

4909
.pdf21
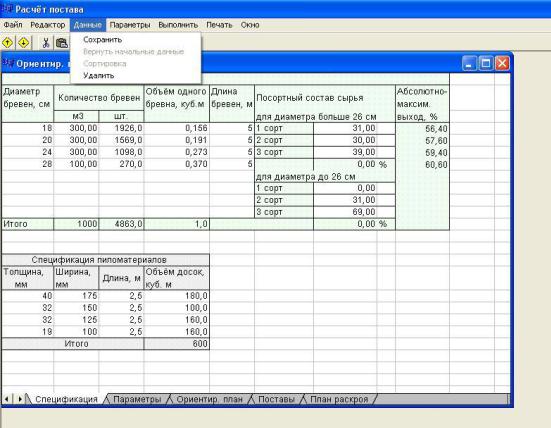
На открывшейся странице «Спецификация» вводим данные бревен (диаметр и длина бревен, количество бревен в м3, посортный состав сырья) и данные пиломатериалов (толщина в мм, ширина в мм, длина в м, объем в м3) рис. 7.
Рис. 7. Ввод данных из спецификации на бревна и на пиломатериалы Программа автоматически рассчитывает объем одного бревна в м3 и ко-
личество бревен в шт.
После ввода всех данных в меню открыть вкладку «Данные» и выполнить «Сохранить данные» рис. 8. Теперь их можно модифицировать. Например, сортировать по убыванию диаметра или объема сырья, ширины, толщины или объема пиломатериалов.
22
Рис. 8. Сохранение введенных данных После завершения ввода данных и их модификации переходим на стра-
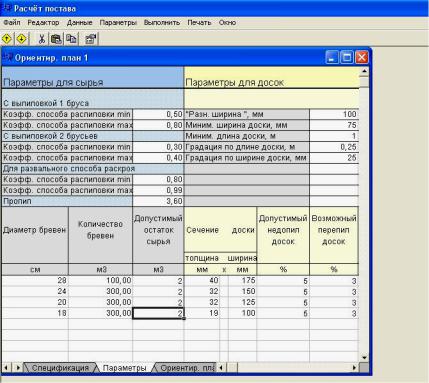
ницу «Параметры» рис 9. Они влияют на расчет ориентировочного плана раскроя.
На данной странице «Параметры» назначение начальных параметров сделано по умолчанию: указан верхний и нижний предел коэффициента способа распиловки (α) в зависимости от способа распиловки (брусово-развальный, 2 бруса или развальный), пропил (зависит от выбранного бревнопильного оборудования), разноширинная доска, минимальная ширина и длина пиломатериалов, градация по длине и ширине пиломатериалов. Также на этой странице имеются следующие показатели: допустимый недопил досок – 5 % (при нехватке сырья), возможный перепил пиломатериалов – 3 % (при избытке сырья). Эти параметры можно изменять в зависимости от полученного плана раскроя.
При расчете ориентировочного плана раскроя эти данные можно изменять. Например, можно менять пропил, минимальную длину пиломатериалов и т.д.
23
Рис. 9. Страница «Параметры»
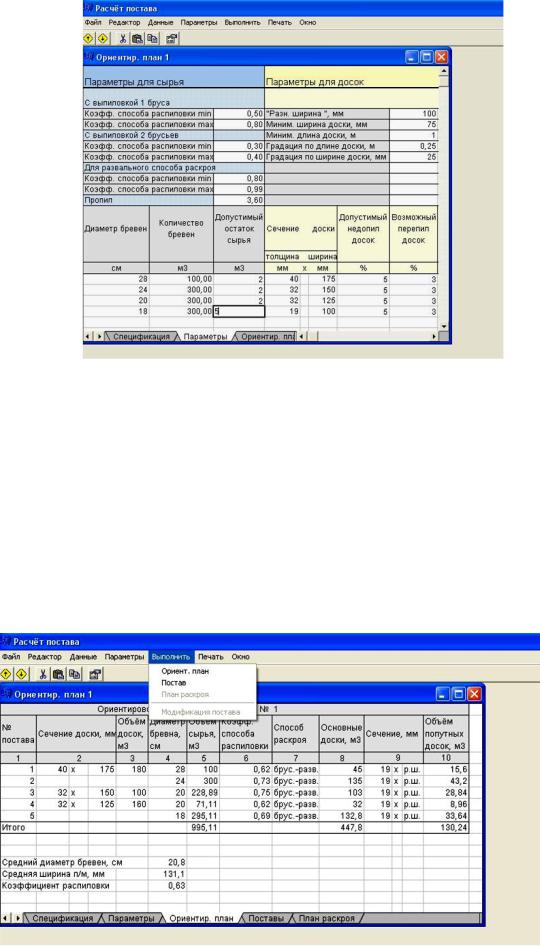
«Допустимый остаток сырья» – необходимо будет изменить после расчета ориентировочного плана раскроя рис. 10. Этот параметр перебрасывает остаток сырья для выпиливания следующей доски по спецификации пиломатериалов. При раскрое последней доски этим показателем необходимо варьировать, чтобы получить в ориентировочном плане раскроя в сумме «объем сырья, м3»
1000 м3.
