

ostrozkov-a
.pdf
|
17 |
|
|
|
18 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
|
|
|
22 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.26. Продолжение
|
25 |
|
|
|
26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
|
|
28 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
29 |
|
|
30 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
31 |
|
|
32 |
|
|
|
|
|
|
|
||
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.26. Окончание
|
Ñ// |
Ñ/// |
|
|
/// |
||
|
B// |
B |
|
|
D// |
|
|
E// |
// |
|
|
L |
A// |
|
|
|
|
|
|
|
F // |
F |
// |
|
|
|
|
|
N // |
A// |
|
|
B/ |
A/ |
|
|
Рис. 2.27. Образец выполнения ГР 3 (упражнение 7) |
|
|
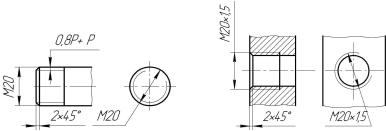
Рис. 2.28. Образец выполнения ГР 3 (упражнение 8)
Г р а ф и ч е с к а я р а б о т а 4
СОЕДИНЕНИЯ ДЕТАЛЕЙ
Цель работы: Изучить разъёмные и неразъёмные соединения, их изображения и обозначения на чертежах.
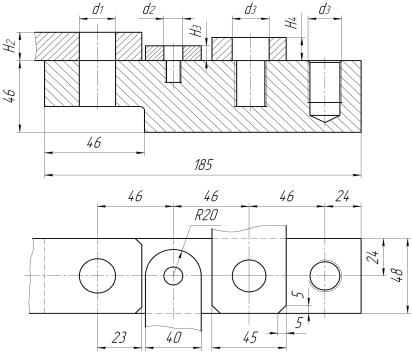
Задание: Выполнить упражнения по вариантам на листе чертёжной бумаги формата А3. Образец выполненной графической работы приведён на рис. 2.42.
Упражнение 9. Начертить в левой части листа глухое резьбовое отверстие (гнездо) под шпильку и упрощённые изображения разъёмных соединений: болтового, винтового, шпилечного, трубного (рис. 2.40, табл. 2.4; рис. 2.41, табл. 2.5).
Упражнение 10. Начертить в правой части листа условные изображения неразъёмных соединений: сварного, паяного, клееного и клёпаного, перечертив их с рис. 2.42.
Порядок выполнения работы
Перед выполнением упражнения изучить по ГОСТ или по учебнику: типы резьб, их обозначение и изображение; изображение резьбы в соединениях; типы и виды крепёжных деталей; упрощённое изображение крепёжных деталей; изображение трубного резьбового соединения.
Упражнение 9. Выполняем чертёж разъёмных соединений. Выполнение изображений на чертеже начинаем с вычерчивания скрепляемых деталей (пластин) на виде сверху. На виде сверху вычерчиваем резьбовое отверстие (гнездо) под шпильку (ГОСТ 2.311–68) и, согласно ГОСТ 2.315–68, условные изображения гайки и торца болта, головки винта, гайки и торца шпильки. Фронтальный разрез вычерчиваем на месте главного вида в проекционной связи с видом сверху, причём крепёжные детали (болт, гайку, шайбу, винт и шпильку) согласно ГОСТ 2.305–68 показываем не рассечёнными, хотя они попадают в продольный разрез.
Вычерчиваем трубное соединение, начиная с главного вида соединённого с фронтальным разрезом, согласно заданному условному проходу (внутреннему диметру) трубы. На месте вида слева вычерчиваем профильный разрез для показа конфигурации одного из фитингов – контргайки.
Соединения деталей могут быть разъёмными и неразъёмными. Разъёмные соединения позволяют выполнить их сборку и разборку без разрушения деталей. К таким соединениям относятся резьбовые, т.е. соединения с помощью деталей, имеющих резьбу. Резьбы по назначению подразделяются на крепёжные и ходовые. Крепёжные резьбы служат для получения разъёмных соединений деталей, а ходовые для преобразования вращательного движения в поступательное.
Правила нанесения обозначения и изображения резьбы устанавливает ГОСТ 2.311–68. Обозначение резьбы включает в себя буквенное (М – метрическая, G – трубная, Tr – трапецеидальная, S – упорная) и цифровое, определяющие соответственно тип и размер резьбы. На чертеже резьбу изображают условно, независимо от профиля резьбы.
а) |
б) |
Рис. 2.29
Резьбу на стержне (наружную) изображают сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими – по внутреннему диаметру на всю длину резьбы, которые должны пересекать границу фаски (рис. 2.29, а). На виде, полученном проецированием на плоскость, перпендикулярную оси стержня, внутренний диаметр резьбы изображают сплошной тонкой линией, приблизительно равной 3/4 окружности, разомкнутой в любом месте (рис. 2.29, а).
