Нижегородский Государственный
Технический Университет им Р.Е. Алексеева
Институт транспортных систем
Кафедра «Энергетические установки и тепловые двигатели»
Лабораторная работа:
Определение геометрических характеристик
поршня ДВС
Проверил: Воеводин А.Г.
Выполнили студенты гр. 19-СУ
Нижний Новгород, 2022 год
Цель работы
Целью настоящей лабораторной работы является практическое ознакомление студентов с различными методами определения взаимного расположения осей поршня и отверстия под палец (перпендикулярности и пересечения), перпендикулярности торцевых плоскостей канавок под кольца и оси поршня, формы образующей поршня при помощи индикаторного приспособления, рамочного уровня, уголка с индикатором.
Задание
В отчете должны содержаться:
эскизы и описания лабораторных установок;
порядок проведения работы и протокол испытаний;
обработка результатов измерений (схемы, таблицы, расчетные формулы);
анализ результатов и выводы.
Определение величины неперпендикулярности осей поршня и поршневого пальца
Оси отверстия под поршневой палец и поршня должны быть перпендикулярны, допуск на неперпендикулярность составляет не более
0,2 мм/м.
Определение величины неперпендикулярности осей поршня и поршневого пальца при помощи индикаторного приспособления

Рис. 1. Эскиз лабораторной установки для определения неперпендикулярности осей поршня и поршневого пальца при помощи индикаторного приспособления
На верхней образующей контрольного валика симметрично относительно оси поршня намечаем две контрольные точки на расстоянии L друг от друга. Затем индикатор устанавливается на «ноль» в нижней точке образующей контрольного валика. Далее индикаторное приспособление переносится в верхнюю точку, где снимается показание а.
L=0,3 м – расстояние между контрольными точками;
a=0,04 мм – неперпендикулярность осей поршня и пальца.
Определим величину неперпендикулярности осей поршня и пальца
Значение неперпендикулярности осей поршня и пальца находится в пределах допуска на неперпендикулярность.
Определение величины неперпендикулярности осей поршня и поршневого пальца при помощи уголка с индикатором

