1
|
|
Обрабатываемые материалы |
|
|||
|
Углеро- |
|
Чугун |
Цветные |
Неме- |
|
Вид и характер обработки |
дистая и |
Зака- |
твердостью |
металлы |
талличе- |
|
|
легиро- |
ленная |
НВ |
НВ |
и их |
ские |
|
ванная |
сталь |
400- |
матери- |
||
|
сталь |
|
240 |
700 |
сплавы |
алы |
Строгание получистовое и |
Т5К10 |
|
|
|
|
|
чистовое |
Т5К12-В |
– |
– |
– |
ВК4 |
ВК4 |
|
ВК8 |
ВК6 |
ВК6 |
|||
|
|
|
|
|||
|
ВК8-В |
|
|
|
|
|
Фрезерование черновое |
Т15К6 |
|
ВК4 |
|
ВК4 |
ВК2 |
|
Т15К8 |
– |
ВК6 |
– |
ВК6 |
|
|
ВК4 |
|||||
|
Т5К10 |
|
ВК8 |
|
ВК8 |
|
|
|
|
|
|||
Фрезерование получистовое |
Т30К4 |
|
ВК6 |
|
ВК2 |
ВК2 |
и чистовое |
Т15К6 |
– |
ВК6-М |
ВК3-М |
||
|
Т14К8 |
|
ВК4 |
|
ВК4 |
ВК3-М |
Сверление неглубоких от- |
Т5К10 |
|
|
|
|
|
верстий |
Т5К12-В |
– |
– |
– |
– |
– |
|
ВК8 |
|||||
|
|
|
|
|
|
|
|
ВК8-В |
|
|
|
|
|
Сверление глубоких отвер- |
Т15К6 |
|
|
|
|
|
стий |
Т14К8 |
|
ВК4 |
ВК8 |
ВК4 |
ВК2 |
|
Т5К10 |
– |
ВК6 |
ВК8-В |
ВК6 |
ВК4 |
|
Т5К12-В |
|
ВК8 |
|
ВК8 |
|
|
ВК8 |
|
|
|
|
|
Кольцевое сверление глубо- |
Т15К6 |
|
|
|
|
Алмаз |
ких отверстий |
Т14К8 |
– |
– |
– |
– |
|
|
Т5К10 |
|
|
|
|
|
Рассверливание неглубоких |
Т15К6 |
Т14К8 |
ВК2 |
ВК6-М |
ВК2 |
ВК2 |
(предварительно просвер- |
Т14К8 |
Т5К10 |
ВК3-М |
ВК4 |
ВК3-М |
ВК3-М |
ленных отверстий) |
Т5К10 |
ВК8 |
ВК4 |
|
ВК4 |
|
Зенкерование черновое |
Т15К6 |
|
|
|
|
|
|
Т14К8 |
|
ВК4 |
|
ВК4 |
ВК4 |
|
Т5К10 |
– |
ВК6 |
– |
ВК6 |
|
|
ВК6 |
|||||
|
Т5К12-В |
|
ВК8 |
|
ВК8 |
|
|
|
|
|
|||
|
ВК8 |
|
|
|
|
|
Зенкерование получистовое |
Т30К4 |
|
ВК2 |
ВК6-М |
|
|
и чистовое |
Т15К6 |
– |
ВК3-М |
ВК4 |
– |
– |
|
Т14К8 |
|
ВК4 |
|
|
|
Развертывание предвари- |
Т30К4 |
Т30К4 |
ВК2 |
ВК6-М |
ВК2 |
ВК2 |
тельное и окончательное |
ВК3-М |
ВК3-М |
ВК3-М |
ВК3-М |
||
|
Т15К6 |
ВК4 |
ВК3-М |
|||
|
|
ВК6-М |
ВК6М |
|
ВК4 |
ВК4 |
52
Таблица П.1.2
Механические и физические свойства углеродистых качественных конструкционных сталей
|
|
Пре- |
Пре- |
|
|
|
|
|
Твердость НВ, |
|||||
|
|
|
дел |
|
дел |
Относи- |
Относи- |
Ударная |
не более |
|||||
|
|
теку- |
проч- |
тельное |
|
вяз- |
Горяче- |
Ото- |
||||||
Марка |
Содержа- |
чести |
ности |
удлине- |
тельное |
кость |
катаных |
жжен- |
||||||
стали |
ние угле- |
|
σт, |
|
σв, |
ние |
сужение |
|
ан, |
|
ных |
|||
|
рода, % |
|
кгс |
|
кгс |
δ, % |
ψ, % |
|
кг м |
|
|
|||
|
|
|
мм2 |
|
|
мм2 |
|
|
|
|
см2 |
|
|
|
|
|
|
|
|
|
Не |
менее |
|
|
|
|
|
|
|
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
05кп |
≤0,06 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
