

Пособие по источникам питания
.pdfщего потока Фн (определяющего полярность генератора), в левом краю верхнего полюса и в правом краю нижнего полюса, т.е. в сбегающих краях полюсов, магнитный поток якоря действует согласованно, а в набегающих краях – встречно.
Холостой ход генератора. При отсутствии во внешней цепи нагрузки напряжение холостого хода будет зависеть только от намагничивающего потока Фн, так как магнитные потоки последовательной обмотки возбуждения Фп и якоря Фя равны нулю. Это напряжение регулируется реостатом РR1.
Работа в режиме нагрузки. Напряжение при нагрузке на главных щетках а и b слагается из напряжения, индуктируемого в витках между щетками а и с, и напряжения, индуктируемого в витках между щетками
с и b:
Uab Uac Ucb, В. |
(75) |
При нагрузке в обмотке якоря и в последовательной обмотке появляется сварочный ток, который создает магнитные потоки Фя и Фп, величина которых зависит от величины сварочного тока и числа витков соответствующей обмотки:
Фя Iсв Wя ; Фп Iсв Wn , Вб. |
(76) |
Напряжение, индуктируемое между щетками а и с (сбегающие половины полюсов), зависит от намагничивающего потока Фн и согласованных с ним потоков Фя и Фп, то есть
U |
|
C |
(Ф |
Ф |
Ф ) |
(77) |
|
|
|||||
|
ac |
2 |
|
я н |
п |
, В, |
а напряжение, индуктируемое в витках между щетками с и b (набегающие половины полюсов), зависит от тех же магнитных потоков, но поток якоря Фя направлен навстречу потокам Фн и Фп
U |
|
C |
(Ф Ф |
Ф ) |
(78) |
|
|
||||
|
cd |
2 |
н |
я п |
, В. |
131
Но так как Wя Wn , то вольтамперная характеристика генератора в большой мере будет зависеть от напряжения индуктируемого в витках между щетками а и с.
Тогда рабочее напряжение будет равно: |
|
|||
U p |
C (Фн |
Фп ) |
, В. |
(79) |
|
|
|
|
|
Так как число витков последовательной обмотки мало, то при малых токах магнитный поток Фп практически не оказывает влияния на величину рабочего напряжения. Магнитный поток якоря при относительно небольших токах также не учитывается.
При сварочных напряжениях свыше 100 А в генераторе появляются ощутимые потери в результате сопротивления обмотки якоря, но усиливающийся магнитный поток последовательной обмотки восстанавливает величину рабочего напряжения. При дальнейшем увеличении сварочного тока сумма магнитных потоков Фя и Фп становится больше магнитного потока Фн, что приводит к переходу внешней вольтамперной характеристики на возрастающую ветвь. Ток короткого замыкания вызывает еще большее увеличение магнитного потока рассеяния.
6.3. Вентильные генераторы
Вентильный сварочный генератор представляет собой электрическую машину переменного тока с выпрямителем. В вентильном генераторе, в отличие от коллекторного генератора, выпрямитель является не механическим, а полупроводниковым. Применение сильноточных полупроводниковых диодов (или тиристоров) позволило создать выпрямитель напряжения и тока для электромашинных генераторов любого конструктивного исполнения, например синхронных, индукторных, асинхронных. Поэтому в мировой практике можно встретить вентильные сварочные генераторы, выполненные на базе электрических машин переменного тока практически всех известных исполнений.
Выпускаемые в нашей стране ВСГ чаще всего выполнены на базе трехфазной индукторной одноименнополюсной электрической машины, содержащей по два пакета статора и ротора из тонколистовой электротехнической стали. Оба пакета железа статора запрессованы в стальную станину, следовательно, станиной они магнитно соединены.
Пакеты железа ротора запрессованы на стальную втулку, расположенную на валу генератора, и, следовательно, между собой также соединены магнитно.
132
Силовая обмотка якоря уложена в пазы пакета статора, а тороидальная обмотка возбуждения размещена на валу.
