

УТС 7 семестр / ЛР5 Решение проблем в области качества с помощью цикла PDCA
.docx
МИНОБРНАУКИ РОССИИ
Санкт-Петербургский государственный
электротехнический университет
«ЛЭТИ» им. В.И. Ульянова (Ленина)
Кафедра менеджмента и систем качества
ПРАКТИЧЕСКОе ЗАНЯТИе №5
по дисциплине «Основы менеджмента качества и управления бизнес процессами»
Тема: «Решение проблем в области качества с помощью цикла PDCA»
Студенты гр. 8391 |
|
Маликов А.А. |
|
|
|
Преподаватель |
|
Макаров А.А. |
Санкт-Петербург
2021
Цель занятия – приобретение навыков:
интерпретации терминов стандарта ISO 9000, относящихся к корректирующим действиям;
интерпретации требований стандарта ISO 9001, относящихся к корректирующим действиям;
поэтапного решения проблем в области качества (корректирующие действия в рамках цикла PDCA);
Задание
Определить проблему в области качества для одного из процессов.
Разработать с помощью простейших инструментов менеджмента поэтапное решение проблемы в области качества в рамках цикла PDCA.
Заполнить регистрационный лист поэтапного решения проблемы в области качества (ПРИЛОЖЕНИЕ А)
Этап планирования
PLAN 1 |
DO |
CHECK |
ACTION |
В организации в течение месяца собирались данные с целью исследования отклонений в технологическом процессе. Контрольный лист по видам дефектов приведен ниже.
На основе контрольного листа строится таблица 2, необходимая для построения диаграммы Парето по видам дефектов (несоответствий).
Таблица 1
Источник данных: партия объективов №15 Товар: киносъемочный объектив ILLUMINA MK-III Тип дефекта: в соответствии с ГОСТ 26157-84 Диаметр наружной оправы: 95мм |
Объем выборки: 1050 Контроль выполнил: Маликов А.А.
|
|
Тип дефекта |
Число дефектов по типам |
|
1. Превышено номинальное фокусное расстояние более чем на 2% |
|
62 |
2. Коэффициент пропускания объектива менее 0.82 |
|
43 |
3. Освещенность на краю поля менее 65% |
|
34 |
4.Коэффициент светорассеяния превышает 0.025 |
|
31 |
5. Расстояние от заднего торца оправы до фокальной плоскости менее 35 мм |
|
22 |
|
Итого, число дефектов: |
192 |
Таблица 2
Тип дефектов |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
А - Превышено номинальное фокусное расстояние более чем на 2% |
62 |
62 |
32 |
32 |
Б - Коэффициент пропускания объектива менее 0.82 |
43 |
105 |
22 |
54 |
В - Освещенность на краю поля менее 65% |
34 |
136 |
16 |
71 |
Г - Коэффициент светорассеяния превышает 0.025 |
31 |
170 |
18 |
88 |
Д - Расстояние от заднего торца оправы до фокальной плоскости менее 35 мм |
22 |
192 |
11 |
100 |
Итого |
192 |
– |
- |
– |
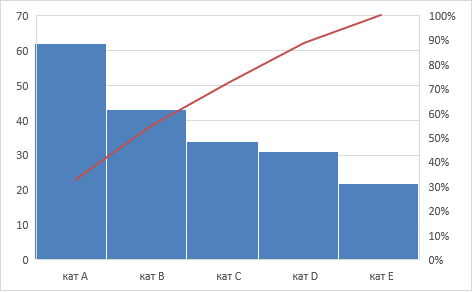
Рисунок 1. Диаграмма Парето по видам дефектов
Из диаграммы видно, что наибольшую группу составляют дефекты «Превышено номинальное фокусное расстояние более чем на 2%» –33% от общего числа несоответствий.
PLAN 2 |
DO |
CHECK |
ACTION |
Для выдвижения гипотез о причинах, строится диаграмма причин и результатов (рисунок 2).