08кп |
0,05–0,12 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
08пс |
0,05–0,11 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
08 |
0,05–0,12 |
20 |
|
33 |
|
33 |
60 |
|
– |
131 |
– |
|||
10кп |
0,07–0,14 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
10пс |
0,07–0,14 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
10 |
0,07–0,14 |
21 |
|
34 |
|
31 |
55 |
|
– |
143 |
– |
|||
11кп |
0,05–0,12 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
15кп |
0,12–0,19 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
15пс |
0,12–0,19 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
15 |
0,12–0,19 |
23 |
|
38 |
|
27 |
55 |
|
– |
149 |
– |
|||
18кп |
0,12–0,20 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
20кп |
0,17–0,24 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
20пс |
0,17–0,24 |
|
– |
|
– |
– |
– |
|
– |
– |
– |
|||
20 |
0,17–0,24 |
25 |
|
42 |
|
25 |
55 |
|
– |
163 |
– |
|||
25 |
0,22–0,30 |
28 |
|
46 |
|
23 |
50 |
9 |
|
170 |
– |
|||
30 |
0,27–0,35 |
30 |
|
50 |
|
21 |
50 |
8 |
|
179 |
– |
|||
35 |
0,32–0,40 |
32 |
|
54 |
|
20 |
45 |
7 |
|
207 |
– |
|||
40 |
0,37–0,45 |
34 |
|
58 |
|
19 |
45 |
6 |
|
217 |
187 |
|||
45 |
0,42–0,50 |
36 |
|
61 |
|
16 |
40 |
5 |
|
229 |
197 |
|||
50 |
0,47–0,55 |
38 |
|
64 |
|
14 |
40 |
4 |
|
241 |
207 |
|||
55 |
0,52–0,60 |
39 |
|
66 |
|
13 |
35 |
|
– |
255 |
217 |
|||
58(55пп) |
0,55–0,63 |
32 |
|
61 |
|
12 |
28 |
|
– |
255 |
217 |
|||
60 |
0,57–0,65 |
41 |
|
69 |
|
12 |
35 |
|
– |
255 |
229 |
|||
Примечание. Данные приведены для проката по ГОСТ 1050–88 при диаметре или толщине до 80 мм.
53
Таблица П.1.3
Соответствие марок конструкционных углеродистых качественных сталей за рубежом и в России
Страна |
|
|
|
Марки |
|
|
|
||
Россия |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
|
|
08 |
10 |
15 |
20 |
30 |
40 |
50 |
60 |
|
Герма- |
– |
С10 |
С15 |
– |
С30 |
– |
– |
С60 |
|
ния |
(Ск10) |
(Ск15) |
(Ск30) |
(Ск60) |
|||||
|
|
|
|
||||||
США |
1008 |
1010 |
– |
1020 |
– |
– |
– |
1060 |
|
Фран- |
С08 |
С10 |
– |
С20 |
– |
– |
– |
С60 |
|
ция |
|||||||||
|
|
|
|
|
|
|
|
||
Япония |
– |
S10С |
– |
S20С |
– |
S40С |
S50С |
– |
|
54

Приложение 2
Выбор геометрических параметров резцов
Резцы из быстрорежущей стали
Форма заточки передней поверхности резцов из быстрорежущей стали (ГОСТ 18868–73) показана в табл. П.2.1, рекомендуемые размеры в табл. П.2.2–П.2.4.
Доводку передней и задней поверхностей рекомендуется производить вдоль главной режущей кромки и по закруглению вершины резца (рис. П.2.1).
