

719
.pdf1.20. Параметры режима ручной дуговой сварки
Таблица 11
Параметры режима ручной дуговой сварки
21
1.21. Способы выполнения швов различной длины
Таблица 12
Способы выполнения швов различной длины
22

1.22. Влияние угла наклона электрода и изделия
Рис. 7. Влияние угла наклона электрода на изделия
23
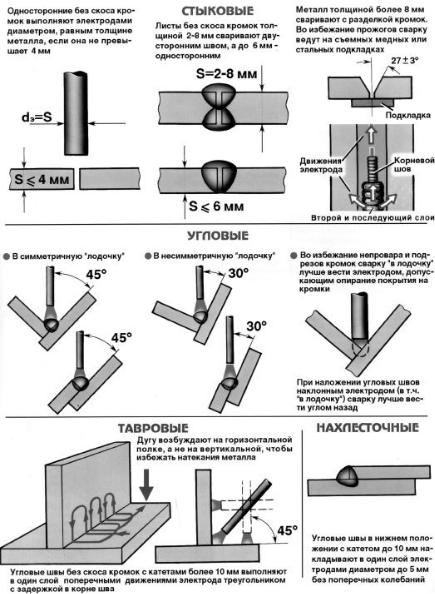
1.23. Выполнение сварных соединений в нижнем положении
Рис. 8.Выполнение вертикальных швов
24
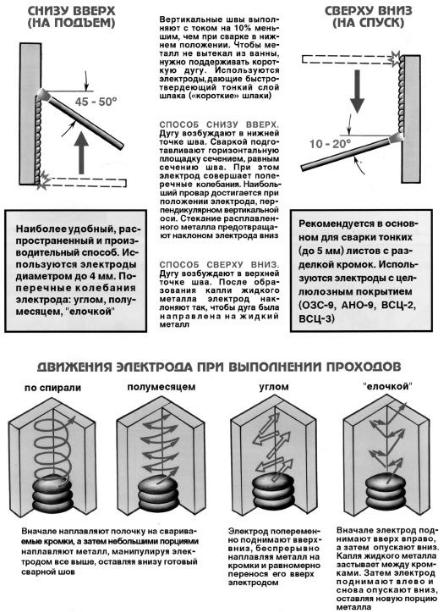
Продолжение рис. 8
25
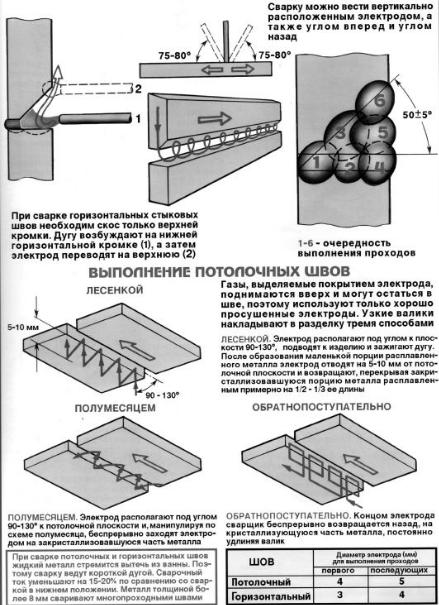
1.24. Выполнение горизонтальных швов
Рис. 9. Выполнение горизонтальных швов
26
2.ГАЗОВАЯ СВАРКА
2.1.Газовая сварка
Газовая сварка — сварка плавлением, при которой для нагрева используется теплота пламени смеси газов, сжигаемой с помощью горелки.
Сварное соединение образуется плавлением кромок свариваемых деталей и присадочного материала.
Для получения горючего пламени сжигают горючие газы в технически чистом кислороде.
Газовая сварка применяется:
—для изготовления и ремонта изделий из тонколистовой стали толщиной 1…3 мм;
—при монтаже труб малого и среднего диаметров;
—при сварке изделий из чугуна, алюминия и его сплавов, меди, латуни, свинца;
—при наплавке твердых и других сплавов на стальные и чугунные детали.
Газовой сваркой могут соединяться практически все металлы
исплавы, применяемые в настоящее время в промышленности. К недостаткам газовой сварки относятся меньшая скорость
сварки и большая зона термического влияния, чем при ручной дуговой сварке.
Газовая сварка листового металла толщиной до 2 мм ведется без присадочного металла, засчет расплавленийпредварительно подготовленных кромок.
Применять газовую сварку при соединении углеродистой стали толщиной более 4 мм возможна, но дуговая сварка более производительна в этом случае.
2.2. Наплавка
Наплавка — это процесс нанесения слоя металла на поверхность изделия с помощью сварки.
Во многих отраслях для восстановления изношенных поверхностей деталей машин, рельсов, устранение брака литья и получения поверхности со специальными свойствами (износостойкая,кислотоупорная,жаростойкая)используютсяразличные виды наплавки.
27
Применяетсядуговая, газовая, плазменная,электрошлаковая и другие виды наплавки.
При наплавке в отличие от сварки в процессе участвует небольшое количество основного металла в связи с небольшой глубиной проплавления, поэтому внутренние напряжения и деформации изделия, склонность к образованию трещинотносительно незначительны.
Заданные особые свойства наплавленного слоя получают введением в его состав легирующих элементов. Способы легированияразличны:засчет взаимодействия расплавленного металла и шлака, поглощения некоторых элементов из газовой среды, введения в сварочную ванну легирующих добавок из флюса.
Особенно важно при наплавке получить однородность химического состава наплавленного металла, а следовательно, его свойств на всей поверхности наплавляемой детали.
28
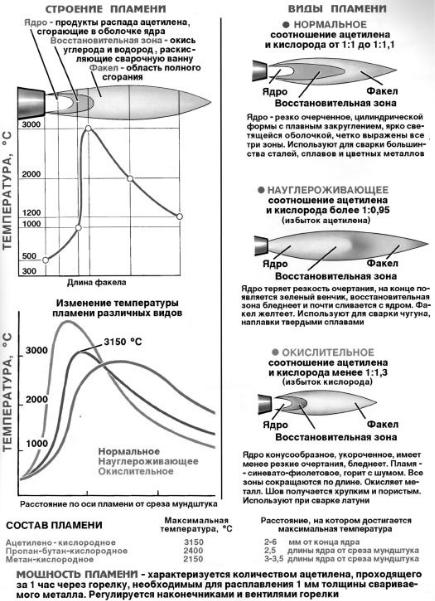
2.3. Сварочное пламя
Рис. 10. Сварочное пламя
29
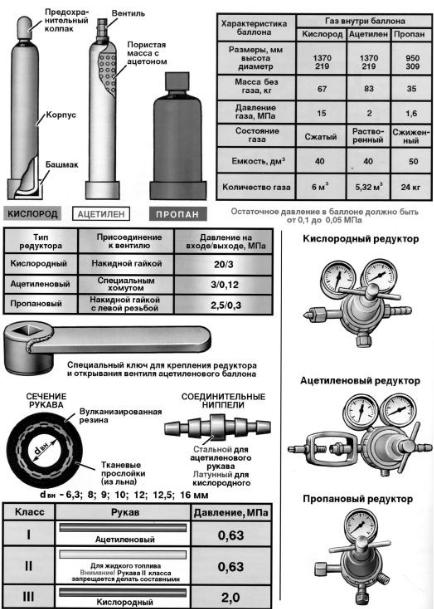
2.4. Газовые баллоны, редукторы, рукова
Рис. 11. Газовые баллоны, редукторы и рукава
30