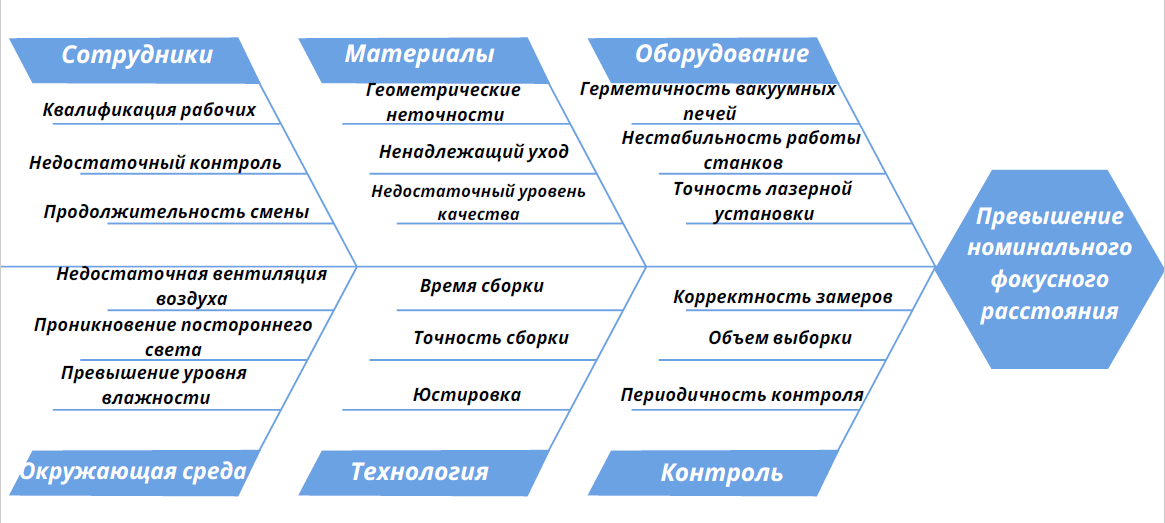 Рисунок
2. Диаграмма причин и результатов
Рисунок
2. Диаграмма причин и результатов
PLAN 3 |
DO |
CHECK |
ACTION |
После дальнейшего наблюдения за продукцией с отклонениями и фиксирования фактических причин отклонений оказалось, что все причины, кроме одной, появляются существенно реже, чем причина – «недостаточный уровень качества материалов» (таблица 3). Это хорошо видно на диаграмме Парето по причинам дефектов (рис. 3).
Хотя изготовление продукции выполнялось в соответствии со стандартной технологией, соответствующей стандартам ГОСТ, качество закупленных материалов оказалось хуже ожидаемого, что и привело к отклонениям от стандартов. А это, в свою очередь, послужило причиной недопущения продукции к продаже. Таким образом, причина найдена, и завершает этап планирования решение о разработке стандартов контроля поставляемого сырья.
Таблица 3
Причина дефектов |
Число дефектов |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
Точность лазерной установки (A) |
1 |
2 |
2 |
2 |
Герметичность вакуумных печей (B) |
2 |
3 |
4 |
6 |
Геометрические неточности (C) |
3 |
6 |
5 |
11 |
Превышение уровня влажности (D) |
10 |
16 |
18 |
29 |
Продолжительность смены (E) |
3 |
19 |
5 |
34 |
Недостаточный уровень качества материалов (F) |
37 |
56 |
66 |
100 |
Итого |
56 |
– |
- |
- |
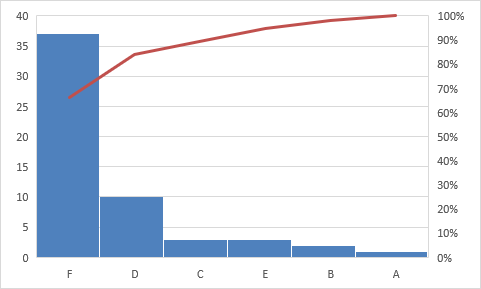
Рисунок 3. Диаграмма Парето по причинам дефектов
PLAN 4 |
DO |
CHECK |
ACTION |
Сотрудники разработали список требований, предъявляемый к закупочным материалам, и способы оценки качества материалов, которые и были включены в технологическую документацию.
Реализация разработанных мер
PLAN |
DO |
CHECK |
ACTION |
На этом этапе новая разработанная технологическая инструкция была передана в производство и, в течение установленного периода, шла ее апробация. В процессе проверки усовершенствованной технологии собирали новые данные и затем построили новую диаграмму Парето по видам несоответствий фокусного расстояния, чтобы сравнить результаты после устранения причин отклонений.
Этап оценки (изучения)
PLAN |
DO |
CHECK |
ACTION |
Две диаграммы (рисунок 4) явно показывают на уменьшение числа несоответствий, связанных с превышением номинального фокусного расстояния.
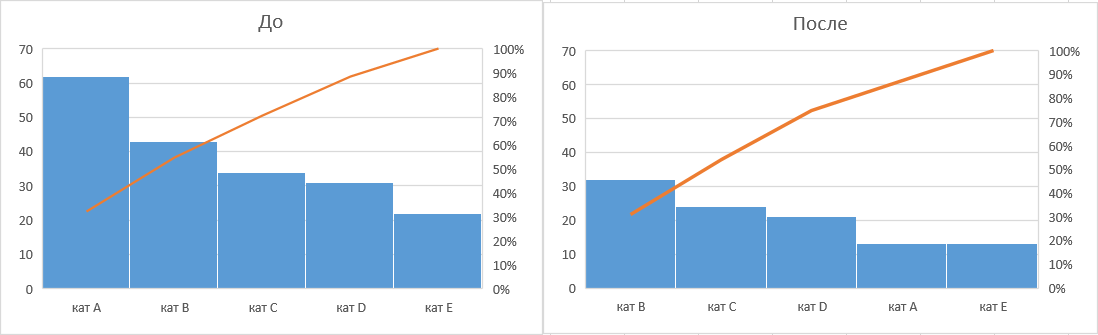
Рисунок 4. Сравнение диаграмм Парето по видам несоответствий до выявления причины и после ее выявления и устранения.
