

939
.pdfЗаработная плата ИТР и МОП рассчитывается исходя из штатного расписания и должностных окладов.
Фонд оплаты труда работающих необходимо представить по форме таблицы из раздела 3.
Точке безубыточности (Тб) соответствует нулевая прибыль. Эта точка показывает предельную сумму выручки от реализации продукции в стоимостной оценке и в натуральных единицах, ниже которой деятельность цеха, предприятия будет убыточной.
Критический объем производства равен:
QKP ЗПОСТ / Ц ЗПЕРУД , |
(6.5) |
где Зпост — суммарные постоянные затраты, связанные с производством и реализацией продукции на программу выпуска, тыс. р.;
QKp — критический объем производства, шт.; Ц — цена единицы изделия, р.;
ЗУДПЕР — условно-переменные затраты на единицу продукции, р.
Для расчета критического объема производства отливки необходимо заполнить таблицу.
20
Расчет критического объема производства
Объем |
Условно- |
Условно- |
Сово- |
Вы- |
Прибыль |
произ- |
постоянные |
перемен- |
купные |
ручка |
(убытки), |
водства, |
затраты, |
ные |
затраты, |
тыс. р. |
тыс. р. |
тыс. шт. |
тыс. р. |
затраты |
(n2 + n3), |
|
|
на |
тыс. р. |
|
|
||
|
|
|
|
||
|
|
объем |
|
|
|
|
|
произ- |
|
|
|
|
|
водства, |
|
|
|
|
|
тыс. р. |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
На основе расчетных данных таблицы осуществляется графическое построение.
Графически точка безубыточности (критического объема производства) определяется как пересечение прямых выручки и общих затрат на производство и реализацию продукции. Этому условию соответствует равенство:
ЦQ ЗСОВ ЗПОСТ ЗПЕРУД Q . |
(6.6) |
21
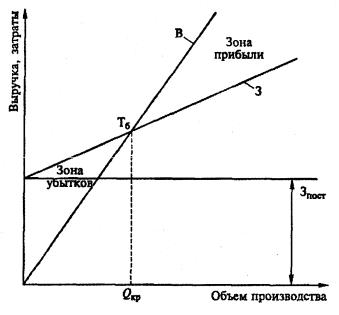
Зависимость между выручкой, затратами и прибылью
В – выручка от реализации продукции, р; Зпост – постоянные затраты, р.; Зсов – совокупные затраты, равные сумме постоянных и переменных затрат на производство продукции.
22
7. МНОГОВАРИАНТНЫЕ ЗАДАНИЯ, МЕТОДИКА ИХ ВЫПОЛНЕНИЯ И ФОРМУЛЫ РАСЧЕТА ПОКАЗАТЕЛЕЙ
Таблица 7.1
|
|
|
|
|
Балансовая стоимость |
||||||||||
|
Наименование |
|
Наименование |
|
оборудования, тыс. р. |
||||||||||
|
|
|
|
|
|
|
(Бо) |
|
|
|
|
|
|||
|
операции |
|
оборудования |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Варианты заданий |
|
|
||||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
1 |
|
2 |
3 |
4 |
|
5 |
|
||||
|
1. Ориентация |
Установка |
60 |
|
63 |
65 |
68 |
|
72 |
|
|||||
|
слитков |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Резка слит- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ков на заготов- |
Станок |
80 |
|
85 |
87 |
89 |
|
92 |
|
|||||
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Двусторон- |
Шлифовальный |
100 |
|
100 |
100 |
100 |
|
100 |
|
|||||
|
няя шлифовка |
станок |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
4. Разбраковка |
Приспособление |
30 |
|
40 |
35 |
37 |
|
36 |
|
|||||
|
пластин |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Односто- |
Шлифовальный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ронняя шли- |
100 |
100 |
100 |
100 |
100 |
|
||||||||
|
станок |
|
|||||||||||||
|
фовка |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7.2 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
Норма штучного вре- |
