

115-1
.pdf21
По степени значимости все риски делятся на 2 группы: Р1, Р2 Риски 1-ой группы считаются приоритетными: 1 группа – S1…. S4
Риски 2-ой группы считаются менее приоритетными: 2 группа – S5, S6 Число рисков в 1-ой группе М1 = 4; М2 = 2.
По степени значимости рисками приданы веса: W1……W6 по вариантам Средняя вероятность Vi наступления риска: по вариантам
Определить веса простых рисков внутри групп 1-й и 2-й. Дайте бальную оценку всем рискам по их значимости и назовите 3 наиболее существенных риска данного проекта.
Порядок расчетов 1. Определение веса группы с наименьшим приоритетом.
|
|
|
|
|
W2 |
|
2 |
|
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
к( f |
1) |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
где k – количество групп; |
|
|
|
|
|
|
|
|
|
||||
f – соотношение первого и последнего приоритета. |
|
||||||||||||
|
|
|
|
|
k =2; |
|
|
|
f |
W1 |
|
|
|
|
|
|
|
|
|
|
|
W6 |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|||
2. Определение веса первой группы: W1 |
W2 |
f |
|
|
|
|
|||||||
3. Определение веса простых рисков в данной приоритетной группе |
|||||||||||||
1 группа: W1 |
W1 |
|
|
|
|
|
|
|
|
|
|
||
M 1 |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
2 группа: W2 |
|
W2 |
|
|
|
|
|
|
|
|
|
|
|
|
M 2 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Виды рисков |
|
|
|
|
Приоритеты |
|
|
|
Веса рисков в данной |
||||
|
|
|
|
|
|
|
группе |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
S1 – подготовка проекта; |
|
|
Р1 |
|
|
|
|
|
|
||||
S2 – строительство; |
|
|
|
|
|
|
Р1 |
|
|
|
|
|
|
S3 – финансирование; |
|
|
Р1 |
|
|
|
|
|
|
||||
S4 – социальные пробле- |
|
|
Р1 |
|
|
|
|
|
|
||||
мы; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
S5 – технологическое со- |
|
|
Р2 |
|
|
|
|
|
|
||||
стояние производства; |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
S6 – экологические огра- |
|
|
Р2 |
|
|
|
|
|
|
||||
ничения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

22
Используя вероятностные оценки рисков, полученные экспертами, можно дать балльную оценку наступления рисков по формуле
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
R |
Wi |
Vi , |
|
|
|
|
|
|
|
|
i |
1 |
|
|
|
|
где R – балльная оценка по всем рискам. |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
Таблица 15 |
|
|
|
|
|
|
|
|
|
||
Виды рисков |
Вероятность наступ- |
|
Веса в данной |
Баллы ( Vi Wi ) |
||||||
|
ления риска (Vi) |
|
|
группе (Wi) |
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
S1 |
– |
подготовка |
|
|
|
|
|
|
|
|
проекта; |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
S2 – строительст- |
|
|
|
|
|
|
|
|
||
во; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
S3 – финансирова- |
|
|
|
|
|
|
|
|
||
ние; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S4 |
– |
социальные |
|
|
|
|
|
|
|
|
проблемы; |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
S5 – технологиче- |
|
|
|
|
|
|
|
|
||
ское |
состояние |
|
|
|
|
|
|
|
|
|
производства; |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
S6 – экологиче- |
|
|
|
|
|
|
|
|
||
ские ограничения |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 16 |
|
|
|
|
|
|
|
||||
|
|
Виды рисков |
|
|
Значение результатов в |
Вероятность наступле- |
||||
|
|
|
|
баллах |
|
|
ния рисков |
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
S1 – подготовка проекта; |
|
|
|
|
|
|
||||
S2 – строительство; |
|
|
|
|
|
|
|
|
||
S3 – финансирование; |
|
|
|
|
|
|
|
|||
S4 – социальные пробле- |
|
|
|
|
|
|
||||
мы; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
S5 – технологическое со- |
|
|
|
|
|
|
||||
стояние производства; |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||||
S6 – экологические огра- |
|
|
|
|
|
|
||||
ничения |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|||||
|
|
Необходимо выбрать 3 наиболее существенных риска. |
|
|||||||

23
ПРАКТИЧЕСКАЯ РАБОТА № 7 Организация производственного процесса во времени
Цель работы – научиться построению графиков свойственных трем типам движения деталей в процессе производственного цикла, а также научиться рассчитывать время производственного цикла.
Производственный цикл – время пребывания предмета труда в процессе производства с момента его поступления в обработку до выхода в виде готовой продукции.
Существуют три вида движения партии деталей по операциям технологического процесса:
–последовательный;
–параллельный;
–параллельно-последовательный.
