

860
.pdfМинистерство образования и науки Российской Федерации Государственное образовательное учреждение высшего профессионального образования «Воронежская государственная лесотехническая академия»
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Методические указания к выполнению контрольной работы для студентов заочной формы обучения специальности 080109 – Бухгалтерский учет, анализ и аудит
Воронеж 2010
УДК 658.5
Морковина, С. С. Организация производства [Текст] : методические указания к выполнению контрольной работы для студентов заочной формы обучения специальности 080109 – Бухгалтерский учет, анализ и аудит / С. С. Морковина, И. С. Зиновьева ; М-во образования и науки РФ, ГОУ ВПО
«ВГЛТА». – Воронеж, 2010. – 15 с.
Печатается по решению учебно-методического совета ГОУ ВПО «ВГЛТА» (протокол № 10 от 18 июня 2008 г.)
Рецензент проректор по научной работе, доцент кафедры отраслевых инновационных технологий и менеджмента Воронежского института инновационных систем, канд. экон. наук Б.С. Борисов
3
ВВЕДЕНИЕ
Переход экономики страны к рыночным отношениям, появление и развитие различных форм собственности требуют повышения роли организационных процессов на предприятиях.
Дисциплина «Организация производства» относится к циклу специальных дисциплин. Целью изучения дисциплины является усвоение теории и методов организации производственных процессов, новой идеологии хозяйствования, адекватной рыночной экономике, формирование логики принятия управленческих решений в сфере производственной деятельности, а также ознакомление с современными инструментами организации производства, используемыми в отечественной практике.
Учебным планом для студентов специальности «Бухгалтерский учет, анализ и аудит» заочной формы обучения предусмотрено выполнение контрольной работы по данной дисциплине. Контрольная работа состоит из двух частей – теоретической и расчетной. Исходные данные для выполнения контрольной работы разработаны по 10 вариантам. Теоретические вопросы следует выбирать по предпоследней цифре номера зачетной книжки, а расчетные – по последней.
Изучаемая дисциплина тесно связана с другими дисциплинами учебного плана, в особенности с экономикой предприятия, менеджментом, комплексным экономическим анализом хозяйственной деятельности.
Перед выполнением контрольной работы студентом должен быть изучен теоретический материал.
4
Содержание дисциплины «Организация производства»
Раздел 1 Организационные основы производства
Введение. Организация производства как система научных знаний и область практической деятельности. Сущность, цели и задачи организации производства. Закономерности организации производства на предприятии. Системная концепция организации производства. Производство, производственная система, свойства производственных систем, состав процесса организации производства. Сущность и содержание отраслей промышленности и предприятий, классификация предприятий в соответствии с формами собственности, особенности предприятий лесного комплекса. Промышленное предприятие как объект организации производства. Использование средств труда и предметов труда на предприятиях лесного комплекса. Порядок создания, регистрации промышленных предприятий, содержательная часть документов, регламентирующих создание и функционирование предприятий, этапы реорганизации и ликвидации предприятий.
Раздел 2 Организация производственных процессов
Сущность и структура производственного процесса, классификация производственных процессов, основные структурные элементы производственного процесса – операции, комплексы и фазы. Принципы построения и организации производственных процессов. Уровень специализации рабочего места, пропорциональность частных производственных процессов, уровень прямоточности и ритмичности организации производственных процессов. Сущность организации производственных процессов во времени, понятие «производственный цикл»; факторы, влияющие на продолжительность производственного цикла, порядок движения предметов труда в производственном процессе, преимущества последовательного, параллельного и параллельно-последовательного движения предметов труда. Содержание организации производственного процесса в пространстве. Производственная структура предприятия, основные структурные подразделения предприятия, состав и классификация цехов предприятия, формы специализации основных цехов предприятия – предметная,
5
технологическая и смешанная – и их применение на предприятиях лесного комплекса. Сущность классификационной категории «тип производства», основные признаки деления на типы производства, особенности единичного, серийного и массового типов производства. Сущность и содержание поточного производства, принципы организации поточного производства, классификация поточных линий, понятие автоматизации производственных процессов, виды автоматических поточных линий.
Раздел 3 Основы организации подготовки производства
Сущность и состав подготовки производства. Содержание и значение подготовки производства на предприятиях. Сущность и классификация научных исследований, этапы выполнения научно-исследовательских работ на предприятиях. Понятие конструкторской подготовки производства, сущность ЕСКД, этапы осуществления конструкторской подготовки производства. Сущность и содержание технологической подготовки производства, система стандартов ЕСТПП. Сущность и этапы организации производства к выпуску новой продукции.