Рис. 2. Эскиз лабораторной установки для определения величины неперпендикулярности осей поршня и поршневого пальца при помощи уголка с индикатором
Приспособление, состоящее из уголка с упором и индикатора, устанавливается на часть контрольного валика, при этом регулируемый упор должен плотно прилегать к стенке поршня. Индикатор устанавливается на «ноль». Точка соприкосновения наконечника стержня индикатора и стенки поршня отмечается мелом. Затем приспособление аналогично устанавливаем на нижнюю часть контрольного валика, снимаем показание b и отмечаем точку соприкосновения. Замеряем величину l.
l = 0,16 м – расстояние между верней и нижней точками соприкосновения;
b = 0,13 мм – неперпендикулярность осей поршня и пальца.
Полученное значение неперпендикулярности осей поршня и пальца приведем к одному метру
Значение неперпендикулярности осей поршня и пальца выходит из предела допуска на неперпендикулярность.
Определение величины неперпендикулярности осей поршня и поршневого пальца при помощи рамочного уровня
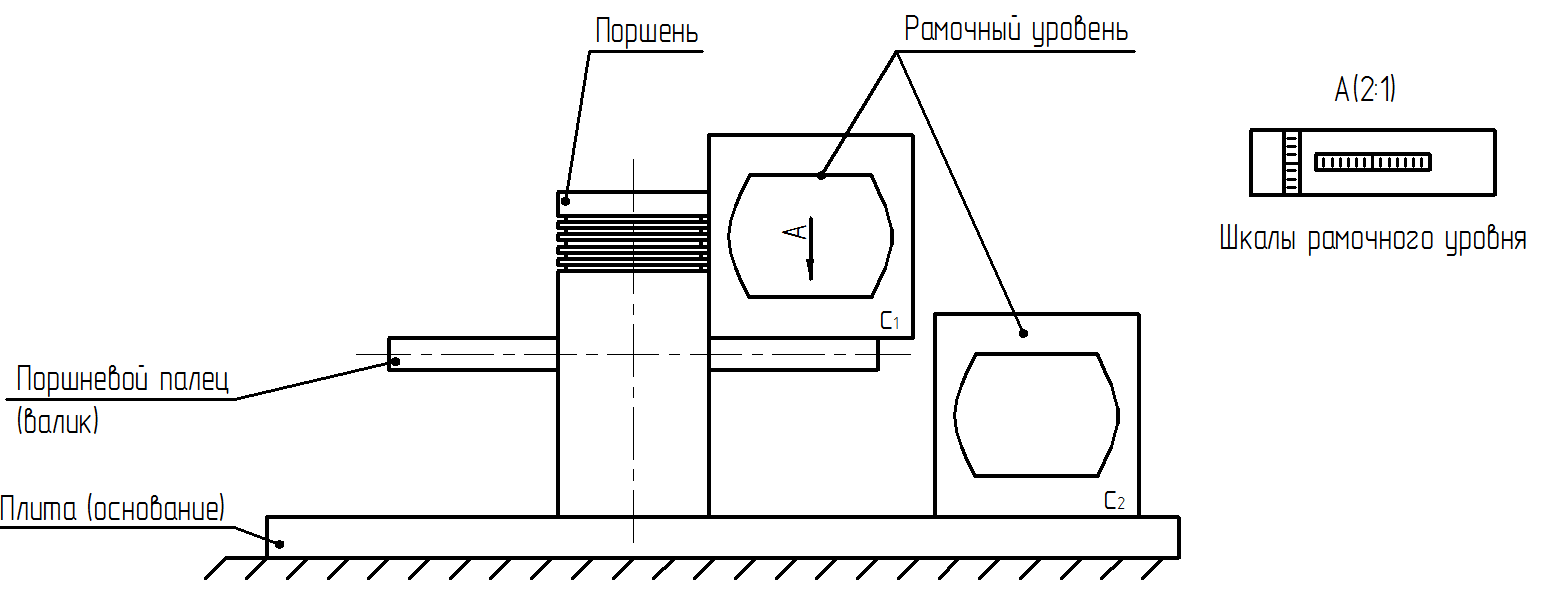
Рис. 3. Эскиз лабораторной установки для определения неперпендикулярности осей поршня и поршневого пальца при помощи рамочного уровня
Рамочный уровень устанавливаем на верхнюю часть одного из контрольных валиков (пузырек поперечной шкалы должен располагаться по центру). Пузырек продольной шкалы показывает нам отклонение оси отверстия относительно уровня горизонта. Затем установив уровень на плиты, аналогично определяем отклонение оси плиты от уровня горизонта. Далее с помощью полученных измерений получаем значение неперпендикулярности осей пальца и поршня.
 – отклонение оси отверстия относительно
уровня горизонта;
– отклонение оси отверстия относительно
уровня горизонта;
 – отклонение оси плиты от уровня
горизонта;
– отклонение оси плиты от уровня
горизонта;
 – неперпендикулярность осей пальца и
поршня.
– неперпендикулярность осей пальца и
поршня.
Значение неперпендикулярности осей поршня и пальца находится в пределах допуска на неперпендикулярность.
Как и предполагалось, наибольшую точность в определении величины неперпендикулярности осей поршня и поршневого пальца обеспечивается при помощи рамочного уровня, т.к. у данного метода отсутствуют погрешности установки индикаторного приспособления.
Определение величины смещения осей поршня и поршневого пальца

Рис. 4. Эскиз лабораторной установки для определения величины смещения осей поршня и поршневого пальца
Установим поршень относительно массивного угольника, являющегося измерительной базой, таким образом, чтобы расстояние от боковой образующей контрольного валика до стенки угольника было приблизительно одинаковым.
Расстояние от валика до угольника считаем по следующей формуле

Повернем поршень на 180о относительно оси и по аналогии выполним измерение
Величина смещения определится из выражения