Резьбу в отверстии (внутреннюю) на продольном разрезе изображают сплошными толстыми линиями по внутреннему диаметру и сплошными тонкими линиями по наружному диаметру резьбы проводимыми только до линий, изображающих фаску (рис. 2.29, б). На изображении, полученном проецированием на плоскость,
перпендикулярную оси резьбы по внутреннему диаметру, проводят окружность сплошной основной линией, а по наружному диаметру проводят тонкой сплошной линией дугу окружности, разомкнутую в любом месте и равную приблизительно 3/4 окружности (рис. 2.29, б).
Границу длины резьбы на стержне и в отверстии проводят основной толстой линией.
Метрическую резьбу наиболее часто применяют в крепёжных деталях. Размеры этой резьбы стандартизованы: профиль резьбы ГОСТ 9150–81; диаметры и шаги ГОСТ 8724–81. Метрическую резьбу нарезают как с крупным (единственным для данного диаметра резьбы), так и с мелким шагом. Мелкий шаг для данного диаметра резьбы может быть различным. Например, для диаметра резьбы d = 20 мм крупный шаг всегда равен 2,5 мм, а мелкий может быть равен 2; 1,5; 1; 0,75; 0,5 мм, поэтому в обозначении метрической резьбы крупный шаг не указывают (рис. 2.29, а), а мелкий указывают обязательно (рис. 2.29, б) ГОСТ 8724–81.
Основные размеры трубной цилиндрической резьбы устанавливает ГОСТ 6357–81. Трубную резьбу обозначают условно. Например, G1 – резьба трубная 1 дюйм соответствует внутреннему диаметру трубы (условному проходу), равному ≈ 25 мм. Наружный же диаметр указанной трубной резьбы равен 33,25 мм. Обозначение трубной резьбы проставляют на полке линии-выноски, заканчивающейся стрелкой (рис. 2.30).
В резьбовых соединениях, изображённых на разрезе, резьба стержня закрывает резьбу отверстия (рис. 2.31, а, б), при этом штриховку в смежных сечениях доводят до сплошных основных линий. В соединениях различают скрепляемые и крепёжные детали. К крепёжным деталям, имеющим резьбу, относятся болты, винты, шпильки и гайки.
а) |
б) |
Рис. 2.30 |
Рис. 2.31 |
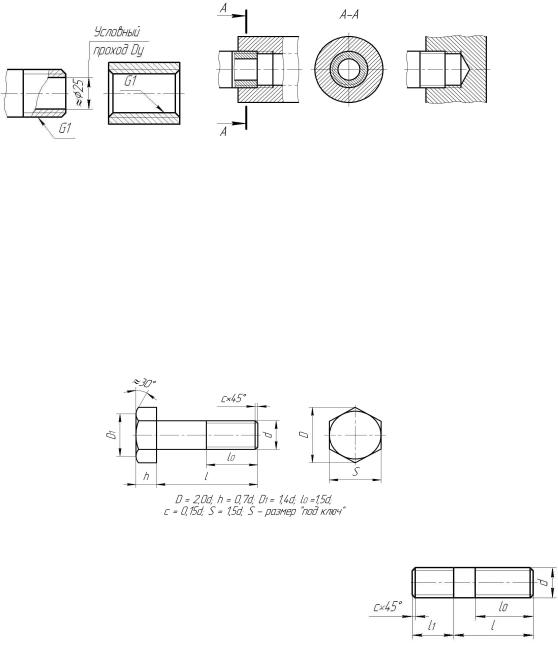
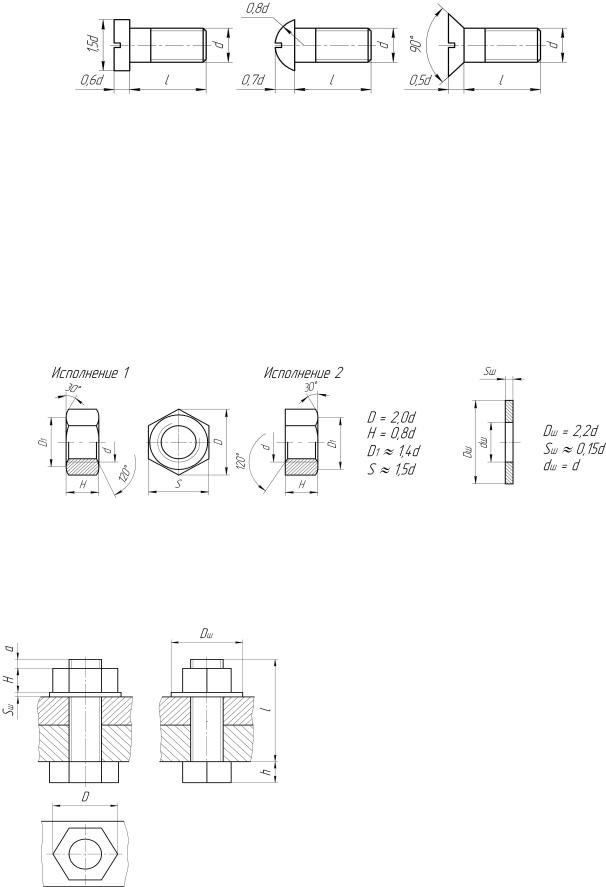
Болт – стержень с головкой на одном конце и резьбой для навинчивания гайки на другом (рис. 2.32). В машиностроении широкое распространение получили болты с шестигранной головкой, изготовляемые по ГОСТ 7798–70. Расчётную длину болта определяют по формуле l = A + 1,25d, где А – суммарная толщина скрепляемых деталей; 1,25d = Sш + H + a – величина, учитывающая толщину шайбы Sш, высоту гайки H и некоторый запас резьбы a = 0,3d; d – значение номинального диаметра резьбы болта. Полученное значение длины болта округляют до ближайшего стандартного значения по ГОСТ 7798–70, согласно которому длина болта кратна 5 мм, начиная с 20 до 80 мм, а с 80 мм и более кратна 10 мм.