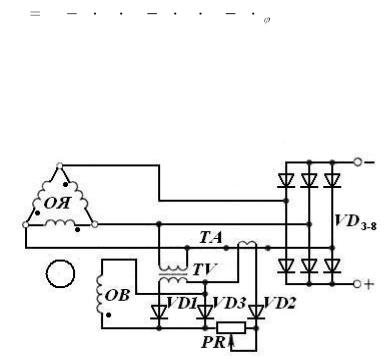
Принципиальная электрическая схема и принцип формирования внешних характеристик ВСГ. На рисунке 63 представлена принципиальная электрическая схема вентильного сварочного генератора. В ней трехфазная обмотка индукторного генератора своими выводами подключена к трехфазному выпрямительному мосту VD3-8, состоящему из силовых кремниевых диодов. Выпрямленным током питается сварочный пост. Необходимые для ручной дуговой сварки крутопадающие внешние статические характеристики вентильного генератора формируются в результате внутренних индуктивных сопротивлений самой электрической машины.
При нагрузке, т.е. при сварке от вентильного генератора, выполненного по данной схеме, все фазы машины загружаются симметрично. Фазное напряжение нагруженного генератора в общем случае может быть определено в векторном виде следующим образом:
U E0 j Id xd j Iq xq I r , В, |
(80) |
где Ео – ЭДС генератора при холостом ходе, В; j, Id, Iq – фазный ток, продольная и поперечная составляющие фазного тока, А; xd, xq – индуктивные сопротивления машины по продольной и поперечной осям, Ом; rф – активное сопротивление фазы, Ом.
Рис. 63. Принципиальная электрическая схема вентильного сварочного генератора
В режиме сварки, падение напряжения генератора от значения E0 при холостом ходе до значения U при нагрузке можно получить преимущественно благодаря продольно размагничивающей составляющей реакции якоря jldxd (поскольку jldxd >jlqxq). Эта продольно размагничи-
133
вающая составляющая реакции якоря как бы создает магнитный поток, встречный основному магнитному потоку, создаваемому обмоткой возбуждения. Поскольку в режимах, близких к короткому замыканию, превалирует продольная составляющая тока якоря Id, индуктивное падение напряжения внутри машины почти целиком зависит от продольного индуктивного сопротивления машины xd. Значение сопротивления xd, обеспечивающее падающие внешние характеристики должной крутизны, зависит от геометрических размеров магнитопровода и обмотки якоря, ее параметров и геометрического расположения на статоре.
Плавное регулирование крутизны внешней вольтамперной характеристики, другими словами, плавное регулирование сварочного тока осуществляется изменением э.д.с. холостого хода E0 посредством изменения тока возбуждения генератора.
Принцип работы схемы возбуждения генератора и управление значением сварочного тока.
Генератор работает с самовозбуждением от силовой цепи. После запуска генератора начальное самовозбуждение происходит от остаточного магнетизма в массивных участках магнитной цепи машины (втулка на валу, станина), и на зажимах обмоток якоря появляется небольшая э.д.с. (3–4 В). Трансформатор TV через выпрямитель VD1 начинает питать обмотку возбуждения ОВ постоянным током, э.д.с. на зажимах обмотки якоря начинает расти, ток возбуждения также увеличивается, и генератор возбуждается до напряжения холостого хода. С появлением сварочного тока обмотку возбуждения начинает питать
итрансформатор ТА через выпрямитель VD2. Поскольку естественная внешняя характеристика генератора, как было показано раньше, падающая, то с ростом нагрузки напряжение на зажимах генератора уменьшается и составляющая тока возбуждения от трансформатора напряжения TV начинает также уменьшаться, а составляющая тока возбуждения от трансформатора тока ТА с ростом нагрузки увеличивается. Ввиду того, что мгновенные значения амплитуд вторичных напряжений трансформаторов TV и ТА сдвинуты во времени (по фазе), в режиме любой нагрузки оба трансформатора через свои выпрямители VD1 и VD2 параллельно питают обмотку возбуждения до режима короткого замыкания. При коротком замыкании работает только трансформатор ТА. Вентиль VD3 служит для разрядки электромагнитной энергии, накопленной в индуктивных катушках обмотки возбуждения,
ипропускает импульсы тока в промежутках, когда мгновенные значения э.д.с. от трансформаторов TV и ТА имеют обратный знак (вентили VD1 и VD2 заперты). Таким образом, в вентилях VD1, VD2 и VD3 протекают импульсы выпрямленного тока, сдвинутые во времени, в ре-
134
зультате чего обмотка возбуждения питается непрерывным постоянным током.