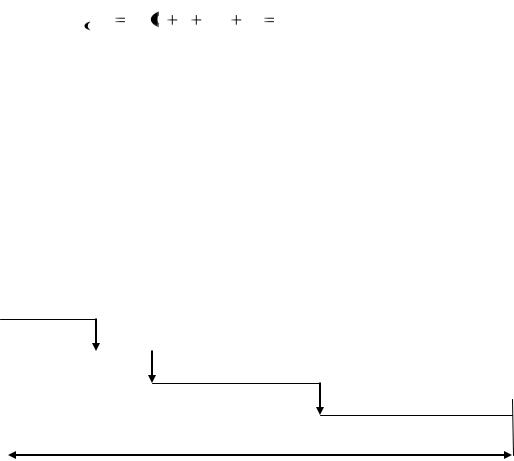
Сущность последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями. Оборудование на каждой операции обрабатывает всю партию разом, без перерывов в работе.
Если на одной или нескольких операциях обработка деталей ведется одновременно на нескольких рабочих местах ( Спр ), то продолжительность технологического цикла рассчитывается по формуле
m |
ti |
|
|
|
|
||
Тц ( посл ) n |
|
, |
|
Спрi |
|||
i 1 |
|
где n - число деталей в обрабатываемой партии, шт.; ti - штучное время на i-й операции, мин;
m - число операций в технологическом процессе. С - количество рабочих мест
Порядок расчетов Построить график для последовательного и параллельного типов движе-
ний деталей в процессе производственного цикла. Рассчитать время производственного цикла.
Пример. Пусть имеем партию деталей n=3, технологический процесс состоит из m=4 операций, продолжительность выполнения которых составляет t1 2 , t2 1, t3 1,5 , t4 1 мин Все операции выполняются соответственно на одном рабочем месте.
24
Продолжительность цикла обработки партии деталей составляет
Тц посл  3
3  2 1 1.5 2
2 1 1.5 2 19,5 мин Из рис. 1 следует, что технологический цикл обработки партии деталей
19,5 мин Из рис. 1 следует, что технологический цикл обработки партии деталей
при последовательном виде движений равен сумме операционных циклов
(n·t).
Как видно из рисунка и приведенных выше формул, продолжительность технологического цикла пропорциональна размеру партии и времени выполнения операций.
i |
ti, |
Сi |
|
|
|
|
|
Длительность технологического цикла, мин |
|
|
|
|||||||||||||||||
|
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
8 |
9 |
10 |
11 |
|
12 |
13 |
14 |
|
15 |
16 |
17 |
18 |
19 |
20 |
||||
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
1 |
|
|
3*2=6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
3*1=3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3*1,5=4,5 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
3 |
1,5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3*2=6 |
|
|
|
|
|
|
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Тц(посл)= 19,5 мин |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1 График длительности технологического цикла при последовательном движении партии деталей
При этом имеют место существенные перерывы партийности. Это связано с тем, что каждая деталь партии, за исключением первой и последней, пролеживает на каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали в партии.
Сущность параллельно-последовательного движения заключается в том, что на каждом рабочем месте работа ведется без перерывов, как при последовательном движении, но вместе с тем имеет место параллельная обработка одной и той же партии деталей на смежных операциях. Передача деталей с предыдущей операции на последующую производится не целыми партиями (n), а поштучно или транспортными партиями (р).
При построении графика данного вида движений деталей по операциям технологического процесса необходимо учитывать следующие виды сочетаний периодов выполнения смежных операций:
25
1) t1 t2 t3 t4
Если периоды выполнения смежных операций (предыдущей и последующей) одинаковые, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или небольшими транспортными партиями сразу же после их обработки.
2) t1 > t2 > t3 > t4
Если продолжительность последующей операции меньше, чем предыдущей, то отсутствие простоев оборудования на последующей операции может быть обеспечено только после накопления перед ней известного запаса деталей, позволяющего эту операцию выполнять непрерывно (в примере t2<t1). Для того чтобы определить момент начала последующей операции, необходимо от точки, соответствующей окончанию предыдущей операции над всей партией (п), отложить вправо отрезок, равный в принятом масштабе времени выполнения последующей операции (t2) над одной транспортной партией (р), а влево - отрезок, равный продолжительности последующей операции над всеми предшествующими транспортными партиями.
3) Если продолжительность последующей операции больше, чем предыдущей (в нашем примере t3>t2 и t4>t3), то в этом случае транспортную партию (р) можно передавать с предыдущей операции на последующую сразу же по окончании ее обработки.
