

2594
.pdfзаданным шагом. Для этого предлагается использовать известный способ |
||||||||||
двухмерной табличной линейной интерполяции. |
|
|
|
|
||||||
Выполнение п. 2 алгоритма происходит в следующем порядке. |
||||||||||
Рабочая область с препятствиями задана в виде двухмерного массива чисел |
||||||||||
– высот точек поверхности z'ij. При помощи циклов, меняющих i и j в |
||||||||||
последовательности [i, затем j], осуществим перебор каждой точки сетки с |
||||||||||
высотой |
z'ij |
и проверим выполнение условия z'ij>min(z1, zn). При |
||||||||
выполнении данного условия точка заносится в список узлов графа. |
||||||||||
Первой в списке предварительно ставится начальная точка (№ 1 на рис. 2), |
||||||||||
последней – конечная (№ 74 на рис. 2). |
|
|
|
|
|
|||||
|
xn |
|
|
Выполнение п. 3 алгоритма предлагается |
||||||
Z' x1 |
|
X |
осуществлять |
следующим |
способом. |
|||||
|
Выполняется последовательный перебор всех |
|||||||||
y1 |
|
α |
|
|||||||
[x1 z1 |
|
вершин |
графа |
из |
списка, |
и |
для |
каждой |
||
yn |
y1] |
X' |
текущей вершины m=2, 3,…,n осуществляется |
|||||||
|
|
|||||||||
|
[xn zn yn] |
|
построение прямой в пространстве между |
|||||||
Y' |
|
данной вершиной и всеми вершинами с |
||||||||
Y |
|
|
большими номерами (m+1, m+2, …, n). Прямая |
|||||||
Рис. 4. Преобразование систем |
разбивается на p отрезков в соответствии с |
|||||||||
координат (вид сверху, |
|
шагом |
дискретности, и на |
данной |
прямой |
|||||
навстречу оси Z) |
|
рассматриваются p промежуточных точек. Для |
||||||||
|
|
|
|
|||||||
каждой из промежуточных точек проверяется условие превышения ее |
||||||||||
вертикальной координаты над поверхностью. Если для всех p точек |
||||||||||
прямой, соединяющей узел m с узлом (m+q), q=1,…,(n–m), данное условие |
||||||||||
выполняется, делается вывод о том, что узлы m и (m+q) «видимы» между |
||||||||||
собой, и информация об этом заносится в матрицу смежности графа. |
||||||||||
Затраты вычислительного времени предлагаемого алгоритма создания |
||||||||||
матрицы смежности графа на порядок меньше, чем для универсального |
||||||||||
алгоритма создания матрицы смежности. Вычислительные затраты на |
||||||||||
собственно поиск пути на графе также снижаются на порядок или на два |
||||||||||
порядка. |
|
|
|
|
|
|
|
|
|
|
Поиск пути на графе, сформированном подобным образом по «точкам |
||||||||||
видимости», показал лучшие результаты, чем при универсальном способе |
||||||||||
задания значений матрицы смежности по всем точкам пространства, при |
||||||||||
одновременном снижении времени вычислений. Вычислительные |
||||||||||
эксперименты на различных поверхностях показали, что траектория в |
||||||||||
пределах погрешности, создаваемой шагом дискретности сетки, |
||||||||||
приближалась к кратчайшей при любой форме поверхности препятствий. |
||||||||||
Использование предложенного алгоритма построения матрицы смежности |
||||||||||
графа поверхности с препятствиями произвольной формы является более |
||||||||||
эффективным, чем применение универсального алгоритма рассмотрения |
||||||||||
всех узлов пространственной решетки. |
|
|
|
|
|
|||||
170
Библиографический список
1.Правила устройства и безопасной эксплуатации грузоподъемных кранов и кранов- манипуляторов:ПБ10-382-00и ПБ10-257-98.–Новосибирск: Сиб. унив.изд-во,2007.–335с.
2.Правила техники безопасности при эксплуатации стреловых самоходных кранов:
ВСН 274-88. – М.: СтройИнфо, 2007. – 22 с.
3.Dijkstra, E.W. A note on two problems in connexion with graphs / Numerische Mathematik 1, 1959. – pp. 269-271.
4.Siek, J.G., Lee, L-Q, and Lumsdaine, A. (2002). The Boost Graph Library User Guide and Reference Manual, (Upper Saddle River, NJ:Pearson Education).