Реостатом R, включенным в цепь возбуждения, регулируется эффективность обратной связи по току и, следовательно, плавно регулируется крутизна внешних вольтамперных характеристик. Реостат R выполнен с дистанционным кабелем, сварщик его может перенести непосредственно на свое рабочее место.
Реостатом R плавно регулируется сварочный ток только в пределах диапазона. Грубое регулирование сварочного тока осуществляется скачкообразным изменением внутренних сопротивлений (индуктивных хa и xq и активного rφ) посредством переключения схемы обмотки якоря.
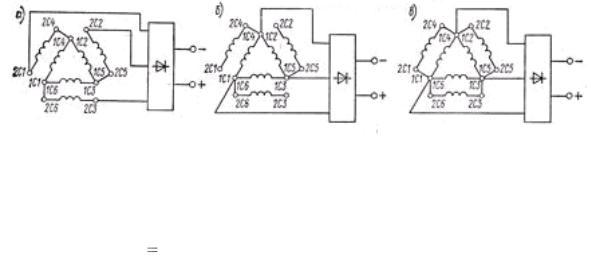
Рис. 64. Схемы подключения обмоток вентильного генератора: а) диапазон больших токов; б) диапазон средних токов; в) диапазон малых токов
Рассмотрим, как изменяется внутреннее сопротивление машины и, следовательно, крутизна внешних xapaктеристик при постоянном токе возбуждения Iв const при переходе от одной схемы к другой.
При переключении трехфазной обмотки якоря (рис. 64) со схемы а на схему б, когда одна из двух параллельных катушечных групп каждой фазы полностью отключается, а остаются включенными только те катушечные группы, которые размещены на той же самой половине расточки статора, индуктивное сопротивление, приведенное к фазе, возрастает в два раза, что ведет к двукратному увеличению крутизны внешней характеристики. Если трехфазную обмотку якоря переключить со схемы а на схему в (рис. 64), то индуктивное сопротивление, приведенное к фазе, возрастает в восемь раз и, следовательно, в восемь раз увеличивается крутизна внешней характеристики. А если перейти со схемы б на схему в, крутизна внешней характеристики увеличивается в четыре раза. При всех этих переключениях э.д.с. холостого хода генератора сохраняется неизменной.
Таким образом, сочетанием грубого регулирования тока (путем переключения из одного диапазона в другой) и подрегулировки тока
135

возбуждения реостатом R) в пределах каждого диапазона регулируется ток вентильного сварочного генератора.
Переходные процессы и сварочные свойства. Сварочные свойства вентильного генератора, как и коллекторного, зависят от статических характеристик переходных процессов, происходящих в электрической машине во время сварки. При сварке от вентильного генератора характер протекания переходных процессов, обусловленных изменением длины дугового промежутка между электродом и деталью, зависит, в первую очередь, от частоты тока якоря и от внутренних параметров генератора. Установлено, что в случае применения трехфазных обмоток якоря хорошие сварочные свойства получаются при частотах тока якоря вентильного генератора f = 150-400 Гц. Выпрямленный ток короткого замыкания достигает своего пикового значения Iк.пик. приблизительно через полпериода, т.е. через время t = 1/(2f) от начала короткого замыкания. Поэтому увеличение частоты тока якоря вентильного генератора как бы ускоряет переходный процесс и приводит к тому, что при сварке капля расплавленного электродного металла обрывается уже при работе генератора на спадающей части кривой выпрямленного тока короткого замыкания. Ток Iобр в момент обрыва капли становится значительно меньше своего максимального значения Iк, пик. Это обстоятельство позволяет существенно уменьшить разбрызгивание электродного металла при сварке от вентильного генератора.