||||||||||
|
Наименование |
|
Наименование |
|
мени на одну пласти- |
|
|||||||||
|
|
|
|
|
|
ну, мин. (Нвр) |
|
|
|||||||
|
операции |
|
оборудования |
|
|
|
|
|
|
||||||
|
|
|
Варианты заданий |
|
|||||||||||
|
|
|
|
|
|
||||||||||
|
|
|
|
|
1 |
|
|
2 |
|
3 |
|
4 |
|
5 |
|
|
1. Ориентация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
слитков |
|
Установка |
|
3,6 |
|
3,8 |
|
4,0 |
|
3,5 |
|
4,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 7.2
|
2. Резка слит- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
ков на заготов- |
|
Станок |
|
2,0 |
|
2,2 |
|
2,3 |
|
2,5 |
|
2,8 |
||||
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Двусторон- |
|
Шлифовальный |
9 |
|
9 |
|
9 |
|
9 |
|
9 |
|||||
|
няя шлифовка |
|
станок |
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
4. Разбраковка |
|
Приспособление |
2,4 |
|
2,3 |
|
2,5 |
|
2,4 |
|
2,5 |
|||||
|
пластин |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
5. Односторон- |
|
Шлифовальный |
4,8 |
|
4,7 |
|
4,6 |
|
4,4 |
|
4,5 |
|||||
|
няя шлифовка |
|
станок |
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7.3 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Наименованиеоперации |
|
Наименованиеоборудования |
|
Нормааморти зационныхотчислений, % (На) |
Установленнаямощоборудованияность , кВт(N) |
|
Удельнаяплощадь |
единицыоборудова- ,ниям |
|
Условияоплаты труразряд,датариф. сетка |
|
выполнения.Коэф выработкинорм (Квн) |
||||
|
|
|
|
|
|
|
|
|
|
) Луд ( |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
2 |
|
3 |
4 |
|
|
5 |
|
6 |
|
|
|
7 |
||
|
1. Ори- |
|
Уста- |
|
|
|
|
|
|
|
|
5р. сд. |
|
|
|
|
|
|
ентация |
|
|
24,8 |
0,05 |
|
4,5 |
|
|
|
1,1 |
||||||
|
|
новка |
|
|
|
н |
|
|
|||||||||
|
слитков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Резка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
слитков |
|
|
|
|
|
|
|
|
|
|
4р. сд. |
|
|
|
|
|
|
на |
|
Станок |
|
19 |
0,5 |
|
|
6 |
|
|
|
1,1 |
||||
|
|
|
|
|
|
н |
|
|
|||||||||
|
заго- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
товки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|

Продолжение табл. 7.3
3. Дву- |
Шлифова- |
|
|
|
4р. |
|
|
сторонняя |
льный ста- |
24,8 |
0,6 |
5,5 |
1,1 |
|
|
сд. н |
|
||||||
шлифовка |
нок |
|
|
|
|
|
|
|
|
|
|
|
|
||
4. Разбра- |
Приспособ- |
12 |
- |
5,5 |
4р. |
1,0 |
|
ковка |
ление |
сд. н |
|
||||
пластин |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
5. Одно- |
Шлифоваль- |
|
|
|
4р. |
|
|
сторонняя |
24,8 |
0,6 |
5,5 |
1,1 |
|
||
шлифовка |
ный станок |
|
|
|
сд. н |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7.4 |
||
Варианты заданий. Первая цифра – балансовая стоимость оборудования, вторая – норма штучного времени, третья цифра – годовая программа выпуска изделий
1 |
1 |
1 |
2 |
1 |
3 |
3 |
1 |
2 |
4 |
1 |
1 |
5 |
1 |
3 |
1 |
2 |
2 |
2 |
2 |
1 |
3 |
2 |
3 |
4 |
2 |
2 |
5 |
2 |
1 |
1 |
3 |
3 |
2 |
3 |
2 |
3 |
3 |
1 |
4 |
3 |
3 |
5 |
3 |
2 |
1 |
4 |
1 |
2 |
4 |
3 |
3 |
4 |
2 |
4 |
4 |
1 |
5 |
4 |
3 |
1 |
5 |
2 |
2 |
5 |
1 |
3 |
5 |
3 |
4 |
5 |
2 |
5 |
5 |
1 |
Месячный оклад работников, начисления на оплату труда, цена 1 кВт/ч электроэнергии согласовать с преподавателем.