Раздел 4 Организация вспомогательных производств
Содержание и состав ремонтного хозяйства предприятий, задачи и принципы функционирования. Понятие ремонта и технического обслуживания техники. Виды технического обслуживания и ремонта техники, структура ремонтного цикла. Основы системы планово-предупредительных ремонтов техники и оборудования. Содержание и структура инструментального хозяйства предприятия, классификация инструмента и оснастки, системы пополнения запасов инструмента и оснастки. Содержание, структура и задачи энергохозяйства предприятия, его функции. Понятие энергобаланса, основные направления рационализации энергопотребления на предприятиях. Содержание и состав транспортного хозяйства предприятия, его функции. Понятие грузооборота, классификация внутрипроизводственного транспорта. Сущность и содержание материально-технического снабжения, классификация складов и их назначение. Сущность и система показателей качества продукции, основные пути повышения качества продукции на предприятиях лесного комплекса.
6
Теоретическая часть контрольной работы
Для закрепления теоретического материала по курсу «Организация производства» студенту следует ответить на вопросы по своему варианту.
1вариант 1. Система отраслей промышленности. Классификация отраслей
2.Пути сокращения длительности производственного цикла
2вариант 1. Средства производства предприятия, их состав
2.Производственный цикл
3вариант 1. Принципы организации производственных процессов
2.Организация перехода на выпуск новой продукции
4вариант 1. Сущность и система показателей качества продукции
2.Организация транспортного хозяйства
5вариант 1. Организация конструкторской подготовки производства
2.Организация ремонтного хозяйства
6вариант 1. Сущность и принципы управления инструментальным хозяйством
2.Организация использования предметов труда
7вариант 1. Организация энергетического хозяйства
2.Особенности организации поточного и автоматизированного производства, их основные виды и организационные формы.
8вариант 1. Организация трудовых процессов.
2.Специализация как форма организации труда.
9вариант 1. Сущность и задачи, содержание и особенности организации технической подготовки производства на предприятиях отрасли.
2.Сущность и виды производственных процессов, их организация во времени и пространстве.
0вариант 1. Концентрация производства
2.Поточные линии, расчет и классификация
7
Расчетная часть контрольной работы
Определить продолжительность технологического цикла обработки партии деталей при всех возможных видах движения предметов труда в производстве, продолжительность производственного цикла изготовления партии деталей расчетными методами и графически. Рассчитать время пролеживания всех деталей в партии и внутрипартионное пролеживание. Определить, на сколько процентов уменьшится продолжительность операционного цикла в результате внедрения мероприятий, позволивших повысить коэффициент выполнения норм выработки (проектируемый).
Исходные данные для выполнения работы приведены в таблице.
Методические рекомендации по выполнению расчетной части
Производственный цикл – это время пребывания предмета труда в процессе производства с момента его поступления в обработку до выхода готовой продукции.
Продолжительность технологического цикла партии деталей – это время, затрачиваемое на все операции технологического процесса по изготовлению изделий. Она зависит от вида движения обрабатываемых предметов. Продолжительность технологического цикла определяется в календарных единицах времени – месяцах, днях, часах или минутах – и состоит из рабочего периода и времени перерывов в производстве.
Продолжительность цикла изготовления партии деталей Тц.д. определяется по формуле
Тц.д = tос + tвс + t с+ t т+ tмеж + tв + tорг,
где tос – продолжительность технологического цикла изготовления партии деталей в зависимости от вида движения в производстве;
tвс – продолжительность выполнения вспомогательных операций; t с – продолжительность искусственной сушки;
t т – продолжительность перерывов по технологическим причинам;
– продолжительность пролеживания деталей у рабочих мест:
tмеж посл = tос / 2, |
tмеж.пар-посл = tос / |
4; |
tв – продолжительность перерывов, обусловленных |
принятым режимом |
|
работы:
8
tв = Т* (Креж –1),
где Т – продолжительность всех элементов цикла, кроме сушки. Креж определяется по формуле
Креж = Ткал / Тпл,
Ткал, Тпл. – соответственно, календарный и плановый фонд рабочего времени;
tорг – продолжительность перерывов обусловленных нарушениями в производственном процессе. Эти перерывы в расчет продолжительности цикла не принимаются.
Существуют три вида движения партии деталей по операциям технологического процесса: последовательный, параллельнопоследовательный и параллельный.
Продолжительность технологического цикла при последовательном
m
T цпосл = n∑(ti / Ci ), i=1
движении партии деталей определяется по формуле где n – количество деталей в партии, шт.;
m – число операций в технологическом процессе; ti, − штучное время на i-й операции, мин;
Сi – количество рабочих мест на данной операции.
