

3834
.pdfНа вход декодера LDPC подается логарифмическое отношение правдоподобия (log-likelihood ratio LLR), L(ci), которое определяется следующим уравнением
Pr(ci 0) L(ci) log Pr(ci 1)
где ci– i-й бит передаваемого кодового слова с.
Есть три ключевых переменных в алгоритме: L(rji), L(qij), и L(Qi). L(qij) представляется как L(qij)= L(сi).
Для каждой итерации L(rji), L(qij), и L(Qi)используются следующие соотношения:
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
||
L(rij) 2arth |
|
|
th |
|
L |
(qi'j) |
|
|
|
||||||
i' V |
j |
\i |
2 |
|
|
||
|
|
|
|
|
|
||
L(qij ) L(ci ) |
|
L(r j'i ) |
|||||
|
j' Ci\ j |
|
|
||||
L(Qi ) L(ci ) |
L(r j'i) |
|
|||||
|
j' Ci |
|
|
Ci\j и Vj\i выбираются, как |
|||
где множество |
индексов |
||||||
показано в примере ниже:
Предположим, у нас есть следующая проверочная матрица H:
1 |
1 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
0 |
0 |
1 |
1 |
1 |
0 |
0 |
|
1 |
0 |
||||||||
H 0 1 |
0 |
0 1 |
0 0 1 1 0 |
||||||
0 0 1 |
0 0 1 0 1 0 1 |
||||||||
0 0 0 |
1 |
0 0 1 0 1 1 |
|||||||
Для i=5 и j=3 наборы индексов будут такими:
151

