

4863
.pdf31
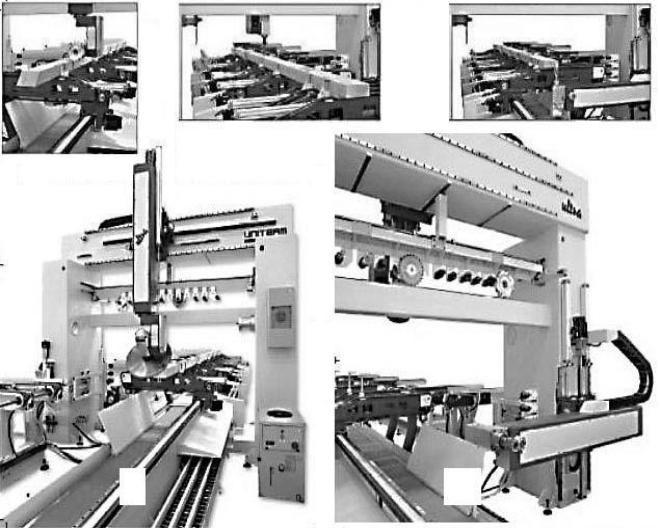
Центр (рис. 3.3.) имеет стальную гнуто-сварную сборную станину (портал), обеспечивающую неизменность механических характеристик. Ее жесткость против изгиба и скручивания придают устойчивость и прочность станку. Верхняя несущая балка сделана с использованием специальных внутренних соединений, гарантирующих высокую геометрическую точность и устойчивость, сохраняющую все необходимые механические характеристики при повышенной нагрузке и при перемещении по порталу роботизированных механизмов.
Верхняя балка приспособлена к установке на ней подвижных кареток операционных головок, работающих по ортогональным осям Х и Z. Боковая колонна приспособлена к установке на ней горизонтальной операционной головки для обработки деталей снизу и сбоку. Под балкой портала в центральной рабочей зоне расположена горизонтальная подвижная балочная конструкция, несущая инструментальный "магазин". Подача инструмента к вертикальной и горизонтальной операционным головкам осуществляется пневмоцилиндрами в направлении ортогональных осей Х и Y согласно программе обработки. Перемещение по ортогональным осям осуществляется по прецизионным рельсовым направляющим со сферами качения.
Стабильность и долговечность всех подвижных частей и механизмов гарантируется централизованной системой автоматического смазывания.
Наряду со станиной портала центр имеет отдельную балочную часть станины (основания) продольного модуля подачи заготовок по оси Y, расположенную под порталом перпендикулярно его плоскости. Она имеет стальную гнутосварную конструкцию с двумя параллельными, продольными и расположенными в разных уровнях ребрами жесткости, обеспечивающими повышенную устойчивость против изгиба и скручивания. На каждом из ребер жесткости смонтированы попарно по прецизионной призматической направляющей и такой же направляющей, но сблокированной с зубчатой рейкой.
Модуль механизма подачи заготовок по оси Y включает систему тележекманипуляторов, перемещающихся с заготовкой по направляющим качения продольной базирующей балки станины. Балка станины модуля механизма подачи заготовок расположена под порталом перпендикулярно к его плоскости.
32
г |
д |
в
а |
б |
Рис. 3.3. Обрабатывающий центр портальной компоновки для деревянного домостроения и его оснащение операционным технологическим оборудованием: а – общий вид; б – дополнительный горизонтальный шпиндель центра; в – базирование, зажим и подача заготовки по оси X кареткамиманипуляторами; г – двухкоординатная система зажима заготовки на кареткахманипуляторах; д – обработка торцовой поверхности заготовки горизонтальным шпинделем
33
Группа тележек «крест» X-Z-1200(2A)-P.ROBOT
Независимая группа по оси Z смонтирована на подвижном горизонтальном суппорте консольного типа.
Каретка по оси Z двигается посредством отрегулированных прецизионных приводных колодок на сферическом ходу.
Ортогональное перемещение обеспечивается безщеточными двигателями Brushless и контролируется датчиками, постоянно определяющими позицию.
Вес рабочего узла тележки по оси сбалансирован пневмоприводом (пневмоцилиндры) для быстрого перемещения, что обеспечивает долговечность его работы. Блочная структура узла обеспечивает быструю и независимую смену рабочего инструмента.