Размеры головки болта вычисляют по формулам (рис. 2.32) и подбирают ближайшие, в соответствии с рядом чисел, установленных ГОСТ 7798–70.
Рис. 2.32
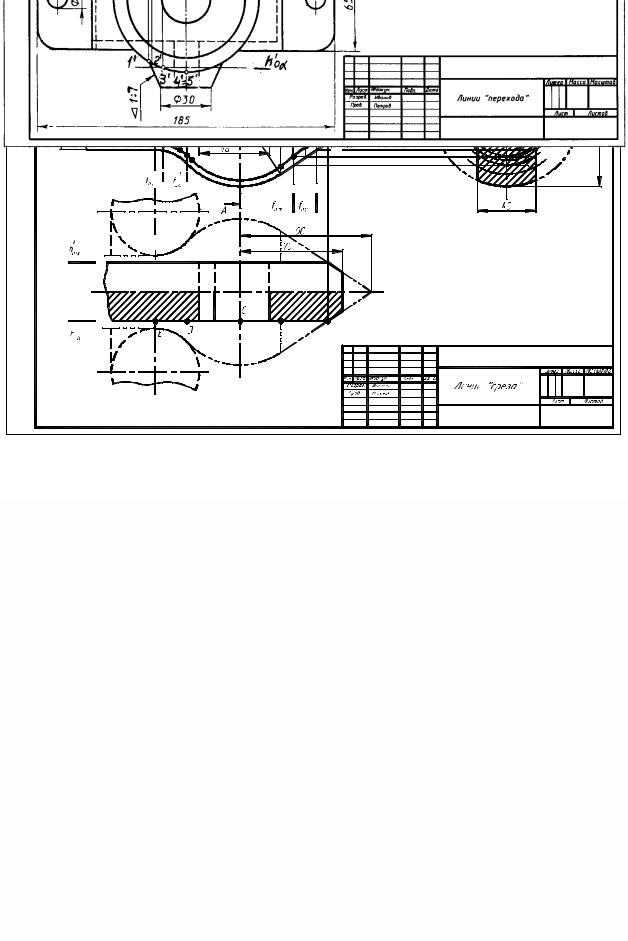
Шпилька – стержень с резьбой на обоих концах (рис. 2.33). Концы |
|
|
шпильки называются резьбовой ввинчиваемый и резьбовой (гаечный) со |
|
|
стандартными длинами l1 и l0 соответственно. |
|
|
Длина ввинчиваемого конца шпильки l1 зависит от материала |
|
|
детали, в которую он ввинчивается. Её выполняют различной величины: |
|
|
l1 = d – для стали, бронзы, латуни и т.д. (ГОСТ 22032–76); l1 = 1,25d для |
Рис. 2.33 |
|
чугуна (ГОСТ 22034–76); l1 = 2d – для лёгких сплавов (ГОСТ 22038–76). |
||
|
Выполняемую длину l1 подбирают по перечисленным стандартам как ближайшее значение в соответствии с рядом чисел: 10, 11, 12, 14, 16, 18, 20, 22 и т.д. По этим же стандартам определяют длину гаечного конца l0.
Номинальную длину шпильки l, не включающую длину резьбового ввинчиваемого конца, определяют по аналогии с определением расчётной длины болта и округляют до ближайшего целого по перечисленным стандартам, в соответствии с рядом чисел: 20, 25, 30, … 70, 75, 80, 90, 100, и т.д.
Винт – стержень с головкой различной формы, снабжённой специальной прорезью – шлицем на одном конце и резьбой на другом (рис. 2.34). Винты изготавливают с головками различных форм: цилиндрической (ГОСТ 1491–80), полукруглой (ГОСТ 17473–80), потайной (ГОСТ 17475–80) и др.