Условные обозначения:
N – установленная мощность кВт;
Кнач – коэффициент начисления на оплату труда; На – годовая норма амортизации, %; Оп – потребное число единиц продукции;
Ор – расчетное количество единиц продукции; П – премия; Луд – удельная площадь на единицу продукции;
Ст – тарифная ставка определенного разряда;
25
Тг – трудоемкость годового объема работы, чел-ч; Тед – трудоемкость единицы продукции, чел-ч; То – осветительный период за год; Цпл – цена 1 м2 площади; Цэ – цена 1 кВт/ч электроэнергии;
Бо – балансовая стоимость оборудования; Др – количество рабочих дней в году;
Квн – планируемый коэффициент выполнения норм
(1,0 – 1,15);
Кв – коэффициент загрузки электродвигателей по времени
(0,4 – 0,7);
Км – коэффициент занятости электродвигателей по мощности
(0,5 – 0,8);
Кпд – коэффициент полезного действия (0,95); Ксм – количество смен;
Кс – коэффициент, учитывающий потери электроэнергии в сети (1,04 – 1,08);
Кд – коэффициент дополнительной заработной платы
(0,12 – 0,25);
Фмоб – среднегодовая стоимость материальных оборотных средств, р.
26
8. РАСЧЕТ ПОТРЕБНОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ ПРОИЗВОДСТВЕННОГО УЧАСТКА
8.1. Задание: на основе исходных данных (табл. 8.1, 8.2) рассчитать:
1.Действительный фонд времени работы оборудования (Фд).
2.Трудоемкость годовой программы участка (Тн-ч, Тч).
3.Потребное количество единиц оборудования (Ор).
4.Принятое количество единиц оборудования (Оп).
5.Коэффициент занятости оборудования (Кз).
Результаты расчетов по всем операциям представить в таблице 8.1
|
|
|
|
|
|
|
|
Таблица 8.1 |
||
|
Расчет потребного количества оборудования |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Исходные данные |
|
|
|
|
Расчет |
|
||
|
|
|
|
|
|
|
|
|
|
|
Наименование операции |
|
Наименование оборудования |
Трудоемкость годовой программы, нормо-ч. |
Коэффициент выполнениянорм выработки |
Количество |
единиц обо- |
рудования |
|
Коэффициент занятости оборудования |
|
|
|
|
|
|||||||
Расчет |
|
|
Принято |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
1 |
|
2 |
3 |
4 |
5 |
|
|
6 |
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
|
|
|
|
|
|
8.2. Методические указания по расчету потребного количества оборудования
Потребное количество оборудования на i-той операции определяются раздельно по каждому его типоразмеру. Первоначально находится расчетное количество потребного оборудования (Ор) затем оно округляется до ближайшего целого числа, которое и является принятым количеством оборудования (Оп). Допускается перегрузка оборудования до 10%. При этом необходимо предусмотреть мероприятия, позволяющие, если это возможно, принять количество оборудования равное меньшему числу.
Расчетное количество оборудования одного типоразмера на i-той операции определяются отношением годового объема работ по изготовлению продукции к тому объему, который может быть выполнен с помощью единицы оборудования. В зависимости от особенностей продукции, технологии и организации ее производства применяются различные единицы измерения объема продукции и работ.
Объем работ может измеряться в натуральных единицах (т, м2 и др.); в единицах времени работы (маш.-ч., чел.-ч.); суммарной продолжительностью производственных циклов работы (ч.).
Расчетное количество единиц оборудования определяется по формуле
Ор |
|
t |
Ш К АГ |
|
60 КВН ФД КО |
||||
|
|
|||
где tШ К – норма штучно-калькуляционного времени на выполнение операции, мин.; АГ – годовая программа выпуска изделий, шт.;
КВН – коэффициент выполнения норм;
28
ФД – действительный фонд времени работы оборудования,
час.; КО – коэффициент загрузки оборудования.
Коэффициент выполнения норм (КВН ) при наличии технически обоснованных норм времени принимают в пределах
1,0 – 1,2.
Коэффициент загрузки оборудования во времени (КО )
учитывает неизбежные простои, возникающие по технологическим и организационным причинам (аварийный ремонт, занятость рабочего на выполнении других работ и т.п.). Он зависит от типа производства, режима работы в цехе, а также от характера оборудования. При приближенных расчетах КО может
приниматься равным:
0,85 – для индивидуального и мелкосерийного производ-
ства;
0,80 – для крупносерийного производства;
0,70 – для массового производства.
Расчет потребного количества единиц оборудования используется в дальнейших расчетах: для определения стоимости оборудования, амортизационных отчислений на реновацию оборудования, а также при укрупненных расчетах затрат на текущий ремонт оборудования, износ малоценного и быстроизнашивающегося инструмента и прочих расходов (табл. 8.1), для расчета фондоемкости и фондоотдачи (табл. 8.2).
Пример расчета потребного количества оборудования (приведенный расчет соответствует варианту 1-3-1.)*
29