УДК 621.891:678.7
НОВЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИИ УПЛОТНЕНИЙ АВТОМОБИЛЕЙ ДЛЯ СИБИРИ И КРАЙНЕГО СЕВЕРА
Ю.К. Машков, д-р. техн. наук, проф.; В.В. Сыркин, д-р. техн. наук, доц.; М.Ю.Байбарацкая*, канд. техн. наук, проф.;О.А. Мамаев*, канд. техн. наук, доц. Сибирская государственная автомобильно-дорожная академия
*Омский танковый инженерный институт
Впроцессе эксплуатации автомобилей происходит неизбежное старение материала резиновых уплотнительных элементов (манжет) герметизирующих устройств (ГУ), которые при этом должны сохранять удовлетворительные триботехнические свойства: высокую износостойкостью и низкий коэффициент трения.
Важным требованием, предъявляемым к уплотнительным резинам, также является теплостойкость, которая зависит от полимерной основы резины. Резины на основе нитрильных и акрилатных каучуков работоспособны до температуры 130-150 °С, на основе фтора и фторсиликоновая резина – до 200-230 °С [1, 2]. При низких температурах порядка -40°С – -70 °С большинство каучуков теряют эластичность и становятся твердыми.
Известно, что температурный режим работы уплотнений ГУ определяется температурой уплотняемой среды и количеством теплоты, генерируемой трением. Температура в зоне трения при тяжелых режимах работы ГУ может превышать температуру среды на 80-100 °С. При трении без смазки наибольшее значение коэффициента трения резины наблюдается в области температур 80-120 °С и достигает значения 1,5. Высокое значение коэффициента трения способствует дальнейшему повышению температуры и интенсивности изнашивания. В области температур 180-250 °С износ уплотнений приобретает катастрофический характер, то есть температура является определяющим фактором износа.
171
Повышение работоспособности и долговечности уплотнительных элементов ГУ, особенно в жестких условиях эксплуатации Сибири и Крайнего Севера, возможно за счет применения антифрикционных полимерных композиционных материалов (ПКМ) на основе политетрафторэтилена (ПТФЭ). Эти материалы не имеют указанных выше недостатков резины, а также отличаются высокой химической стойкостью, морозо- и теплостойкостью и имеют низкий (среди известных полимеров) коэффициент трения с металлами без смазки. Работоспособность композитов сохраняется в интервале температур -200°С - +200°С. Замечательным свойством ПКМ на основе ПТФЭ является то, что они при понижении температуры практически не затвердевают. Так у материала Криолон-5 при снижении температуры от 0 °С до минус 100 °С модуль Юнга увеличивается всего на 20%, а предел прочности – на 38%. При этом износостойкость повышается на 25-30 %, а коэффициент трения – на 8-10 %, достигая значения 0,13-0,14 [3], то есть в 10 раз меньше, чем коэффициент трения резины в аналогичных условиях. Химическое строение макромолекул и надмолекулярная структура ПТФЭ обеспечивают высокую химическую стойкость полимера.
С целью изучения влияния внешнего энергетического воздействия на структуру и свойства нового ПКМ на основе ПТФЭ проведено исследование его сохраняемости ускоренным старением при высоком давлении всестороннего сжатия и повышенной температуре.
Объектами исследования служили новый композиционный материал с дисперсным и волокнистым углеродными наполнителями [4] и герметизирующее устройство пневмогидроцилиндра [6]. Образцы в виде колец прямоугольного сечения 10х10 мм наружным диаметром 70 мм изготавливали по технологии холодного прессования и свободного спекания.
Для изучения совместного влияния всестороннего сжатия при давлении 4 и 16 МПа, температуры (20 и 100°С), газовой (воздух) и жидкой (масло) сред был разработан план факторного эксперимента типа 23. Восемь комплектов образцов выдерживали в заданных согласно плану условиях в печи, предварительно поместив их в специально изготовленные универсальные приспособления – герметичные контейнеры.
В первой серии экспериментов образцы выдерживали в печи в течение 2200 ч, во второй серии – в течение 4400 ч. После этого из колец изготавливали образцы для испытаний на растяжение и трение и определяли предел прочности при растяжении σр, модуль упругости Ер и относительное удлинение при разрыве р, а также момент трения и скорость изнашивания. Испытания на растяжение проводили на разрывной машине Р-05 по стандартной методике. Влияние длительного нагружения на структуру изучали методом рентгеноструктурного анализа по методике
172
исследования полимерных материалов, описанной в [3]. Испытания на трение и износ проводили на машине трения СМТ-1 по схеме «вал – частичный вкладыш» при контактном давлении 0,5 МПа и скорости скольжения 0,5 м/с. Контртело было изготовлено из сталей 45 и 45ХНМ с твердостью 45…50 HRC. Продолжительность испытания каждого образца составляла 6 ч. В процессе испытания измеряли момент трения и температуру образца на расстоянии 1 мм от поверхности трения.