Рис. 2.34
Все элементы винта и головки стандартизованы. Размеры головки винта вычисляют по формулам (рис. 2.34) и подбирают ближайшее целое, в соответствии с рядом чисел, установленных вышеуказанными стандартами. Длина винта l = l1 + b (рис. 2.38) зависит от толщины скрепляемой детали (b) и глубины ввинчивания l1. Глубину ввинчивания винта вычисляют по аналогии с определением длины ввинчиваемого конца шпильки и выполняют по стандартам, в соответствии с рядом чисел: 10, 12, 14, 16, 20, 25, 30 … 75, 80,
90, 100 и т.д.
Гайка – деталь, имеющая отверстие с резьбой и предназначенная для навинчивания на болт, шпильку или иные детали (рис. 2.35). В машиностроении применяют шестигранные гайки класса точности В (ГОСТ 5915–70). Конструктивно они могут быть двух исполнений: исполнение 1 – гайки с двумя наружными фасками; исполнение 2 – гайки с одной наружной фаской.
Размеры гайки вычисляют по формулам (рис. 2.35) и подбирают ближайшие, в соответствии с рядом чисел, установленных соответствующим стандартом.
Рис. 2.35 |
Рис. 2.36 |
К крепёжным деталям без резьбы относятся различные шайбы и шплинты.
Шайба обыкновенная – пластина с отверстием, как правило, круглой формы, подкладываемая под гайку или головку болта, винта (рис. 2.36). Размеры шайбы вычисляют по формулам (рис. 2.36), где d – номинальный диаметр резьбы стержня крепёжной детали и подбирают ближайшие, в соответствии с рядом чисел,
установленных ГОСТ 11371–78.
Обозначают стандартные крепёжные детали условно. На учебных чертежах условное обозначение допускается упрощать, например: Болт М16 × 80 ГОСТ 7798–70; Шпилька М16 × 1,5 × 110 ГОСТ 22034–76; Винт М16 × 1,5 × 40 ГОСТ 1491–80; Гайка М16 × 1,5 ГОСТ 5915–70; Шайба 16 ГОСТ
11371–78. Здесь Болт … – название стандартной крепёжной детали; М – тип резьбы; 16 – номинальный диаметр резьбы; d (мм) (для шайбы диаметр резьбы стержня); 1,5 – мелкий шаг резьбы Р (мм); 80, 110, 40 – длина детали l (мм); ГОСТ … – государственный стандарт и его номер на конкретный тип изделия.
Крепёжные детали на сборочных чертежах и чертежах
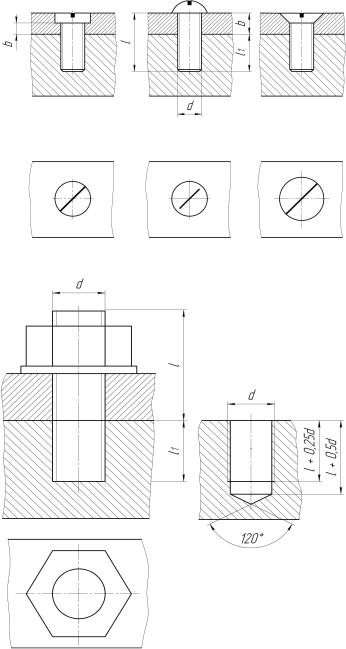
общего вида допускается изображать упрощённо, согласно ГОСТ 2.315–68. Упрощённые изображения деталей выполняют по их заданным и расчётным размерам. Упрощённые изображения соединений (болтового,
винтового и шпилечного) представлены на рис. |
|
||||||
2.37, 2.38 и 2.39, а. |
|
|
|
|
|
|
|
В упрощённых соединениях резьбу на всех |
|
||||||
крепёжных резьбовых деталях показывают по |
|
||||||
всей длине стержня. На видах, полученных |
|
||||||
проецированием |
|
на |
|
плоскость, |
|
||
перпендикулярную оси резьбы, резьбу на |
|
||||||
стержне изображают одной окружностью, |
|
||||||
соответствующей |
наружному диаметру |
резьбы |
|
||||
(дугу, соответствующую внутреннему диаметру |
|
||||||
резьбы, не изображают). Шлицы на головках |
|
||||||