Рис. П.2.1. Доводка передней и задней поверхностей резца из быстрорежущей стали
Таблица П.2.1
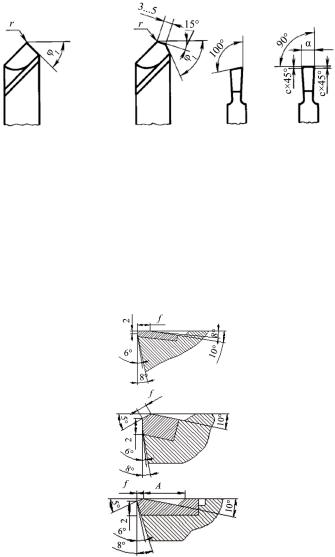
Форма заточки передней поверхности лезвия резцов из быстрорежущей стали
Форма передней поверхности |
Обрабатываемый |
|||
|
Номер |
|
||
Вид |
Эскиз |
материал |
||
формы |
||||
|
|
|
||
Плоская с по- |
|
|
Cталь, σв > 800 МПа; |
|
ложительным |
|
|
серый чугун, НВ > 220; |
|
передним углом |
|
|
бронза и другие хруп- |
|
|
I |
|
кие материалы |
|
|
|
|
||
|
|
|
|
|
|
|
|
55 |
|
Форма передней поверхности
Вид |
Номер |
Эскиз |
|
формы |
|||
|
|
Плоская с положительным передним углом
II
Криволинейная с фаской
III
Криволинейная
IV
Окончание табл. П.2.1
Обрабатываемый
материал
Сталь, σв ≤ 800 МПа; чугун, НВ ≤ 220
Сталь, σв ≤ 800 МПа; вязкие цветные металлы и легкие сплавы при необходимости завивания стружки
Материалы, имеющие
σв = 800...1000 МПа
Таблица П.2.2
Рекомендуемые размеры радиусов и фасок режущей части токарных, строгальных, долбежных (отрезных и прорезных) резцов из быстрорежущей стали, мм
Элементы режущей |
|
|
Ширина головки а, мм |
|
|||
части резцов |
|
|
|
|
|
|
|
До 3 |
4 |
5 |
6–8 |
10–12 |
15–20 |
Свыше 20 |
|
Радиус закругления |
0,2 |
0,2 |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
вершины резца r |
|
|
|
|
|
|
|
Ширина фаски f |
0,15 |
0,2 |
0,2 |
0,2 |
0,3 |
0,4 |
0,5 |
56 |
|
|
|
|
|
|
|
Таблица П.2.3
Рекомендуемые значения радиусов закругления вершины резцов из быстрорежущей стали, мм
Резцы |
|
|
|
Сечение резцов Н×В, мм |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид |
Тип 4×4 |
6×6 |
8×8 |
10× |
12× |
16× |
20× |
25× |
|
32× |
40× |
|
– |
||
|
|
|
|
|
|
×10 |
×12 |
×16 |
×20 |
×25 |
|
×32 |
×40 |
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
– |
– |
– |
16× |
20× |
25× |
32× |
|
40× |
50× |
|
63× |
|
|
|
×10 |
×20 |
×16 |
×20 |
|
×25 |
×32 |
|
×40 |
||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
Ø6* |
Ø8* |
Ø10* |
Ø12* Ø15* |
Ø20* |
– |
|
– |
– |
|
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Стро- |
Проход- |
|
|
|
|
1,6 |
2 |
|
3 |
4 |
|
5 |
|||
гальные, |
ные, под- |
|
– |
|
|
|
|
|
|
|
|
|
|
||
долбеж- |
резные |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
ные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Токарные |
Расточ- |
0,5 |
|
1 |
1,6 |
|
2 |
|
3 |
||||||
|
ные |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Проход- |
|
0,5 |
|
|
|
1 |
|
1,6 |
|
2 |
||||
|
ные, под- |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
резные |
|
|
|
|
|
|
|
|
|
|
|
|
||
* Диаметры оттянутой части расточных резцов.