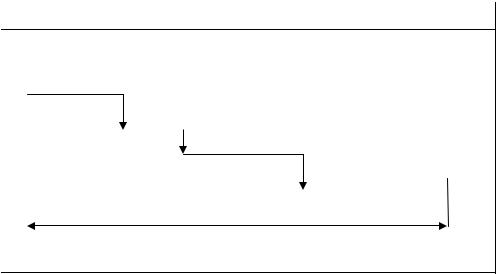
Пример. Пусть имеем партию деталей n=3, технологический процесс состоит из m=4 операций, продолжительность выполнения которых составляет t1 = 2 , t2 =1, t3 =1,5 , t4 = 2 мин Все операции выполняются соответственно на одном рабочем месте.
Продолжительность цикла обработки партии деталей составляет
Тц(посл) = 3 (2 +1 +1.5 +2)=19.5 мин Из рис. 1 следует, что технологический цикл обработки партии деталей
при последовательном виде движений равен сумме операционных циклов (n·t).
9
Как видно из рисунка и приведенных выше формул, продолжительность технологического цикла пропорциональна размеру партии и времени выполнения операций. При этом имеют место существенные перерывы партионности. Это связано с тем, что каждая деталь партии, за исключением первой и последней, пролеживает на каждой операции дважды: перед началом обработки и после нее до окончания обработки последней детали в партии.
i |
ti, |
Сi |
|
Длительность технологического цикла, мин |
|||||
|
мин |
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3*2=6 |
|
|
|
|
|
1 |
2 |
1 |
|
|
|
|
|
|
|
3*1=3 |
|
|
|
||||||
|
|
|
|
|
|
||||
2 |
1 |
1 |
|
|
3*1,5 =4,5 |
|
|
||
|
|||||||||
3*2=6 |
|
||||||||
|
|
|
|
||||||
3 |
1,5 |
1 |
|
|
|
|
|||
|
Тц(посл)= 19,5 мин |
||||||||
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1. График длительности технологического цикла при |
|||||||
|
|
|
последовательном движении партии деталей |
||||||
Общее время внутрипартионного пролеживания одной детали на всех операциях определяется по формуле
m
tпр =(n −1)∑ti =Tц(посл) −tобр, i=1
где tобр – суммарное время обработки одной детали на всех операциях технологического процесса.
В данном примере tобр = 2 +1 +1.5 +2 = 6.5 , tпр =19.5 −6.5 =13мин.
Общее время пролеживания всех деталей в партии (для определения величины незавершенного производства) рассчитывается по формуле
Тпр = n tпр .
Вданном примере Тпр = 3 13 = 39мин.
Продолжительность технологического цикла при параллельнопоследовательном движении партии деталей определяется по формуле
10
m |
m−1 |
|
T цпп = n∑(ti / Ci )−(n − p)∑ |
(tki / Ci ), |
|
i=1 |
i=1 |
|
где р – величина транспортной (передаточной) партии, шт. – принять 1; tki / Сi – наименьшее частное из каждой пары двух смежных операций.
Пример. Пусть имеется такая же партия деталей, что и при последовательном виде движения, а величина транспортной партии p = 1.
Тц(посл) = 3 (2 +1 +1.5 +2)−2 (1 +1 +1,5) =12,5 мин При построении графика данного вида движений деталей по операциям
технологического процесса (рис. 2) необходимо учитывать следующие виды сочетаний периодов выполнения смежных операций:
1) t1 = t2 = t3 = t4
Если периоды выполнения смежных операций (предыдущей и последующей) одинаковые, то между ними организуется параллельная обработка деталей, которые передаются с предыдущей операции на последующую поштучно или небольшими транспортными партиями сразу же после их обработки;
2) t1 > t2 > t3 > t4
Если продолжительность последующей операции меньше, чем предыдущей, то отсутствие простоев оборудования на последующей операции может быть обеспечено только после накопления перед ней известного запаса деталей, позволяющего эту операцию выполнять непрерывно (в примере t2<t1). Для того чтобы определить момент начала последующей операции, необходимо от точки, соответствующей окончанию предыдущей операции над всей партией (п), отложить вправо отрезок, равный в принятом масштабе времени выполнения последующей операции (t2) над одной транспортной партией (р), а влево - отрезок, равный продолжительности последующей операции над всеми предшествующими транспортными партиями;
3) если продолжительность последующей операции больше, чем предыдущей (в нашем примере t3>t2 и t4>t3), то в этом случае транспортную партию (р) можно передавать с предыдущей операции на последующую сразу же по окончании ее обработки.