винтов изображают одной сплошной линией на |
|
||||||
одном виде – по оси |
крепёжной |
детали, на |
|
||||
другом – под углом 45° |
к центровой линии. На |
|
|||||
упрощённых изображениях не изображают: |
|
||||||
фаски и скругления; зазоры между стержнем |
|
||||||
детали и отверстием; конец винтового и |
|
||||||
шпилечного гнезда; шайбы на виде, перпендикулярном оси резьбы. |
Рис. 2.38 |
||||||
При |
изображении |
трубного |
соединения |
||||
(рис. 2.40) рекомендуют показывать трубу, |
|
||||||
завинченную не до конца (на 2…4 |
мм). |
|
|
||||
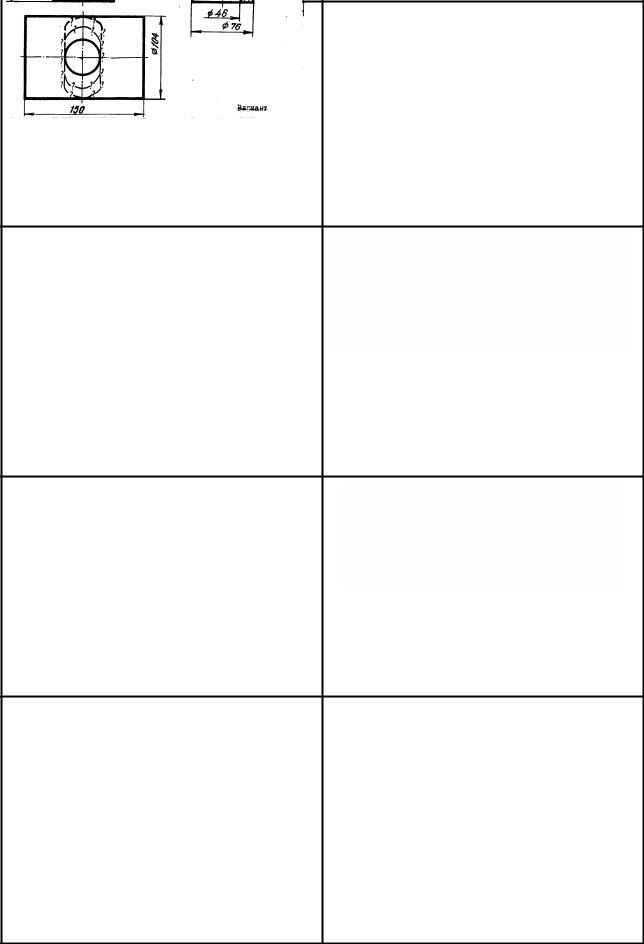
Перед |
вычерчиванием глухого |
отверстия |
|
||||
под шпильку или винт (рис. 2.39, б) рассмотрим |
|
||||||
технологическую |
последовательность |
его |
|
||||
выполнения. В скрепляемой детали сверлят |
|
||||||
глухое |
отверстие |
диаметром, |
|
равным |
|
||
внутреннему диаметру резьбы d1, на глубину l1 + |
|
||||||
0,5d. В результате сверления отверстие |
|
||||||
заканчивается |
конической |
поверхностью. |
|
||||
Образующие конической поверхности образуют |
|
||||||
угол 110…140° градусов равный углу режущей |
|
||||||
части сверла (главному углу в плане), который |
|
||||||
выбирают в зависимости от твёрдости материала |
|
||||||
скрепляемой детали. Резьбу в просверленном |
|
||||||
отверстии нарезают метчиком. Конструкция |
|
||||||
метчика предусматривает на его конце заборную |
|
||||||
коническую часть. За счёт конической заборной |
|
||||||
части метчика длина нарезанной резьбы в глухом |
|
||||||
отверстии l1 + 0,25d получается меньше глубины |
|
||||||
сверления |
приблизительно |
на |
0,25d. |
|
|||
Изображение резьбы в глухом резьбовом |
|
||||||
отверстии (гнезде) аналогично изображению |
|
||||||
внутренней резьбы в сквозном |
отверстии. На |
|
|||||
чертежах, по которым резьбу не выполняют, |
Рис. 2.39 |
|
|
конец глухого отверстия допускается изображать, как показано на рис. 2.31, б. |
|
Перед выполнением упражнения ознакомиться по ГОСТ или учебнику с основными неразъёмными соединениями, правилами их условного изображения и обозначения.
Упражнение 10. Выполняем чертёж неразъёмных соединений, перечертив их с рис. 2.42. Выполнение упражнения начинаем с выбора масштаба изображений и расположения их на поле чертежа. После выполнения изображений делаем поясняющие надписи, согласно образцу выполнения ГР.
Неразъёмные соединения деталей осуществляют: сваркой, пайкой, склеиванием, клёпкой, сшивкой и др. Разборку этих соединений можно произвести только с частичным разрушением некоторых деталей, входящих в соединение.
Сварные соединения – соединения деталей, выполненные при помощи сварки. В современной технике применяют различные способы сварки: ручную дуговую (ГОСТ 5246–80); автоматическую и полуавтоматическую (ГОСТ 11533–75); контактную (ГОСТ 15878–78); дуговую в защитном газе (ГОСТ 14771– 76); под флюсом (ГОСТ 8713–79) и др.