Тогда продолжительность технологического цикла изготовления партии деталей при параллельно-последовательном движении можно определить по формуле
m |
ti |
m 1 |
tкрi |
|
|
Тц (пп) n |
|
n p |
|
. |
|
Спрi |
Спрi |
||||
i 1 |
i 1 |
|
Достоинством этого вида движения является отсутствие перерывов в работе рабочих и оборудования и значительное сокращение продолжительности технологического (производственного) цикла по сравнению с последовательным видом движения. Данный вид движения позволяет вести работу большими партиями и при большой трудоемкости изготовления деталей, благодаря чему он широко используется в серийном и крупносерийном производстве.
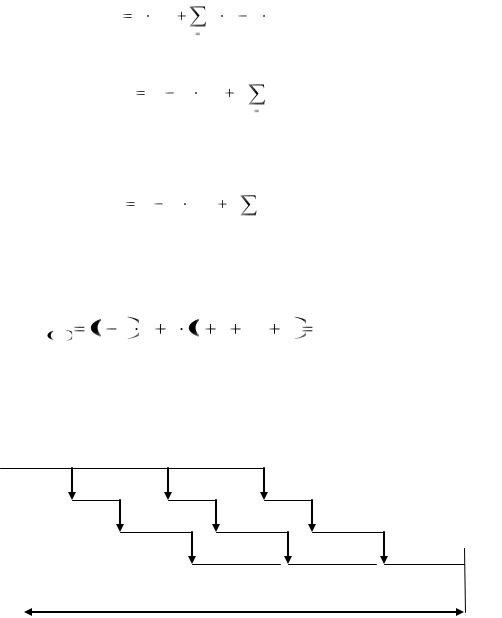
При построении графика параллельного движения партии деталей по операциям (рис. 2) необходимо учитывать следующие правила:
1. Сначала строится технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними.
26
2.На операции с самой большой продолжительностью строится операционный цикл обработки деталей по всей партии (n) без перерывов в работе оборудования.
3.Для всех остальных транспортных партий достраиваются операционные циклы.
Пусть имеется такая же партия деталей, что и при последовательном и величина транспортной партии р = 1.
Из рис. 3 видно, что продолжительность технологического цикла изготовления партии деталей (n = 3) на m = 4 операциях и при передаче их транспортными партиями (р = 1) определяется по формуле
|
|
m |
|
|
Тц (пар) |
n tmax |
p ti |
p |
tmax |
|
|
i 1 |
|
|
или |
|
|
|
|
|
|
|
m |
|
Тц (пар) |
(n |
p) tmax |
p |
ti . |
|
|
|
i 1 |
|
Если на отдельных операциях работа выполняется одновременно на нескольких рабочих местах ( Спр ), то формула принимает следующий вид:
Т |
|
(n p) |
tmax |
p |
ti |
. |
ц (пар) |
|
|
||||
|
|
Спр |
|
Спрi |
||
|
|
|
|
|||
Подставив данные из приведенного выше примера (n = 3, m = 4, р=1) в полученную формулу, определим продолжительность технологического процесса:
|
|
|
|
|
Тц пар |
3 1 |
2 1 |
2 1 |
1.5 |
2 |
10,5мин |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
i |
ti, |
Сi |
|
|
|
|
Длительность технологического цикла, мин |
|
||||||||||||||
|
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
|
3 |
4 |
|
5 |
|
6 |
7 |
|
8 |
|
9 |
10 |
11 |
||||
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
1 |
|
3*2=6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
1,5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц(пар)= 9,5 мин |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
ТцТц(пар(пар)=)=109 |
мин |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2 График длительности технологического цикла при параллельном движении партии деталей
27
Из графика и расчета видно, что технологический цикл изготовления партии деталей при данном виде движения является самым коротким по сравнению с другими видами движения. Вместе с тем на всех операциях, кроме операции максимальной по продолжительности, работа осуществляется с перерывами в работе оборудования. Исключение составляет случай, когда периоды выполнения операций технологического процесса равны либо кратны, т. е. синхронны. Этот вариант называется поточным видом движения, который применяется при организации непрерывно-поточных линий.
28
Библиографический список Основная литература
1.Безрукова, Т. Л. Организация, планирование и управление производством [Текст] : нормативно-справочные материалы к дипломному и курсовому проектированию для студентов спец. 260100. Ч. 1 / Т. Л. Безрукова, Л. Н. Косиченко ; ВГЛТА. – Воронеж, 2000. – 50 с.
2.Грузинов, В. П. Экономика предприятия [Текст] : учеб. пособие для вузов / В. П. Грузинов, В. Д. Грибов. – 2-е изд. – М. : Финансы и статистика, 1999. –
206с.
3.Фетищева, Э. Н. Экономика предприятий лесной промышленности [Текст] : учеб. пособие для студентов специальности 260100 / Э. Н. Фетищева. – 2-е изд. − М. : МГУЛ, 2002. – 370 с.