Этап воздействия (внедрения)
PLAN |
DO |
CHECK |
ACTION |
На этом этапе происходит закрепление достигнутых результатов, а те изменения в технологическом процессе, которые до этого момента носили экспериментальный характер, должны быть «официально закреплены» в практической деятельности организации.
Для этого проводят следующие мероприятия:
Сохраняются в виде записей все материалы, которые были получены в результате поиска причин несоответствий.
Вносятся изменения в технологическую документацию процесса.
Вносятся изменения в план управления процессом, если данная характеристика качества является значимой или критической.
Если причина была связана с непроизводственными аспектами (закупка сырья, состояние оборудования и т. д.), изменения вносятся в регламентирующую документацию соответствующих подразделений организации. Персонал обучается новым методам работы в соответствии с произошедшими изменениями.
Регистрация этапов решения проблем в области качества в соответствии с фазами цикла PDCA
Решение проблем в области качества зачастую может занимать достаточно длительное время. Иногда это затягивается на несколько месяцев. При этом в организации параллельно может идти несколько проектов по решению проблем в области качества. Для того чтобы упростить слежение за ходом подобных проектов менеджмент организаций, часто применяет компактные формы регистрации ведущихся и завершенных этапов цикла PDCA. Пример такого рода формы приведен ниже (приложение А).
ПРИЛОЖЕНИЕ А.
Отчет № |
1 |
Дата открытия: |
20.04.2021 |
||||||
Подразделение: Цех сборки |
|||||||||
Изделие: киносъемочный объектив ILLUMINA MK-III, ГОСТ 26157-84 |
|||||||||
№ заказа: 1 |
№ партии: А1 |
||||||||
PLAN |
Описание проблемы: |
||||||||
Общее число проконтролированных изделий 1050. Обнаружено 192 дефектов, из них 32% это «Превышение номинального фокусного расстояния более чем на 2%». Данные представлены в контрольном листе (табл. 1) и диаграмме Парето по типам несоответствий (рис. 1). Дефектность превысила допустимую 7% и составила (192/1050)*100=18.2%. Контролер Сизов Е.М. |
|||||||||
Группа по решению проблемы: |
|||||||||
ФИО |
Отдел |
Телефон |
|||||||
1 Перевертайло Д.А. |
Отдел гл. технолога |
2282231 |
|||||||
2 Маликов А.А. |
Отдел закупок |
3222233 |
|||||||
Временные мероприятия по блокированию негативного воздействия проблемы на последующие процессы: |
|||||||||
Мероприятие |
Верификация |
Ответственный |
|||||||
1. 100% выходной контроль изделия ГОСТ 26157-84 |
Контрольный лист результатов 100% контроля |
Брухов С.С. |
|||||||
2. Заменять с 20.04 по 20.05.2021 линзы с превышением номинального фокусного расстояния при обнаружении дефекта. |
Отчет Ф.0023 |
Кринжов П.П. |
|||||||
Выявление исходной (коренной) причины |
|||||||||
Причина |
Верификация |
Ответственный |
|||||||
Точность лазерной установки |
- |
Диаграмма причин и результатов (рис. 3). Диаграмма Парето по причинам. Данные с 20 апреля по 20 мая (табл. 3). |
Маликов А.А. |
||||||
Герметичность вакуумных печей |
- |
Маликов А.А. |
|||||||
Геометрические неточности |
- |
Перевертайло Д.А |
|||||||
Недостаточный уровень качества материалов |
+ |
Перевертайло Д.А |
|||||||
Геометрические неточности |
+ |
Перевертайло Д.А |
|||||||
Превышение уровня влажности |
- |
Маликов А.А. |
|||||||
Продолжительность смены |
+ |
Маликов А.А. |
|||||||
Решение группы: |
|||||||||
Разработать список требований, предъявляемый к закупочным материалам, и способы оценки качества материалов. |
|||||||||
DO |
Сотрудники разработали список требований, предъявляемый к поставщикам который был стандартизован и экспериментально опробован при закупке материалов 21 апреля. |
||||||||
Check |
После внедрения усовершенствований с 20 апреля по 20 мая собрали данные и построили диаграмму Парето по типам несоответствий, чтобы сравнить результаты (рис. 4). Снижение общей дефектности до 13% |
||||||||
Action |
Способы оценки качества материалов включены в стандартную процедуру ТП12–21. Ответственный разработчик – главный технолог Перевертайло Д.А. Проведено обучение персонала. Ответственный – начальник смены Маликов А.А. |
||||||||
Вывод
В ходе выполнения практической работы «Решение проблем в области качества с помощью цикла PDCA» была определена проблема в области качества - недостаточный уровень качества материалов, разработана с помощью простейших инструментов менеджмента поэтапное решение проблемы в области качества в рамках цикла PDCA.