В процессе сварки образуются сварные швы, изображения и обозначения которых устанавливает ГОСТ
2.312–77.
Швы сварных соединений, независимо от способа сварки, условно изображают: видимый – сплошной основной линией; невидимый – штриховой линией; одиночную сварочную точку знаком «+» – сплошными
основными линиями (невидимые точки не изображают). Нестандартные швы изображают с указанием размеров.
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
Условные обозначения стандартного шва наносят над полкой линии-выноски, проведённой от изображения шва с лицевой стороны и под полкой линии-выноски, проведённой от изображения шва с оборотной стороны. В обозначении шва проставляют только те параметры и знаки, которыми характеризуется
обозначенный шов. Например: ГОСТ 5264–80 – |
Н2– 6, |
где ГОСТ … – стандарт, указывающий способ сварки, |
типы и конструктивные элементы швов; Н2 – |
буквенно-цифровое обозначение шва по стандарту на типы и |
|
конструктивные элементы швов сварных соединений; |
6 – знак указывает тип и конструктивные элементы |
|
шва, а цифра – его размер. |
|
|
Для нестандартных швов способ сварки указывают в технических требованиях или в таблице швов. Швы сварных соединений допускается обозначать упрощённо (ГОСТ 2.312–77).
Если швы выполняются по единому стандарту, обозначения стандарта указывают в технических требованиях чертежа или таблице.
Одинаковым швам на чертеже, изображённым с одной стороны (лицевой или оборотной), порядковый номер допускается не присваивать, а отмечать их линиями-выносками без полок.
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении шва и расположение швов.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз – в технических требованиях или в таблице швов.
Паяные и клееные соединения широко используются в современной технике. Правила изображения и обозначения швов, получаемых пайкой и склеиванием, изложены в ГОСТ 2.313–82. Согласно стандарту, место пайки и склеивания элементов, начерченных в разрезе и на видах, изображают сплошной линией, толщиной 2s. От линии (изображения шва) проводят тонкую линию-выноску, заканчивающуюся стрелкой. На линии выноске наносят сплошной основной линией – символ пайки симметричной формы (  ) выпуклостью к стрелке или символ склеивания ( ). Для обозначения швов, выполненных по замкнутой линии, линию-выноску начинают окружностью диаметром 3…4 мм. На полке линии-выноски указывают номер пункта технических требований, в которых приводят марку припоя или клея, а при необходимости – требования к качеству шва (размер, шероховатость и др.).
) выпуклостью к стрелке или символ склеивания ( ). Для обозначения швов, выполненных по замкнутой линии, линию-выноску начинают окружностью диаметром 3…4 мм. На полке линии-выноски указывают номер пункта технических требований, в которых приводят марку припоя или клея, а при необходимости – требования к качеству шва (размер, шероховатость и др.).
Клёпаные соединения применяют во многих конструкциях, например, самолётах, фермах мостов и др., а их условные изображения и обозначения устанавливает ГОСТ 2.313–82. Клёпаные соединения могут быть выполнены внахлёстку, встык с одной или несколькими накладками, причём заклёпки могут размещаться рядами в параллельном или шахматном порядке. Расположение заклёпок одного типа с одинаковыми размерами, входящие в соединение, показывают на чертеже условно, в одном-двух местах для каждого соединения, а в остальных – центовыми или осевыми линиями (рис. 2.42).
В клёпаных соединениях различают скрепляемые и крепёжные детали (заклёпки). Заклёпка – цилиндрический стержень с головкой различной формы. Стандартами установлены следующие типы заклёпок: с полукруглой головкой – ГОСТ 10299–80; с потайной головкой – ГОСТ 10300–80; с плоской головкой – ГОСТ
10303–80 и др.
На чертежах клёпаных соединений обозначают как скрепляемые, так и крепёжные детали. Условное обозначение деталей допускается наносить на полках линий-выносок, отводимых от изображения составных частей соединения. Согласно ГОСТ 2.316–68 линию-выноску, пересекающую контур изображения и не отводимую от какой-либо линии, заканчивают точкой. На учебных чертежах условное обозначение можно
упрощать, |
например: Заклёпка 6 × 24 ГОСТ 10299–80. Здесь Заклёпка – |
название стандартной крепёжной |
детали; 6 – |
диаметр стержня d (мм); 24 – длина стержня L (мм); ГОСТ… – |
государственный стандарт и его |
номер на конкретный тип изделия. |
|
|
Проработать материал по учебнику [1, с. 216 – 264, 272 – 278] и изучить требования ЕСКД [8]: ГОСТ 2.311–68. Изображение резьбы; ГОСТ 2.312–72. Условные изображения и обозначения швов сварных соединений; ГОСТ 2.313–82. Условные изображения и обозначения швов неразъёмных соединений; ГОСТ 2.315–68. Изображения упрощённые и условные крепёжных деталей.