Двухполюсный робот главного шпинделя <V-C> с дополнительными осями A-C его поворота.
Группа двухполюсного робота состоит из суппорта цельносварной стальной конструкции, которая устойчива к деформациям, изгибам, скручиваниям.
На суппорте также размещены вал B и вал C привода и электрошпиндель на опорной плите.
Перемещение вала B и вала C привода обеспечивается безщеточными двигателями и контролируется датчиками, постоянно определяющими позицию.
Вращение вала оси C составляет 450° (360° ± 45°). Вращение вала оси А составляет 220°, ±110°.
Оба вала имеют высокую скорость вращения и интерполируются с линейными осями по программе.
Группа электрошпинделя 17KW-4P-RL-12-HSK63E-CUA (VC)
С двигателем 17 кВт высокой частоты и регулируемой скоростью вращения 18 000 об/мин., принудительным воздушным охлаждением и переходным унифицированным конусом модели HSK63F.
Быстрая смена инструмента в автоматическом режиме с пневматической фиксацией и сенсорными датчиками безопасности.
Пневматическое перемещение рабочих узлов, обойма оснащена соединениями для HSK63-E, с зажимами для режущего инструмента.
34
Вал двигателя сбалансирован, отшлифован, с эластичными керамическими подшипниками с «пожизненной» смазкой, не требует обслуживания.
Мощность 4-х полюсного двигателя и скорость вращения рассчитаны на любой инструмент. Группа электрошпинделя перемещается на 4-х прецизионных сферах по 2-м призматическим направляющим.
Быстрая смена инструмента в автоматическом режиме осуществляется посредством пневматического перемещения рабочих узлов инструментального магазина и съёмом и зажимом режущего инструмента в патроне HSK63E с контролем фиксации инструмента сенсорными датчиками безопасности.
Горизонтальный магазин типа PN 12 (на 12 позиций инструмента)
12-позиционный пневматический магазин. Состоит из подвижного суппорта, расположенного под верхней балкой, движение для подачи и снятия инструмента происходит по призматическим направляющим.
Отдельный магазин для пилы DM.730.
Он расположен на колонне с внутренней стороны, захват пилы происходит с помощью мощных магнитов и специального центрального паза для патрона. Специальный магнитный контрольный датчик гарантирует точность и надёжность операции.
Группа инвертора 22 кВт
Электронная аппаратура для управления скоростью фрезерного узла состоит из статического преобразователя частоты с платой сигнализации и управления. Узел торможения с регулируемым пределом потребления тока для ускорения и торможения.
Группа охлаждения электрошпинделя
Группа жидкостного охлаждения для электрошпинделя. Жидкость поддерживается на постоянной температуре ниже 18° и выше 10°. Во время включения и работы станка специальный зонд контролирует температуру жидкости, специальное сопротивление поддерживает жидкость необходимой температуры. При появлении температурной аномалии включается сигнализирующий датчик в компьютере.
35
Каретки-манипуляторы перемещения заготовок по оси Y
(моторизованные тиски)
Каретки-манипуляторы имеют металлический корпус, который состоит из 2-х параллельных направляющих для пластинчатых гусениц. Система выравнивает детали на входе, блокирует их сбоку и подает на обработку. Специальная прижимная рамка имеет возможность поворота на 90° для блокировки заготовки сверху. При необходимости могут быть использованы только боковые или верхние прижимные рамки.
Каждый из моторизованных тисков независим при передвижении и в программировании. Передвижение осуществляется посредством отрегулированных прецизионных приводных колодок на сферическом ходу.
Ортогональное перемещение обеспечивается безщеточными двигателями Brushless и контролируется датчиками, постоянно определяющими позицию.
Горизонтальная группа «крест» Z-Y(2A)-P.P.EM 0/90°
Боковая горизонтальная каретка с узлами по оси Z приводится в движение отрегулированными прецизионными приводными винтами на сферическом ходу.
Ортогональное перемещение обеспечивается безщеточными двигателями Brushless и контролируется датчиками, постоянно определяющими позицию.
Вес рабочего узла тележки по оси Z сбалансирован пневмоприводом для быстрого перемещения, что обеспечивает долговечность его работы. Блочная структура узла обеспечивает быструю и независимую смену рабочего инструмента.
Электродвигатель 16 кВт высокой частоты и регулируемой скоростью вращения 18000 об/ мин, принудительным воздушным охлаждением и головкой шпинделя модели HSK63F.