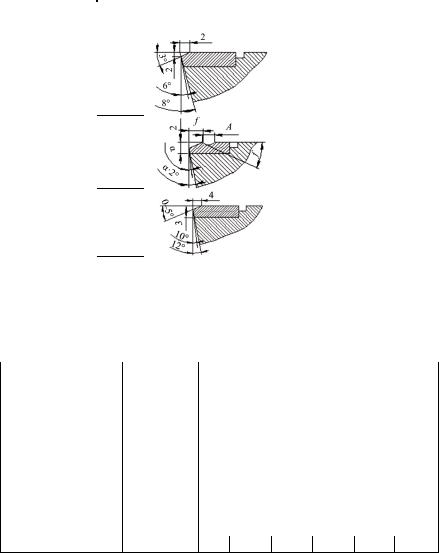
Таблица П.2.4
Рекомендуемые значения параметров заточки резцов из быстрорежущей стали, мм
Параметр заточки |
|
Сечение резцов Н×В, мм |
|
|||
12×12 |
16×16 |
20×20 |
25×25 |
32×32 40×40 |
||
|
16×10 |
20×12 |
25×16 |
32×20 |
40×25 50×32 |
|
Ширина фаски f |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
1,2 |
|
0,1 |
0,3 |
0,4 |
0,5 |
0,6 |
|
|
|
|||||
Радиус канавки r1 |
3 |
5 |
8 |
12 |
15 |
18 |
Ширина канавки A |
2,5 |
4 |
7 |
10 |
13 |
15 |
Примечание. В числителе даны значения f для проходных и подрезных резцов, в знаменателе – для расточных резцов. При обработке легких сплавов резцами из быстрорежущей стали f = 0.
57
Резцы с пластинами из твердых сплавов
Форма заточки передней поверхности резцов с пластинами из твердых сплавов (ГОСТ 18877–73) показана на рис. П.2.2 и втабл. П.2.5, рекомендуемыепараметрынарис. П.2.3 ивтабл. П.2.6–П.2.8.
Рис. П.2.2. Резцы с пластинами из твердых сплавов, заточенными с закруглением и с фаской (расположение переходных режущих кромок)
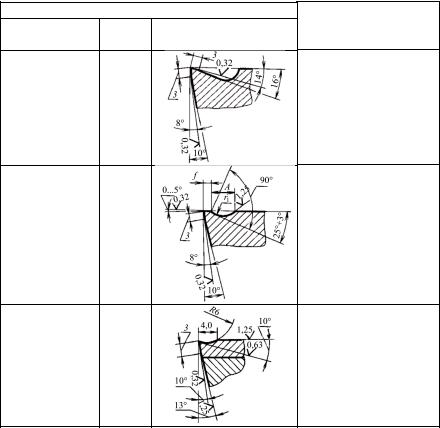
Таблица П.2.5
Форма заточки передней поверхности лезвия резцов с напайными пластинами из твердого сплава
Форма передней поверхности |
Обрабатываемый |
|||
|
Номер |
|
||
Вид |
Эскиз |
материал |
||
формы |
||||
|
|
|
||
Плоская с поло- |
|
|
Серый чугун, бронза |
|
жительным пе- |
I |
|
и другие хрупкие |
|
редним углом |
|
материалы |
||
|
|
|
|
|
Плоская с отри- |
|
|
Ковкий чугун, сталь |
|
цательной фас- |
|
|
и стальные отливки, |
|
кой |
II |
|
σв ≤ 800 МПа; обработ- |
|
|
|
ка при нежесткой тех- |
||
|
|
|
||
|
|
|
нологической системе |
|
|
|
|
|
|
Плоская с отри- |
|
|
Сталь, σв ≤ 800 МПа, |
|
цательной фас- |
|
|
с обеспечением дроб- |
|
кой |
III |
|
ления и завивания |
|
|
|
|
стружки |
|
|
|
|
|
|
58 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. П.2.5 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Форма передней поверхности |
|
|
|
|
Обрабатываемый |
||||||||||
|
Номер |
|
|
|
|
|
|
|
|||||||
Вид |
|
Эскиз |
|
|
|
|
|
материал |
|
||||||
формы |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Плоская с от- |
|
|
|
|
|
|
|
|
Сталь истальныеотливки, |
||||||
рицательным |
|
|
|
|
|
|
|
|
σв = 800 МПа; черноваяоб- |
||||||
передним углом |
IV |
|
|
|
|
|
|
работкапокорке. Работас |
|||||||
|
|
|
|
|
|
|
|
|
ударамив условияхжесткой |
||||||
|
|
|
|
|
|
|
|
|
технологическойсистемы |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Криволинейная |