Ответить на вопросы:
1.Какие соединения относятся к разъёмным? Какие вы знаете стандартные резьбы? Как их условно обозначают?
2.Как на чертеже изображается резьба на стержне, в отверстии, в соединении стержня с отверстием?
3.Как обозначаются резьбы на чертежах?
4.Какие вы знаете стандартные резьбовые изделия?
5.Какая резьба нарезается в соединительных деталях трубопроводов?
6.Какие размеры проставляют на упрощённом изображении болтового, шпилечного и винтового соединений?
7.Охарактеризуйте метрическую резьбу. Какой профиль имеют ходовые резьбы?
8.Какие соединения относятся к неразъёмным?
9.Приведите примеры. Какие существуют виды сварных соединений и как их обозначают?
10.Какие условные графические знаки используют на чертежах конструкций, выполненных с помощью пайки или склеивания?
11.Чем отличаются линии-выноски для обозначения сварных, паяных и клееных швов?
Варианты индивидуальных заданий к графической работе 4
Данные для упражнения 9
Рис. 2.40
2.4. Размеры метрической резьбы (рис. 2.40) (мм)
|
|
|
|
|
|
Вид соединения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина |
|
|
|
|
|
болтом |
|
винтом |
шпилькой |
труб муфтой |
|
|
|
||||||
|
№ |
|
скрепляемых деталей |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
а – ГОСТ 1491–80 |
|
|
(табл. 3.6) |
|
|
|
|
|
||||
|
Вариант |
|
|
|
|
|
|
|
|
Материал |
|||||
|
|
резьбышаг |
|
резьбышаг |
|
|
|
|
|
|
|||||
|
диаметр резьбыd |
|
|
|
диаметр резьбыd |
|
|
|
|
|
|
||||
|
|
|
|
резьбаG |
масштаб |
|
|
|
|
|
|||||
|
|
1 |
|
б – |
ГОСТ 17473–80 |
3 |
|
|
|
|
|
|
|
детали 1 |
|
|
|
|
|
в – |
ГОСТ 17475–80 |
|
|
|
|
H1 |
H2 |
H3 |
H4 |
|
|
|
|
|
|
диаметр |
тип |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
резьбы d2 |
винта |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
М10 |
1,5* |
|
М16 |
а |
М20 |
1,5 |
¼ |
2,5 : 1 |
38 |
28 |
16 |
18 |
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
М12 |
1,25 |
|
М14 |
б |
М16 |
2* |
3/8 |
2 : 1 |
36 |
26 |
14 |
16 |
Чугун |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
М14 |
2* |
|
М12 |
в |
М14 |
1,5 |
½ |
2 : 1 |
34 |
24 |
12 |
14 |
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
М16 |
1,5 |
|
М10 |
б |
М12 |
1,75* |
¾ |
1 : 1 |
32 |
22 |
10 |
12 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
М20 |
2,5* |
|
М8 |
в |
М10 |
1,25 |
1 |
1 : 1 |
30 |
20 |
8 |
10 |
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
М22 |
1,5 |
|
М6 |
а |
М8 |
1,25* |
1 ¼ |
1 : 2 |
28 |
18 |
6 |
8 |
Чугун |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
М10 |
1,25 |
|
М6 |
в |
М8 |
1,25* |
1 ½ |
1 : 2 |
28 |
10 |
14 |
12 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
М12 |
1,75* |
|
М8 |
а |
М10 |
1,25 |
2 |
1 : 2,5 |
26 |
12 |
12 |
14 |
Чугун |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
М14 |
1,5 |
|
М10 |
б |
М12 |
1,75* |
2 ½ |
1 : 2,5 |
24 |
14 |
10 |
16 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

10 |
М16 |
2* |
М12 |
а |
М14 |
1,5 |
3 |
1 : 2,5 |
22 |
16 |
8 |
18 |
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
М20 |
1,5 |
М14 |
б |
М16 |
2* |
¼ |
2,5 : 1 |
20 |
18 |