Важное значение для качества сварки и стабильности горения дуги имеет процесс восстановления напряжения холостого хода после обрыва короткого замыкания. Процесс восстановления напряжения зависит от инерционности цепи возбуждения и поэтому в индукторных одноименнополюсных генераторах длится сравнительно долго (0,25–1,5 с). В этом случае скорость нарастания напряжения после обрыва короткого замыкания мала по сравнению со скоростями процессов, происходящих в сварочной цепи. Поэтому для вентильных генераторов рассматриваемого типа стабильность повторного возбуждения дуги характеризуется значением напряжения, которое появляется на зажимах генератора в момент обрыва короткого замыкания. Это мгновенное значение минимального напряжения Ur. min в первый момент после обрыва короткого замыкания равно
Ur.min |
3 Iобр. xd |
, В, |
(81) |
|
|
|
136
где Iобр. – сварочный ток в момент обрыва короткого замыкания, А; хd – переходное индуктивное сопротивление по продольной оси генератора, Ом.
Поскольку обрыв капли при сварке, как правило, происходит при значениях тока, больших рабочего, значение напряжения Uf mln при сварке от вентильного генератора всегда удовлетворяет условию

 (в вольтах) и процесс горения дуги отличается высокой стабильностью.
(в вольтах) и процесс горения дуги отличается высокой стабильностью.
Вследствие благоприятных переходных процессов вентильные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла (небольшим разбрызгиванием), стабильным горением и эластичностью дуги. Благодаря этим особенностям от этих генераторов легко может вести сварку и сварщик, не имеющий большого опыта.
Следует отметить, что начальное зажигание дуги при сварке от вентильных генераторов несколько иное, нежели при сварке от других источников. Как было сказано раньше, при повышенной частоте уменьшается время существования ударного тока при коротком замыкании. Вследствие этого в момент зажигания дуги электродом небольшой ударный ток выделяет и не столь значительное количество тепловой энергии. Поэтому дуга от короткого замыкания сварочной цепи касанием электродом детали загорается трудно. Для того чтобы легко зажечь дугу, необходимо концом электрода провести по детали, как при зажигании спички.
Вопросы
1.Принцип работы генератора.
2.Что общего в работе генератора и трансформатора?
3.В чем отличие работы генераторов с независимым возбуждением и самовозбуждением?
4.В чем отличие работы коллекторных и вентильных генераторов?
137
Глава 7. УСТАНОВКИ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
Аргонодуговая сварка неплавящимся электродом имеет свои специфические особенности, которые накладывают определенные требования на источник питания. В его состав обязательно должны входить: а) силовой блок; б) блок управления циклом сварки;
в) устройство поджига дуги; г) блок нарастания тока и заварки кратера; д) стабилизатор горения дуги;
е) устройство ограничения постоянной составляющей тока; ж) блок импульсного регулирования сварочного тока.
Характерной чертой источников сварочного тока для сварки неплавящимся электродом является крутопадающая внешняя статическая характеристика. Такая характеристика обеспечивает стабильность тока при колебаниях длины дуги и устойчивость процесса сварки Она достигается при большом внутреннем сопротивлении источника по отношению к сопротивлению дуги. Поэтому для сварки неплавящимся электродом используются источники с высоким напряжением холостого хода, в 4-6 раз превышающим дуговое. Аналогичный результат достигается также глубокой отрицательной связью по току. В этом случае может быть получена вертикальная (штыковая) характеристика.
В связи с тем, что глубина проплавления при сварке неплавящимся электродом весьма чувствительна к колебаниям тока, предъявляются повышенные требования к стабильности тока при изменениях напряжения питающей сети, колебаниях температуры и других внешних воздействиях. Степень стабилизации зависит от требований к качеству сварного соединения, от вида сварного соединения и от толщины свариваемого материала. При сварке металлов средних толщин (2-5 мм) в обычных условиях достаточно поддерживать сварочный ток с точностью ±5 %. При сварке очень тонких материалов, при сварке на весу и в различных пространственных положениях точность стабилизации должна быть повышена и достигает в некоторых специальных условиях 1-2 %. В случае сварки импульсным (пульсирующим) током эти же требования к стабильности распространяются на амплитуду импульса и длительность импульса и паузы.