|
|
|
|
|
|
|
|
Коррозийно-стойкая сталь, |
||||||
с отрицатель- |
V, VI |
|
|
|
|
|
|
σв = 850 МПа |
|
|
|
||||
ной фаской |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Плоская с от- |
|
|
|
|
|
|
|
|
Высокопрочные стали, |
||||||
рицательным |
VII |
|
|
|
|
|
|
σв > 1200 МПа |
|
|
|
||||
передним углом |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||||||
Примечание. Обработку |
передней |
|
и задней поверхностей выполнять |
||||||||||||
с Ra = 0,32 мкм, канавок – с Ra = 1,25 мкм. |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Таблица П.2.6 |
||||
Рекомендуемые значения радиусов закругления вершины |
|||||||||||||||
|
|
твердосплавных резцов, мм |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
Сечение державок Н×В, мм |
|
|||||||
Резцы |
|
|
Типы |
|
6×6 |
|
10×16 |
16×25 |
25×25 |
25×40 |
|
30×45 |
|||
|
|
|
|
|
8×8 |
12×20 |
20×25 |
20×30 |
30×40 |
|
40×40 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40×60 |
Проходные, прямые Чистовые |
|
– |
|
1,0 |
|
2,0 |
|
2,0 |
|
3,0 |
|
– |
|||
и отогнутые, φ = 45° |
Обдирочные |
– |
|
0,5 |
|
1,0 |
|
1,0 |
|
1,5 |
|
– |
|||
Упорные, |
|
Чистовые |
|
|
|
0,1; 0,3; |
0,5; 0,8; 1,0; 1,5; 2,0; 3,0 |
||||||||
φ = 90° |
|
Обдирочные |
– |
|
0,5 |
|
1,0 |
|
1,0 |
|
1,5 |
|
– |
||
Расточные для |
|
Чистовые |
|
– |
|
1,0 |
|
1,5 |
|
1,5 |
|
– |
|
– |
|
сквозных отверстий |
Обдирочные |
– |
|
0,5 |
|
1,0 |
|
1,0 |
|
1,5 |
|
– |
|||
Расточные для глу- |
Чистовые |
|
|
|
0,1; 0,3; |
0,5; 0,8; 1,0; 1,5; 2,0; 3,0 |
|||||||||
хих отверстий |
|
Обдирочные |
– |
0,5 |
|
1,0 |
1,0 |
|
– |
– |
|||||
Примечание. Радиусы при вершине лезвия строгальных резцов аналогичны радиусам при вершине лезвия токарных резцов.
59
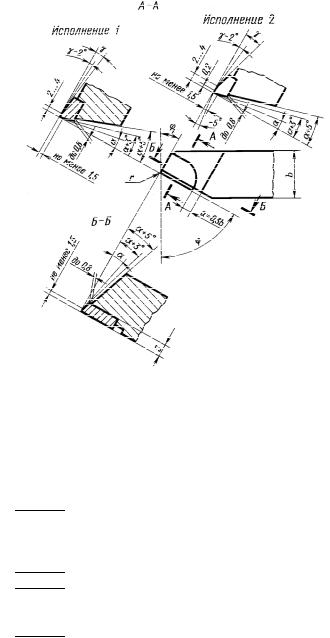
Рис. П.2.3. Геометрические параметры режущих частей резцов при заточке и доводке
Таблица П.2.7
Рекомендуемые значения параметров заточки резцов из твердого сплава в зависимости от предела прочности обрабатываемой стали, мм
|
Шири- |
Ширина |
Глубина |
Радиус |
Перед- |
Задний |
Передний |
σ, МПа |
на ка- |
фаски f, |
канавки |
канав- |
ний |
угол α, |
угол фас- |
|
навки |
мм |
h, мм |
ки r1, |
угол γ, |
…° |
ки γf, …° |
|
A, мм |
|
|
мм |
…° |
|
|
< 850 |
3,5 |
0,2...0,3 |
1...2 |
6 |
16 |
8 |
–3 |
700 ... 1000 |
4 |
0,1...0,3 |
2...3 |
10 |
12 |
10 |
0 ... (–5) |
До 1200 |
0,15...0,4 |
6 |
3...5 |
0 ... (–5) |
|||
До 1300 |
|
|
8...10 |
|
|||
|
|
|
|
|
|
||
60 |
|
|
|
|
|
|
|