

Средства для измерения зубчатых колёс
Точный микрометр – калиберная скоба 840 FM
с измерительными губками (рис. 5)

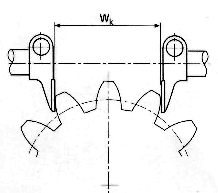
Рис. 5
Индикаторная скоба для замера делительной окружности
внешнего зацепления (рис. 6)
|
|
|


Рис. 6
Измерительный прибор для внутреннего
зубчатого зацепления 844 Z (рис. 7)
|
а |
б |
|
Рис. 7 | |


Микрометр для замера делительной окружности (рис. 8)

Рис. 8
Универсальный щуп 844 T Multimar (рис. 9)
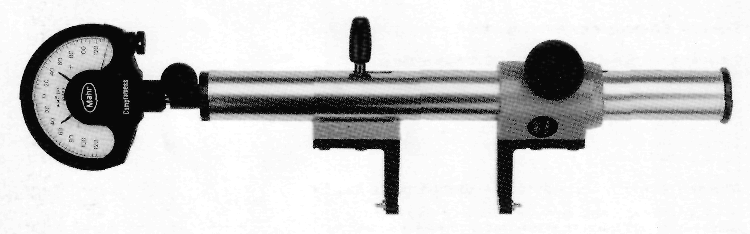
Рис. 9
Колебания измерительного межосевого расстояния при определении кинематической погрешности определяются за полный оборот контролируемого колеса (рис. 10).

Рис. 10. Кривая изменения измерительного межосевого расстояния
Принято, что Fi = 1,4 Fr или Fr = 0,7 Fi , а Fυw = 0,2Fi + 14
Плавность
работы передачи характеризуется по
ГОСТ 1643-81 и
ГОСТ 9178-81 местной кинематической
погрешностью зубчатого колеса fir,
отклонениями шага fptr
и погрешностью профиля зуба
ffr
(рис. 11). Эти погрешности ограничиваются
допусками, обозначаемыми,
соответственно,
![]() ,fpt,
ff,
причем
,fpt,
ff,
причем
![]() .
.


а б
Рис. 11. Погрешности зубчатого колеса, влияющие на плавность его работы:
а – отклонения шага зацепления – fpbr; б – погрешность профиля зуба ffr ;
Pн – номинальный шаг; Рд – действительный шаг;
1 – прeдельные профили зуба; 2 – действительный профиль зуба
Под отклонением шага fptr понимают кинематическую погрешность зубчатого колеса при повороте его на один номинальный угловой шаг, под отклонением шага зацепления fpbr – разность между действительным и номинальным шагами зацепления.
Допуски на отклонения шага fpt и отклонения шага зацепления fpb связывают соотношением
fpb = 0,94 fpt.
Полнота контакта зубьев в передаче характеризуется размерами суммарного пятна контакта сопряженных зубьев (рис. 12).

Рис. 12. Пятно контакта зубьев в передаче: b – ширина зуба;
а – ширина пятна; hm – высота пятна; с – разрыв пятна;
hp – рабочая высота профиля
Пятно контакта определяется относительными размерами (в процентах):
– по
длине зуба
![]() ;
;
– по
высоте зуба
 .
.
Боковой зазор определяется в сечении, перпендикулярном направлению зубьев, и в плоскости, касательной к основным цилиндрам.
Для нормальной работы передачи боковой зазор должен быть не меньше установленного гарантированного минимального зазора jn min и не больше допустимого зазора (рис. 13).

Рис. 13. Боковой зазор в передаче
Для зубчатых передач с модулем m 1 установлено шесть видов сопряжений (рис. 14) определяющих различные значения jn min: с нулевым боковым зазором Н, весьма малым зазором E, малым зазором Д, уменьшенным зазором С, нормальным зазором B, увеличенным зазором А.
Стандартами для зубчатых цилиндрических и червячных передач при m 1 установлено восемь видов допусков на боковой зазор Tjn: x, y, z, a, b, с, d, h (расположены в порядке уменьшения допуска).

Рис. 14. Схема расположения полей допусков на боковой зазор для видов
сопряжений H, E, Д, С, В, А; jn min – гарантированный минимальный
боковой зазор; Tjn – допуск на боковой зазор
Для цилиндрических зубчатых передач установлено шесть классов отклонений межосевого расстояния, обозначенных в порядке убывания точности I, II, III, IV, V, VI. Как правило, сопряжениям Е и Н соответствует II класс, сопряжениям Д, С, В, А – классы III, IV, V, VI соответственно.