Дополнительная литература 4. Безрукова, Т. Л. Экономика производства [Текст] : методические указания к
выполнению практических работ для студентов 4 курса специальности 260100 (250301) – Лесоинженерное дело / Т. Л. Безрукова, А. А. Штондин; Фед. Агентство по образованию, ГОУ ВПО «ВГЛТА». – Воронеж, 2007. – 39 с.
5.Казаков, А. П. Экономика [Текст] : курс лекций. Упражнения и контрольные вопросы. Деловые тесты и тренинги / А. П. Казаков, Н. В. Минаева. – 4–е изд., доп. и испр. – М.: «Гном–Пресс», 1999. – 320 с.
29
Приложение 1 Таблица 1
Исходные данные к практической работе № 1
Показатели |
|
|
|
|
|
|
|
|
Варианты |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1 |
|
2 |
|
3 |
4 |
|
5 |
|
6 |
|
7 |
|
8 |
|
9 |
|
10 |
||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Состав |
насажде- |
9Д1С |
8Д2С |
7Д3С |
6Д4С |
5Д5С |
9Д1С |
8Д2С |
7Д3С |
6Д4С |
5Д5С |
||||||||||
ния |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Объем рубок глав- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ного пользования, |
5,7 |
|
5,8 |
|
5,9 |
6,0 |
|
6,1 |
|
6,2 |
|
6,3 |
|
6,4 |
|
6,5 |
|
6,6 |
|||
3 |
|
|
|
|
|
|
|
|
|
||||||||||||
тыс. м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Объем рубок про- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
межуточного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пользования, тыс. |
2,4 |
|
2,5 |
|
2,6 |
2,7 |
|
2,8 |
|
2,9 |
|
3,0 |
|
3,1 |
|
3,2 |
|
3,3 |
|||
3 |
|
|
|
|
|
|
|
|
|
||||||||||||
м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Показатели |
11 |
|
12 |
|
13 |
14 |
|
15 |
|
16 |
|
17 |
|
18 |
|
19 |
|
20 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Состав |
насажде- |
9Д1С |
8Д2С |
7Д3С |
6Д4С |
5Д5С |
9Д1С |
8Д2С |
7Д3С |
6Д4С |
5Д5С |
||||||||||
ния |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Объем рубок глав- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ного пользования, |
6,7 |
|
6,8 |
|
6,9 |
7,0 |
|
7,1 |
|
7,2 |
|
7,3 |
|
7,4 |
|
7,5 |
|
7,6 |
|||
3 |
|
|
|
|
|
|
|
|
|
||||||||||||
тыс. м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Объем рубок про- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
межуточного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пользования, тыс. |
3,4 |
|
3,5 |
|
3,6 |
3,7 |
|
3,8 |
|
3,9 |
|
4,0 |
|
4,1 |
|
4,2 |
|
4,3 |
|||
3 |
|
|
|
|
|
|
|
|
|
||||||||||||
м |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2 |
|||
|
|
Процентный выход древесины по породам |
|
|
|
|
|||||||||||||||
|
Виды рубок и пород |
|
|
|
|
|
Деловая древесина, % |
|
Дрова, |
||||||||||||
|
|
|
|
крупная |
средняя |
|
мелкая |
|
|
% |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
1. Рубки главного пользования |
|
|
|
|
|
|
|
|
||||||||||
Дуб |
|
|
|
|
|
|
|
|
12 |
|
32 |
|
|
13 |
|
|
|
21 |
|||
Сосна |
|
|
|
|
|
|
|
22 |
|
37 |
|
|
13 |
|
|
|
8 |
||||
|
|
|
|
|
2. Проходные рубки |
|
|
|
|
|
|
|
|
|
|
||||||
Дуб |
|
|
|
|
|
|
|
|
5 |
|
10 |
|
|
20 |
|
|
|
50 |
|||
Сосна |
|
|
|
|
|
|
|
10 |
|
25 |
|
|
30 |
|
|
|
20 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3 |
|||
|
Таксы на древесину, отпускаемую на корню |
|
|
|
|
|
|
||||||||||||||
|
Виды рубок и пород |
|
|
|
|
|
Деловая древесина, р./м3 |
|
Дрова, |
||||||||||||
|
|
|
|
крупная |
средняя |
|
мелкая |
|
|
руб/м3 |
|||||||||||
|
|
|
1. Рубки главного пользования |
|
|
|
|
|
|
|
|
||||||||||
Дуб |
|
|
|
|
|
|
|
|
1000 |
|
850 |
|
600 |
|
|
|
150 |
||||
Сосна |
|
|
|
|
|
|
|
650 |
|
550 |
|
400 |
|
|
|
80 |
|||||

30
2. Проходные рубки (50 % от такс по рубкам главного пользования)