Вконце каждой итерации, L(Qi) предоставляет
обновленную оценку LLR для переданного бита сi.
Выход мягкого решения выхода для сi – этоL(Qi). Выход жесткого решения для сi - 1, если L(Qi) 0и 0 в противном случае.
Архитектуры декодеров
В общем случае можно выделить три основных класса архитектур декодеров: параллельная, последовательная и частично параллельная. Базовыми элементами в структуре декодера при любой архитектуре являются блоки вычисления значений qi,j (Блок Символ-Проверка, БСП) и rj,i (Блок Проверка-Символ, БПС). Реализация БСП тривиальна, а структура БПС [4] представлена на рис. 3.
152
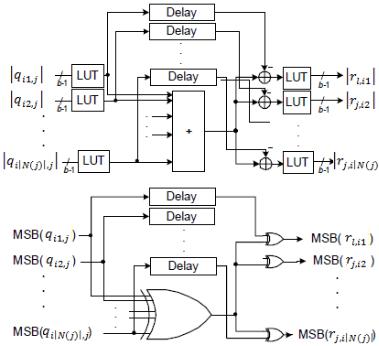
Рис. 3. Структура БПС
Алгоритм передачи сообщений является параллельным, то есть вычисления qi,j для различных i не зависят друг от друга, то же справедливо для rj,I [5]. Поэтому параллельная реализация представляет собой отображение графа Таннера в блоки вычисления сообщений и соединения между ними. Такая архитектура представления на рис. 4.
Такой подход требует объема памяти, пропорционального числу вершин в графе Таннера, а также быстродействие в значительной мере определяется быстродействием элементов памяти. Однако, такая архитектура является наиболее гибкой. Усовершенствование подхода заключается в использовании памяти, позволяющей чтение нескольких ячеек одновременно, использование банков памяти и планировщиков. Реализуется обычно такая архитектура программно на микропроцессорах и цифровых сигнальных процессорах и как правило ограничивает скорость передачи до нескольких сотен Кб/с.
153
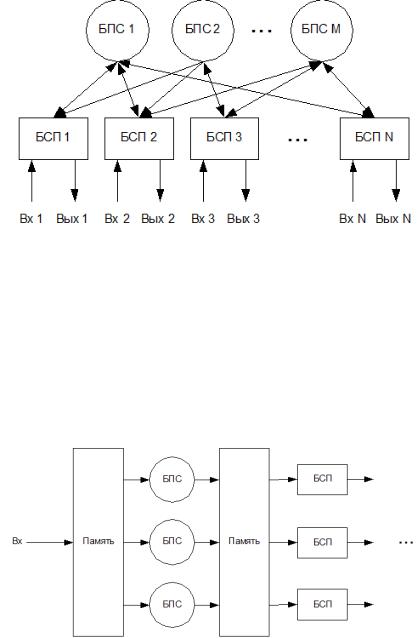
Рис. 4. Параллельная архитектура
Параллельная архитектура позволяет потенциально добиться максимальной скорости работы, но она сложна в реализации из-за большого количества нерегулярных связей в графе Таннера, что представляет проблему при трассировке соединений.
Платформами реализации здесь являются ASICи ПЛИС. Альтернативой является вычисление сообщений
последовательно на нескольких вычислительных блоках. Такая архитектура представлена на рис. 5. Здесь все вычисления происходят на небольшом числе блоков, а обмен сообщениями осуществляется через память.
Рис. 5. Последовательная архитектура
154
Ещё одним подходом является частично параллельная архитектура. Она предусматривает разбиение проверочной матрицы по строкам и столбцам таким образом, чтобы была возможность вычисления набора сообщений за один цикл. Такой способ потенциально может ограничить применимость данной архитектуры лишь к регулярным кодам, обладает большим энергопотреблением и меньшей скоростью, чем полностью параллельная архитектура, но меньшей сложностью реализации [6]. Здесь применяются ASIC и ПЛИС.
Заключение. LDPC-коды в современных системах передачи информации занимают нишу, аналогичную турбокодам. Оба эти класса кодов используются в системах, где требуются повышенные скорости передачи данных при ограниченной полосе пропускания канала. к числу таких систем можно отнести, например, спутниковую связь, цифровое телевидение (в том числе высокой четкости), а также каналы передачи в электронно-вычислительных машинах и их сетях. LDPC-кодеры могут обеспечивать поистине колоссальную скорость передачи данных (до 40 Гб/с), что обусловлено простотой их реализации. наиболее быстрыми декодерами разумно было бы считать многопороговые декодеры (МПД), декодирующие по одноименному алгоритму, о котором говорилось выше. в МПД могут легко декодироваться длинные коды, в широком диапазоне кодовых скоростей при использовании как жесткого, так и мягкого модемов. При этом МПД выполняет только простейшие операции сложения и сравнения небольших целых чисел, что обуславливает его крайнюю простоту при всех вариантах программной или аппаратной реализации.
Литература
1.Овчинников, А. К вопросу о построении LDCP-кодов на основе евклидовых геометрий [Текст] / А. Овчинников // Вопросы передачи и защиты информации: Сб. статей под ред. А. Крука. -
СПбГуаП. СПб. - 2006. – 226 с
2.Воробьев, К. А. Методы построения и декодирования недвоичных низкоплотностных кодов [Текст] / К. А. Воробьев // Теория и практика системного анализа. - 2010. - Т. II. - С. 96–102.
3.K. S. Andrews, D. Divsalar, S. Dolinar, J. Hamkins, C. R.
155
Jones, and F. Pollara, “The development of turbo and LDPC codes for deep-space applications,” Proceedings of the IEEE, vol. 95, no. 11, pp. 2142–2156, Nov. 2007.
4.Fossorier M.P.C., Mihaljevic M., Imai H. Reduced Complexity Iterative Decoding of Low&Density Parity&Check Codes Based on Belief Propagation // IEEE Transactions on Communications. Vol. 47(5). May 1999.
5.Tanner R. A recursive approach to low complexity codes// IEEE Trans.Inform. Theory. 1981. Vol. IT&42. P. 533–547.
6.Blanksby A., Howland C. A 690&mw 1&gb/s 1024&b, rate&1/2 low&density parity&check code decoder// IEEE Journal on Solid&State Curcuits. Mar. 2002. Vol. 37. N 3. P. 404–412.
Воронежский государственный технический университет
156
УДК 621.9
Н.В. Ципина, А.А. Алехин
ПРИМЕНЕНИЕ АДДИТИВНЫХ ТЕХНОЛОГИЙ В ПРОЕКТИРОВАНИИ РЭС
Рассмотрено применение аддитивных технологий в проектировании радиоэлектронных средств
Аддитивные технологии (AF – Additive Manufacturing), или технологии послойного синтеза, сегодня одно из наиболее динамично развивающихся направлений «цифрового» производства. Они позволяют на порядок ускорить НИОКР и решение задач подготовки производства, а в ряде случаев уже активно применяются и для производства готовой продукции.
История развития трехмерной печати насчитывает около 30 лет. Родоначальником аддитивных технологий принято считать Чарльза Халла, который в 1986 году запатентовал такой способ, как стереолитография. В этом же году американец основал компанию 3D Systems и разработал первый 3D-принтер Stereolithography Apparatus.
А в 1988 году, усовершенствовав прежнюю модель, компания начала первое серийное производство 3D-принтеров SLA-250. Второй вехой развития 3D-печати стало открытие в 1988 году технологии послойного наплавления FDМ Скоттом Крампом и основание им же компании Stratasys. [1]
Изначально термина «3D-печать» не существовало, и инновационные технологии назывались «быстрое прототипирование». Новый термин появился в 1995 году благодаря двум студентам Массачусетского технологического института – Джиму Бредту и Тиму Андерсону. Они придумали перестроить работу обычного струйного принтера так, чтобы он делал объемное изображение в специальной емкости, после чего запатентовали идею и открыли компанию Z Corporation. Эта технология, в основе которой лежит послойное склеивание порошка, до сих пор используется для промышленного моделирования (рис. 1).
157