Оси отверстия под поршневой палец и поршня должны пересекаться, допуск на непересечение осей составляет не более 0,3 мм/м.
Величина смещения осей поршня и поршневого пальца не соответствует допуску на непересечение осей.
Определение неперпендикулярности торцевых поверхностей канавок для колец оси поршня
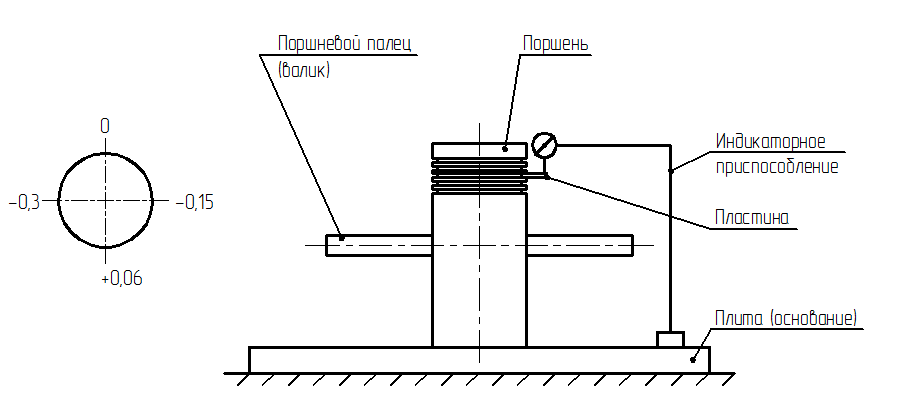
Рис. 5. Эскиз лабораторной установки для определения неперпендикулярности торцевых поверхностей канавок для колец оси поршня
Установим в среднюю канавку для компрессионных колец пластину, далее, установим индикаторное приспособление в положение на «ноль». После выполним измерения еще в трех точках (через 90о) с учетом знака.
Находим величины отклонения от перпендикулярности


Торцевые поверхности канавок для поршневых колец должны быть перпендикулярны оси поршня, допускаемое отклонение составляет не более 0,05 мм (для данного поршня).
Найденные величины имеют значения, отличающиеся от предела допуска.
Определение неравномерности высоты канавок под компрессионные кольца
В каждой из канавок под компрессионные кольца выполним измерения в четырех точках (через 90о) при помощи набора щупов с точностью до
0,05 мм.
5,06 мм;
5,1 мм;
5,15 мм;
5,2 мм.
5,2
Определим среднеарифметическое значение полученных измерений
(5,06 + 5,1 + 5,15 + 5,2 + 5,2)/5 = 5,142 мм.
Высота всех канавок под компрессионные кольца (вдоль оси поршня) одинакова, так как соответствует допускаемой величине отклонения 0,05 мм.
Определение формы образующей поршня
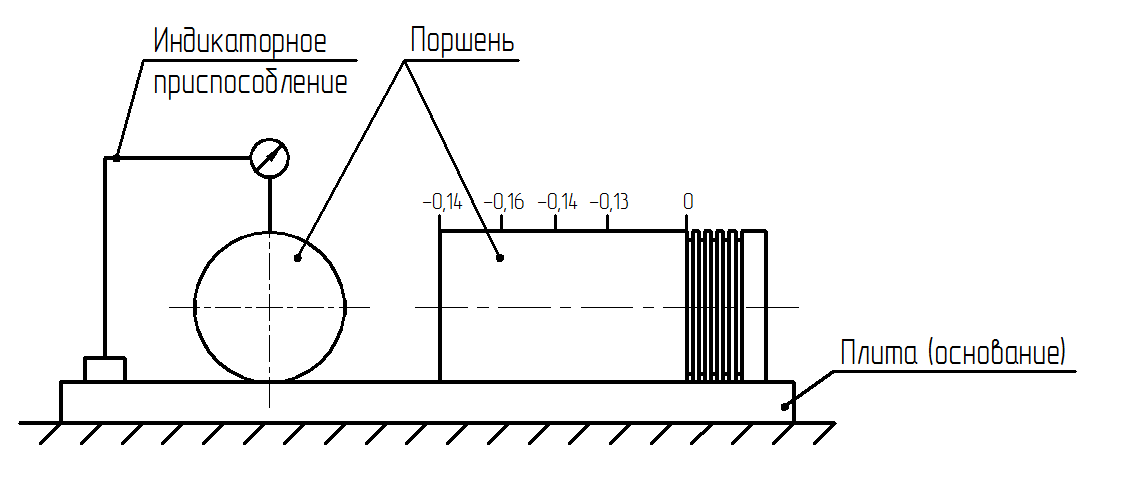
Рис. 6. Эскиз лабораторной установки для определения неравномерности высоты канавок под компрессионные кольца
Положив поршень на плиту боковой поверхностью, отметим произвольно пять точек на образующей (для выполнения измерений). Затем, расположив индикатор в первой точке, установим на нем нулевое значение. После выполним измерения в остальных положениях (точках), переставляя индикаторное устройство по плите вдоль поршня.
Проанализировав результаты измерений, полученные в ходе проведения работы можно сказать, что образующая поршня имеет небольшие отклонения от идеально прямой линии, но на эксплуатационные свойства большого влияния данные отклонения не произведут.