12 |
14 |
Чугун |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
М22 |
2,5* |
М16 |
в |
М20 |
1,5 |
3/8 |
2 : 1 |
18 |
20 |
14 |
16 |
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
М10 |
1,5* |
М12 |
б |
М14 |
1,5 |
½ |
2 : 1 |
32 |
12 |
10 |
8 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 2.4 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид соединения |
|
|
|
|
Толщина |
|
|
|
||
№ |
болтом |
|
винтом |
шпилькой |
труб муфтой |
|
|
|
|
|||||||
|
скрепляемых деталей |
|
|
|||||||||||||
|
|
а – ГОСТ 1491–80 |
|
|
(табл. 3.6) |
|
|
|||||||||
Вариант |
1 |
шаг резьбы |
3 |
шаг резьбы |
|
|
|
|
Материал |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
диаметр резьбы d |
б – |
ГОСТ |
17473–80 |
диаметр резьбы d |
|
|
|
|
|
|
детали 1 |
|
||||
резьба G |
масштаб |
|
|
|
|
|
||||||||||
в – |
ГОСТ |
17475–80 |
|
|
|
|
|
|||||||||
H1 |
H2 |
H3 |
H4 |
|
|
|||||||||||
|
|
|
|
|
|
|||||||||||
диаметр |
|
тип |
|
|
||||||||||||
|
|
|
|
|
|
|
||||||||||
резьбы d2 |
|
винта |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
14 |
М12 |
1,25 |
|
М10 |
|
в |
М16 |
2* |
¾ |
1 : 1 |
30 |
14 |
12 |
10 |
Чугун |
|
15 |
М14 |
2* |
|
М16 |
|
а |
М20 |
1,5 |
1 |
1 : 1 |
28 |
16 |
14 |
12 |
Сталь |
|
16 |
М16 |
1,5 |
|
М14 |
|
в |
М12 |
1,75* |
1 ¼ |
1 : 2 |
26 |
20 |
10 |
16 |
Сталь |
|
17 |
М20 |
2,5* |
|
М6 |
|
а |
М8 |
1 |
1 ½ |
1 : 2 |
24 |
16 |
8 |
14 |
Чугун |
|
18 |
М22 |
1,5 |
|
М8 |
|
б |
М10 |
1,5* |
2 |
1 : 2,5 |
22 |
14 |
6 |
16 |
Алюминий |
|
19 |
М10 |
1,25 |
|
М14 |
|
а |
М12 |
1,75* |
2 ½ |
1 : 2,5 |
34 |
18 |
14 |
18 |
Сталь |
|
20 |
М12 |
1,75* |
|
М6 |
|
б |
М14 |
1,5 |
3 |
1 : 2,5 |
32 |
16 |
12 |
20 |
Алюминий |
|
21 |
М14 |
1,5 |
|
М8 |
|
в |
М16 |
2* |
¼ |
2,5 : 1 |
30 |
14 |
10 |
22 |
Чугун |
|
22 |
М16 |
2* |
|
М6 |
|
б |
М20 |
1,5 |
3/8 |
2 : 1 |
28 |
12 |
8 |
18 |
Сталь |
|
23 |
М20 |
1,5 |
|
М12 |
|
в |
М10 |
1,5* |
½ |
2 : 1 |
22 |
10 |
10 |
16 |
Чугун |
|
24 |
М22 |
2,5* |
|
М10 |
|
а |
М8 |
1 |
¾ |
1 : 1 |
20 |
14 |
12 |
14 |
Алюминий |
|
25 |
М10 |
1,5* |
|
М8 |
|
б |
М12 |
1,25 |
1 |
1 : 1 |
30 |
22 |
14 |
12 |
Алюминий |
|
26 |
М12 |
1,25 |
|
М16 |
|
а |
М14 |
2* |
1 ¼ |
1 : 2 |
28 |
20 |
12 |
10 |
Сталь |
|
27 |
М14 |
2* |
|
М6 |
|
в |
М16 |
1,5 |
1 ½ |
1 : 2 |
26 |
18 |
10 |
16 |
Чугун |
|
28 |
М16 |
1,5 |
|
М8 |
|
б |
М20 |
2,5* |
2 |
1 : 2,5 |
24 |
16 |
8 |
20 |
Сталь |
|
29 |
М20 |
2,5* |
|
М16 |
|
в |
М10 |
1,25 |
2 ½ |
1 : 2,5 |
20 |
14 |
12 |
14 |
Чугун |
|
30 |
М22 |
1,5 |
|
М12 |
|
а |
М8 |
1,25* |
3 |
1 : 2,5 |
18 |
10 |
14 |
12 |
Алюминий |
|
* Крупный шаг резьбы.
Данные для упражнения 10
Рис. 2.41 2.5. Размеры файловой резьбы(рис. 2.41) (мм)
|
|
|
Деталь 1 |
|
Деталь 2 |
|
Деталь 3 |
|
|
Деталь 4 |
|
|||
|
G |
Dу |
Труба (ГОСТ 3262– |
Труба (ГОСТ 3262– |
Муфта (ГОСТ 8966– |
Контрагайка (ГОСТ 8968– |
||||||||
|
75) |
|
75) |
|
75) |
|
|
75) |
|
|||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d |
|
l |
d |
|
l1 |
L |
|
Dм |
H |
S |
D |
¼ |
8 |
13,5 |
|
7,0 |
13,5 |
|
37 |
25 |
|
19 |
6 |
22 |
25,4 |
|
3/8 |
10 |
17 |
|
8,0 |
17 |
|
42 |
26 |
|
24 |
6 |
27 |
31,2 |
|