Источники сварочного тока для сварки неплавящимся электродом характеризуются широким диапазоном регулирования тока. Это вызвано необходимостью снижения тока в 2,5-3 раза в конце процесса сварки для заварки образующегося благодаря давлению дуги кратера. По этой причине для сварки неплавящимся электродом не используют-
138
ся источники со ступенчатым или механическим регулированием тока. При плавно-ступенчатом регулировании диапазоны должны перекрываться так, чтобы обеспечивать в одном диапазоне необходимое для заварки кратера снижение тока.
Устройство для заварки кратера содержат все источники сварочного тока для этого вида сварки.
Источники сварочного тока ряда установок обеспечивают также плавное нарастание тока в начале сварки, что позволяет избежать разрушения и переноса в шов материала электрода (вольфрама), возникающих в результате резких бросков тока при холодном электроде.
Источники сварочного тока современных установок обеспечивают широко используемые в технологии сварки неплавящимся электродом режимы сварки пульсирующей дугой. Время импульса и паузы изменяются от 0,01 до 1-3 с, глубина модуляции до 10-12 раз. Применение импульсных режимов налагает требования на динамические свойства источника тока, на постоянную времени его цепи управления.
В качестве источников постоянного сварочного тока, кроме специальных источников, используются сварочные выпрямители с крутопадающей внешней характеристикой, предназначенные для сварки штучными электродами. Для этой же цели могут применяться и многопостовые выпрямители совместно с регуляторами сварочного тока. Применение многопостовых выпрямителей с регуляторами сварочного тока целесообразно там, где сосредоточено большое число сварочных постов.
Простейший регулятор сварочного тока - балластный реостат. При пользовании балластными реостатами для ручной дуговой сварки штучными электродами (например, РБ-300) следует помнить, что они рассчитаны на падение напряжения 30 В, в то время как при сварке неплавящимся электродом падение напряжения на балластном реостате из-за низкого напряжения дуги значительно превышает это значение; для надежной работы следует включать два реостата последовательно. Выпрямители с падающей характеристикой, предназначенные для ручной сварки штучными электродами, и многопостовые выпрямители с балластными реостатами не удовлетворяют ряду требований, предъявляемых к современным источникам сварочного тока для сварки неплавящимся электродом. Поэтому для сварки ответственных изделий применяют специальные источники тока.
139
7.1. Специализированные источники питания постоянного тока
Специализированные источники питания постоянного тока предназначены для автоматической сварки неплавящимся электродом в среде инертных газов изделий из коррозионно-стойких и жаропрочных сталей и титановых сплавов открытой и сжатой дугой в непрерывном и импульсном режимах. Источники обеспечивают стабилизацию установленного сварочного тока в пределах +2,5 % при изменениях напряжения питающей сети ±10 %, длины дуги от 0,5 до 10 мм и температуры окружающей среды от +5 до +35 °С.
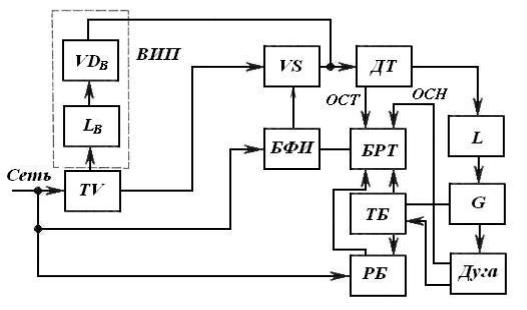
Рис. 65. Схема специализированного источника питания: ВИП имеет в своем составе (LB – дроссель, ограничивающий ток вспомогательного источника питания; VDB – вспомогательный неуправляемый выпрямитель) ОСТ – обратная связь по току; ОСН – обратная связь по напряжению
Источники обеспечивают автоматическое, плавное, регулируемое во времени нарастание тока в начале сварки от минимального до заданного значения, благодаря чему происходит: равномерный разогрев конца вольфрамового электрода и повышается его стойкость; плавное регулирование тока дежурной дуги в импульсном режиме в пределах от 2 до 30 % и номинального сварочного тока; модулирование формы импульса от практически прямоугольной до треугольной, что дает различные скорости изменения нарастания сварочного тока; плавное, регулируемое во времени его снижение от рабочего до минимального значения в конце сварки при заварке кратера.
Функциональная блок-схема и силовая часть приведена на рисун-
ках 65, 66.
140