На втором этапе исследования проводили испытания уплотнительных элементов, изготовленных из ПКМ, в составе герметизирующего устройства плавающего поршня пневмогидроцилиндра.
В табл. 1 приведены условия нагружения образцов при ускоренном старении и результаты исследования механических свойств ПКМ.
Таблица 1
Условия нагружения образцов ПКМ в контейнере и результаты механических испытаний
Условия нагружения в |
Продолжительность нагружения |
Продолжительность |
||||||||||||
контейнере |
|
|
2200 ч |
|
|
нагружения 4400 ч |
|
|||||||
Х1 |
Х2 |
|
|
Х3 |
№ |
σр, |
Ер, |
|
№ |
|
σр, |
Ер, |
|
|
Т, |
|
|
Р, |
образц |
δр, % |
образ |
|
|
δр, % |
|||||
среда |
|
|
МПа |
МПа |
|
МПа |
МПа |
|
||||||
|
°С |
|
|
МПа |
а |
|
|
|
ца |
|
|
|
|
|
Исходное состояние |
0 |
23,5 |
245,6 |
64,0 |
9 |
|
26,8 |
300,9 |
|
87,5 |
||||
Масло |
20 |
|
|
4,0 |
1 |
25,2 |
247,8 |
91,1 |
10 |
|
24,2 |
254,0 |
|
108,3 |
Воздух |
20 |
|
|
4,0 |
2 |
25,2 |
256,1 |
112,5 |
11 |
|
24,2 |
253,2 |
|
111,0 |
Масло |
20 |
|
|
16,0 |
3 |
25,9 |
254,2 |
78,3 |
12 |
|
24,3 |
320,5 |
|
95,5 |
Воздух |
20 |
|
|
16,0 |
4 |
25,5 |
321,8 |
85,8 |
13 |
|
23,6 |
322,9 |
|
113,3 |
Масло |
100 |
|
|
4,0 |
5 |
23,44 |
334,9 |
105,8 |
14 |
|
23,9 |
310,9 |
|
102,5 |
Воздух |
100 |
|
|
4,0 |
6 |
23,9 |
283,6 |
115,8 |
15 |
|
24,3 |
269,9 |
|
132,2 |
Масло |
100 |
|
|
16,0 |
7 |
23,2 |
280,6 |
102,5 |
16 |
|
24,0 |
290,0 |
|
122,5 |
Воздух |
100 |
|
|
16,0 |
8 |
22,4 |
246,7 |
108,3 |
17 |
|
23,8 |
240,7 |
|
120,5 |
Анализ результатов исследований свидетельствует о том, что в процессе длительной выдержки образцов в условиях всестороннего сжатия механические характеристики ПКМ изменяются незначительно.
При продолжительности выдержки 2200 ч, которая соответствует трем календарным месяцам, прочность и жесткость ПКМ незначительно повышаются (на 8,5-13,0%). При увеличении продолжительности выдержки в два раза эти характеристики незначительно снижаются (на 6,0- 10,0%). Для образцов, выдержанных в течение 2200 ч и 4400 ч, уравнения регрессии для предела прочности σр имеют вид:
σр = 24,4 – 1,1Х2 – 0,175Х3 – 0,2Х1Х2 – 2Х1Х3 – 2,4Х2Х3 – 0,2Х1Х2Х3. σр = 24,1 + 0,7Х1Х2 – 1,1Х1Х3 + 0,3Х2Х3.
173
Видно, что при нагружении ПКМ в течение 2200 ч его предел прочности зависит главным образом от уровня температурного воздействия (Х2), сжимающего давления (Х3) и от взаимодействия всех внешних факторов. При увеличении продолжительности нагружения влияние отдельных факторов нивелируется, т.к. коэффициенты уравнения регрессии при Х1, Х2, Х3 оказались незначительными.
Исследовали также триботехнические свойства ПКМ в исходном состоянии и после длительной выдержки под давлением. В табл. 2 приведены результаты испытаний образцов, выдержанных в течение 2200 ч и 4400 ч, а также образцов в исходном состоянии. Средние значения момента трения, характеризующие антифрикционные свойства металлополимерной пары трения, изменяются от 5 до 15 % при различных условиях выдержки. Средние значения скорости изнашивания изменились: при выдержке образцов в течение 2200 ч – на 4,4 % в сторону уменьшения, а в течение 4400 ч – на 8,8 % в сторону увеличения. Такие изменения находятся в пределах ошибки эксперимента и это позволяет сделать вывод о том, что износостойкость образцов ПКМ при выдержке в заданном напряженно-деформированном состоянии в течение шести месяцев изменяется незначительно.