Переход от страницы «Параметры» к странице «Ориентировочный план раскроя» осуществляется в меню во вкладке «Выполнить» – «Ориентировочный план».
24
Рис. 10. Изменение «допустимого остатка сырья»
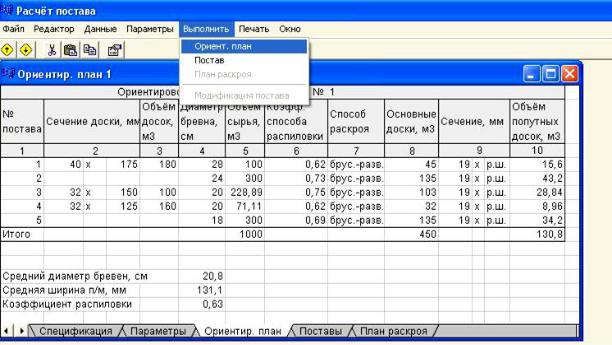
В ориентировочном плане раскроя дополнительно рассчитаны следующие показатели: средняя ширина пиломатериалов, средний диаметр бревен и коэффициент способа распиловки (α) рис. 11. На рис. 12 показан расчет ориентировочного плана раскроя после изменения «Допустимого остатка сырья» на странице «Параметры», где видно, что в сумме «объем сырья, м3» равен
1000 м3.
25
Рис. 11. Страница расчета ориентировочного плана раскроя
Рис. 12. Страница расчета ориентировочного плана раскроя после изменения «Допустимого остатка сырья» на странице «Параметры»
Если расчет ориентировочного плана раскроя устраивает, то во вкладке «Выполнить» – перейти к «Поставу» рис. 13. Ознакомиться с результатами расчета.

26
Рис. 13. Страница расчета постава Далее во вкладке «Выполнить» – перейти к «Плану раскроя» рис. 14.
Рис. 14. Страница расчета плана раскроя
27
При большом перевыполнении или недовыполнении пиломатериалов необходимо перейти на страницу «Параметры» и посредством изменения данных внести корректировку в ориентировочный план раскроя. Эти изменения повлияют на расчеты постава и плана раскроя. Если полученные результаты удовлетворяют, их необходимо распечатать. В меню «Печать» можно выбрать: «Выбор принтера», изменить «Формат страницы», либо распечатать с данными по умолчанию – «Печать».
Практическое занятие № 4 Составление структурной схемы технологического процесса
Структурная схема технологического процесса лесопильного потока разрабатывается на основе задания на проектирование. В нем указывается: объемная и размерно-качественная характеристика круглых лесоматериалов, подлежащих распиловке; номенклатура требуемых пиломатериалов; производственная программа по номенклатуре полуфабрикатов; тип бревнопильного оборудования; требования по утилизации вторичного сырья и др. В процессе проектирования схема может корректироваться, дополняться и уточняться в соответствии с расчетными результатами.
Выработка пиломатериалов сопровождается следующими основными технологическими операциями: продольным раскроем бревен на брусья, сегменты, сектора, необрезные доски и горбыли, которые в свою очередь подвергаются продольному и поперечному делению на обрезные пиломатериалы и заготовки [1, 3]. Перед раскроем бревна могут быть окорены, оцилиндрованы или окантованы путем фрезерования их сбеговой части с получением технологической щепы. Это небольшой набор технологических операций. Однако вследствие значительного разнообразия распиливаемого сырья по породному и качественному составу, а также размерной и качественной характеристики выпиливаемых пиломатериалов, разрабатываемые структурные технологические схемы лесопильных потоков весьма разнообразны. Об этом свидетельствует ряд ниже помещенных иллюстраций.
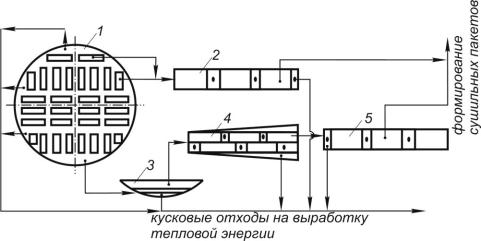
Схема, представленная на рис. 15, позволяет реализовать способ выработки из единожды базированного бревна обрезных пиломатериалов нескольких сечений. При этом используется компьютеризованный станок Барс-1А с угловым расположением круглых пил. Полученные при этом пилозаготовки торцуют с вырезкой дефектных мест на паркетную фризу. Недообработанный
28
на Барс-1А сегмент бревна (высотой до 50 мм) делится на однопильном горизонтальном ленточнопильном станке на необрезные доски, которые затем раскраивают продольно-поперечным способом на заготовки для штучного паркета.