Рис. 1
Прототипы держателей для авиационных двигателей, напечатанные на 3D-принтере.
Термин, которым в мировой практике обозначается применение 3D-печати в промышленности, – «аддитивные технологии» (Additive manufacturing), что означает изготовление изделия путем добавления. Аддитивные технологии отличаются друг от друга выбором материалов и способа их нанесения, однако во всех случаях создание модели основывается на послойном наращивании. Расходными материалами может послужить пластик, бетон, гипс, деревянное волокно, поликарбонат, металл и даже живые клетки и шоколад. [1]
ABS-пластик (рис. 2) - распространенный материал, который подходит для большинства проектов. С его помощью можно оценить дизайн и размеры изделия, создать образец для презентации заказчикам или провести маркетинговые исследования.
Гипс - подходит для создания моделей для архитектурных макетов, проектирования жилых комплексов. Цветная 3D-печать гипсом (рис. 3) позволяет делать наглядные модели, без дальнейшей окраски.[ 4 ]
158

Рис. 2
Рис. 3
Фотополимеры (рис. 4) - широко применяются при тестировании сложных механизмов и деталей. Используется для проверки формы, создания выжигаемых мастер-моделей, а также для выявления точных размеров будущего изделия.
3D-принтеры применяются для быстрого изготовления прототипов и используются в самых разных областях. Работа с реальными физическими моделями дает множество преимуществ тем, кто применяет технологию 3D-печати.
В первую очередь, это возможность оценить эргономику будущего изделия, его функциональность и собираемость, а также исключить возможность скрытых ошибок перед запуском изделия в серию. Таким образом, можно сэкономить значительное количество финансовых средств и времени благодаря сокращению цикла производства [5].
159

Рис. 4
Кроме того, на готовой модели можно проводить различные тесты еще до того, как будет готов окончательный вариант изделия. Более того, прототипы позволяют проводить такие тесты, которые не рекомендуются к проведению на готовом образце.
Однако, прототипы — это еще не все. Следующая ступень — быстрое производство. Уже сейчас некоторые технологии 3D-печати позволяют изготовлять готовые предметы из различных материалов. Это идеальное решение для мелкосерийного производства, поскольку унифицированный техпроцесс дает возможность сделать деталь любой конфигурации за относительно малое время.
Существует два способов нанесения: струйный и лазерный. К струйному способу относятся такие технологии, как
застывание |
материала |
при |
|
охлаждении, |
полимеризация фотополимерного пластика |
под |
действием |
||
ультрафиолетовой лампы, спекание порошкообразного материала. К лазерному – послойное ламинирование, селективное
лазерное спекание, лазерная наплавка металла и лазерная стереолитография .
Струйная: Застывание материала при охлаждении — раздаточная головка выдавливает на охлаждаемую платформу - основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.
Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы - способ похож на предыдущий, но пластик твердеет под действием ультрафиолета.
Склеивание или спекание порошкообразного материала -
160