Вал двигателя сбалансирован, отшлифован, эластичные керамические подшипниками с пожизненной смазкой не требуют обслуживания.
Мощность 4-х полюсного двигателя и скорость вращения расчитаны на любой инструмент.
Группа электрошпинделя перемещается на 4-х прецизионных сферах по 2-м призматическим направляющим. Электрошпиндель обладает 3-х позицион-
36
ной пневматической системой, позволяющей производить обработку заготовки на нижней, боковой и торцовой поверхностях.
Группа Электрошпинделя 16KW-4P-RL-18-HSK63F-CUA-0/90°
Быстрая смена инструмента в автоматическом режиме с пневматической фиксацией и сенсорными датчиками безопасности. Пневматическое перемещение рабочих узлов, обойма оснащена соединениями для HSK63-E, с зажимами для режущего инструмента.
Электронный модуль с ЧПУ-контролем <ALBATROS> + PC(компьютер) + TFT(ЖК-монитор)
Рабочий узел (линейный программируемый контроллер (ЛПК)) ALBATROS, с интерполяцией трех независимых осей X-Y-Z (с трехмерной интерполяцией по осям X-Y-Z). Управление и контроль осей осуществляется через интерфейс программы EdiCAD. ЛПК разработана по самым современным технологиям и имеет модульную структуру, которая включает базовую структуру ПК, системы оперативной памяти CPU, микропроцессоры.
Пользователь может с легкость справляться с управлением над самыми сложными операциями, которые могут быть модулированы в рабочие операции и проверены с помощью CNC при подсоединении к одному или более дисплеям (по заказу).
Удобная пользовательская система для простой постройки технологических алгоритмов и создания графического интерфейса при использовании стандартного программного оборудования (MS-DOS, Windows TM and C).
Легкость в программировании достигается с помощью использования программы CAD для автоматической образования (проектирования) технологической программы.
Операторская панель управления с монитором 12 TFT c активным интерфейсом установлена на подвижной подставке.
Блок управления может контролировать до пяти и больше осей, использует язык программирования ISO и графические интерфейсы или постпроцессоры, которые могут быть интегрированными (EdiCAD) или удаленными (внешний CAD 3D). Alby-ISO характеризуется различными программными операциями и процедурами, которые могут быть задействованы одновременно для выполнения определенных действий. EdiCAD – графическая среда для
37
двухмерной геометрии, в которой возможно прямое программирование или импорт ISO – программ для основных операций, а также обработки трехмерных траекторий; регулировки скорости перемещения и корректировки вектора инструмента (для пятой оси).
Программная среда и интерфейс пользователя
Упрощенное программирование, использующее EdiCAD, позволяет работать по четырем осям с контурами (вращение инструмента) на криволинейных поверхностях.
Графическое меню для выбора макропроцессов с диалоговым окном и помощью.
Программирование с использованием системы координат с возможностью выбора периферийных, внутренних или тонких поверхностей.
Система измерения в дюймах или в миллиметрах.
Встроенный набор инструментов для настройки макросов и повторяющихся операций.
Стандартные EdiCAD макропроцессы, доступные полностью:
−одиночное, многошпиндельное, криволинейное, а также привязанное к сетке сверление с набором технологических настроек;
−установка фрезы с режимом корректировки радиуса инструмента;
−пиление панелей фиксированными и наклонными пилами;
−блоки повторяющихся траекторий с предварительным просмотром, проверкой, вращением - передачей и функцией зеркального поворота;
−логические блоки «если» и «повтор»;
−геометрические программные функции;
−сегменты с программированием по координатам;
−арки из центра, по радиусу, по трем точкам и с установкой начальной и/или конечной величин угла;
−двойные арки;
−изогнутые и радиусные профили на углах кромок;
−овалы и эллипсы (полные или части).
Параметрическое программирование:
−указание размеров панели, плоскостей и вариантов программ;
−локальные варианты для программ и подпрограмм;
−пересылка параметров из программы в подпрограмму;
38
−арифметические, логические и тригонометрические операторы;
−связывание с машиной или параметрами инструмента (корректоры);
−программирование по инструменту и по диаметру с оптимизацией остановок и траекторий перемещения;
−встроенная справочная графическая система с контекстным поиском и многоязыковой поддержкой;
−программирование на узких и тонких деталях с виртуальной системой контрольных точек;
−компоненты справки CAD в чертежах: выбор чертежа, копирование и вставка, увеличение, сетка, вращение - пересылка, многоуровневые профильные кромки;
−импортирование ISO и DXF файлов из CAD/CAM систем;
−по запросу, прямое программирование со структурой и параметрами языка ISO;
−3D-симуляция с увеличением и изменением перспективы;
−сетевое подключение (по запросу).