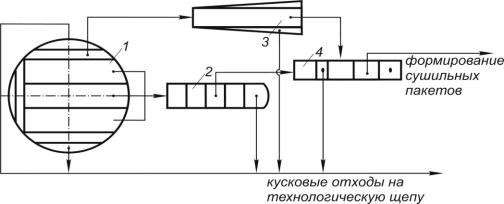
Кусковые отходы отправляют в котельную для выработки тепловой энергии, идущей на сушку паркетной фризы. Если для получения паркетной фризы использовать горизонтальный ленточнопильный станок, то структурная схема может быть такой, как представлено на рис. 16. В этой схеме предусматривается выработка из бревна трехкратных брусьев, толщиной, соответствующей ширине паркетной фризы с последующим их продольным раскроем на многопильном круглопильном станке. Полученные пилозаготовки торцуют с вырезкой дефектных мест на паркетную фризу.
Рис. 15. Технологическая схема выработки паркетной фризы с использованием бревнопильного станка БАРС-1А:
1 – продольный раскрой бревен на обрезные пилозаготовки; 2 – поперечный раскрой пилозаготовок на паркетную фризу; 3 – продольный раскрой сегмента на необрезные пиломатериалы; 4 – продольный раскрой необрезных досок на пиломатериалы; 5 – поперечный раскрой пилозаготовок на фризу
29
|
Рис. 16. Схема технологического процесса раскроя бревен на паркетную |
|
фризу на базе горизонтального ленточнопильного и |
|
многопильного круглопильного станков: |
1 – |
раскрой бревен на ленточнопильном станке; 2 – раскрой трехкантного бруса; |
3 – |
продольный раскрой необрезных досок; 4 – торцовка пилозаготовок на паркетную |
фризу с вырезкой дефектных мест
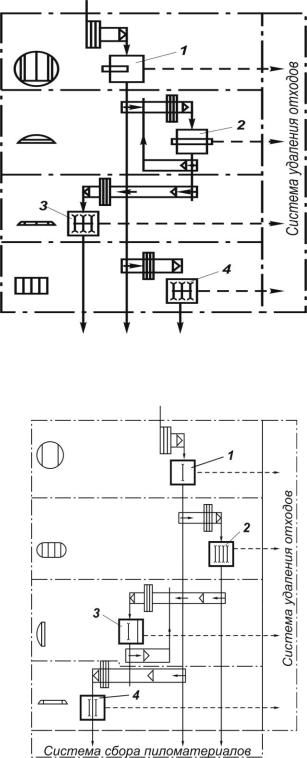
При переработке низкокачественных (3-й сорт) круглых лесоматериалов хвойных пород диаметром 40 см и более на неторцованные обрезные пиломатериалы можно использовать технологические схемы на базе вертикального однопильного ленточнопильного (рис. 17) или однопильного круглопильного (рис. 18) станков. По первой схеме бревна распиливают на трехкантные брусья и сегменты, которые затем распускают соответственно на доски на многопильном круглопильном и на дополнительном горизонтальном ленточнопильном станках. Раскрой необрезных досок ведут на трехпильном обрезном станке. По второй схеме двухкантный брус, полученный на однопильном станке, распиливают также как и в предыдущей схеме на многопильном круглопильном станке, а сегменты раскраивают на делительном круглопильном станке.
30
Рис. 17. Структурная схема
технологического |
процесса |
производства |
|
пиломатериалов |
для |
выработки заготовок на базе вертикального однопильного ленточнопильного станка:
1 – вертикальный ленточнопильный станок ЛБЛ-
100; |
2 – |
горизонтальный |
делительный |
ленточнопильный |
|
станок; 3 – трехпильный обрезной
станок; |
4 – |
многопильный |
|
круглопильный |
станок |
для |
|
раскроя |
бруса |
(условные |
|
изображения |
оборудования |
||
приведены в приложении) |
|
||
Рис. 18. Структурная схема технологического процесса производства пиломатериалов для выработки заготовок на базе однопильного круглопильного станка:
1 – бревнопильный однопильный
круглопильный |
|
станок; |
|
2 – |
|
брусовопильный |
|
многопильный |
|
круглопильный |
|
станок; |
3 – |
|
вертикальный |
делительный |
|
круглопильный |
|
станок; |
4 – |
обрезной |
|
круглопильный станок
При переработке тонкомерного сырья (диаметр 6…20 см) на обрезные пиломатериалы могут быть использованы технологические схемы на базе фре- зерно-брусующих станков (рис. 19) или круглопильных двухпильных станков (рис. 20). Предпоследняя схема предусматривает фрезерование бревен с получением технологической щепы.