Режимы работы центра
1.Выполнение программы в двух рабочих зонах с использованием нормального и зеркального изображения.
2.Реконструирование бесконечных профилей из линейных микросегментов с использованием сплайновых процедур.
3.Автоматический расчет вектора перемещения инструмента.
4.Коррекция вектора пятой оси и скорости перемещения.
5.Графическая симуляция перемещения режущего инструмента.
6.Считывание профилей с использованием цифровой антропоморфной руки (по запросу).
DNC по локальной сети
−постоянная диагностика и журнал регистрации аварийных остановок
центра;
−настраиваемая, графическая сводная панель с сообщениями;
−инструменты диагностики для установки осей, осциллограф и встроенный логический анализатор;
−теледиагностика с использованием PC-Anywhere (по запросу).
39
Характеристики компьютера
Процессор Pentium4; 128 Мб – оперативная память; 20 Гб – жесткий диск; Floppy-дисковод (3½"); 52х – CD-ROM; последовательные (COM) и па-
раллельные порты (LPT); USB – выходы; операционная система – Windows 2000; 15" – ЖК-монитор; клавиатура и мышь.
Система управления расположена внутри отдельного блока вместе с электрической панелью и электронными компонентами, такими как система контроля осей и скорости перемещения.
Переносной многофункциональный пульт управления.
Клавиатура дистанционного управления имеет следующие функции:
−старт, остановка, окончание и установка точки;
−ручное управление перемещением и скоростью любой отдельной оси
центра;
−настройка скорости перемещения при выполнении трехмерных траек-
торий;
−регулировка скорости вращения электрошпинделя;
−ручная настройка направления осей;
−ручная установка функции смены инструмента;
−фиксация и разблокировка инструмента;
−подтверждение в процессе смены инструмента;
−возможен выбор в ручном режиме типа мотора и внесение в память (F1,
F2, F3, F4) используемого инструмента.
Патрон держатель HSK63E с пилой DM.250 мм
Патрон HSK63-E с пилой DM.250 мм, блокирующим кольцом и контршайбой для вращения в обоих направлениях. Сделан из темперированной стали, калиброван, балансирован. Зажим в комплекте для режущего инструмента.
Патрон держатель HSK63E с пилой DM.730 мм
Патрон HSK63-E с пилой DM.730 мм, блокирующим кольцом и контршайбой для вращения в обоих направлениях. Сделан из темперированной стали, калиброван, балансирован. Зажим в комплекте для режущего инструмента.
40
Патрон держатель HSK63E + PINZA ERG40(3-30)
Патрон HSK63-E, блокирующим кольцом и контршайбой для вращения в обоих направлениях. Зажим в комплекте для режущего инструмента. Для инструментов со стержнем 3-30 мм. Сделан из темперированной стали, калиброван, балансирован. Зажим в комплекте для режущего инструмента.
Автоматическая смазка осей
Система обеспечивает смазку всех направляющих и салазок, зубчатых реек, прецизионных редукторов и червячных винтов. Электронный контроль гарантирует синхронизированную подачу смазки и сигнализацию в случае её завершения.
Неприводной роликовый конвейер на выходе из станка для заготовок длиной 6 ( 13,5; 18 метров)
Рольганг с холостым движением. Состоит из массивного стального основания и параллельных сближенных роликов. Рольганг расположен на входе в станок на необходимом расстоянии перед захватывающими тисками каретокманипуляторов.
Рольганг на выходе 6 (13,5; 18) метров Рольганг с холостым движением. Состоит из массивного стального осно-
вания и параллельных сближенных роликов.
Периметральная защита рабочей зоны
Периметральная защита, состоит из серии поликарбонатных панелей, защищающих от возможных сколов и выброса опилок. Вход в рабочую зону возможен только при выключенном (обесточенном) центральном пульте управления. Подвижная открытая электропроводка устойчива к следующим факторам: резким ускорениям, высокой скорости, к повышенному числу циклов, скручиванию и изгибам.