|
|
|
|
|
Таблица 2 |
|
|
Результаты триботехнических испытаний образцов ПКМ |
|||||
|
|
|
|
|
|
|
|
Продолжительность выдержки |
|
Продолжительность выдержки |
|||
№ |
|
2200 ч |
№ |
|
4400 ч |
|
Момент |
Скорость |
образца |
Момент |
Скорость |
||
образца |
||||||
трения, |
изнашивания, |
|
трения, |
изнашивания, |
||
|
|
|||||
|
Н·м |
г/ч·10-2 |
|
Н·м |
г/ч·10-2 |
|
0 |
3,42 |
0,270 |
9 |
3,07 |
0,147 |
|
1 |
4,18 |
0,283 |
10 |
4,22 |
0,190 |
|
2 |
3,84 |
0,350 |
11 |
3,54 |
0,159 |
|
3 |
3,31 |
0,238 |
12 |
3,25 |
0,136 |
|
4 |
3,84 |
0,266 |
13 |
3,52 |
0,132 |
|
5 |
3,27 |
0,210 |
14 |
4,16 |
0,178 |
|
6 |
3,26 |
0,246 |
15 |
3,07 |
0,152 |
|
7 |
3,36 |
0,221 |
16 |
3,70 |
0,168 |
|
8 |
3,63 |
0,255 |
17 |
3,30 |
0,165 |
|
Примечание – Условия нагружения образцов см. табл. 1.
Исследование надмолекулярной структуры образцов методом рентгеноструктурного анализа показало, что после длительного нагружения всесторонним сжатием наибольшие изменения характеристик надмолекулярной структуры, по сравнению с исходным ПКМ, наблюдаются в аморфной фазе матрицы: межслоевое расстояние в ней увеличилось на
174

5,5…8,3 %, а степень кристалличности уменьшилась на 8…12 %. Параметры кристаллической ячейки, а также ширина кристаллического рефлекса практически не изменились после испытаний. Следовательно, в кристаллической решетке отсутствуют микронапряжения.
Таким образом, выдержка образцов ПКМ в условиях всестороннего сжатия при давлении до 16 МПа и температуре до 100°С в воздушной и жидкой средах приводит к незначительному повышению характеристик механических свойств при длительности выдержки 2200 ч, а увеличение длительности выдержки до 4400 ч вызывает развитие процессов релаксации и снижение характеристик на 6-10% по сравнению с исходными. Также незначительно изменяются триботехнические свойства ПКМ – в пределах 4-8 %. Все это объясняется малыми изменениями основных характеристик надмолекулярной структуры полимерной матрицы и отсутствием в ней микронапряжений, что позволяет прогнозировать длительную работоспособность изделий из ПКМ в аналогичных условиях эксплуатации и хранения.
С целью проверки работоспособности ПКМ, созданного авторами [5], в реальных условиях были разработаны герметизирующие устройства с уплотнительными элементами (манжетами, уплотняющими втулками). При разработке конструкций ГУ была обеспечена их взаимозаменяемость с серийными резиновыми уплотнительными элементами (манжетами, кольцами) и поршневыми кольцами транспортных и других машин. На рис. 1 показаны ГУ двух типов: для уплотнения осей, валов, а на рис. 2 – для уплотнения штоков и поршней [5, 6].
а) |
б) |
Рис. 1 Герметизирующее устройство для уплотнения валов: а) для вращающихся поверхностей, б) для поверхностей возвратно-поступательного движения.
1 – корпус, 2 – уплотнительное кольцо, 3 – вал, 4 – уплотняющая губка, 5 – эспандер
175
Герметизирующие устройства для уплотнения вращающихся поверхностей (рис. 1а) прошли длительные стендовые испытания и ходовые испытания на военных транспортных машинах, показали высокую надежность и обеспечили более высокую герметичность при наработке более заданного ресурса до капитального ремонта. По окончании испытаний уплотнительные элементы находились в хорошем состоянии и пригодны к дальнейшей эксплуатации.
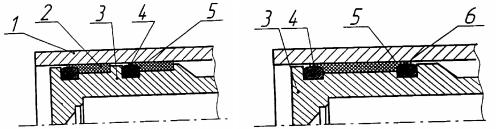
Рис. 2. Герметизирующие устройства для уплотнения поршней и штоков: 1 – корпус, 2 – уплотнительное кольцо (манжета), 3 – поршень, 4 – уплотняющая губка, 5 – эспандер.
Герметизирующие устройства для уплотнения поверхностей возвратно-поступательного движения (рис. 2) дважды прошли длительные стендовые испытания в качестве уплотнений гидро-пневмоцилиндров военной техники. При первом испытании уплотнительные элементы были изготовлены из заготовок нового ПКМ в исходном состоянии. Во втором испытании уплотнительные элементы изготавливали из заготовок ПКМ, подвергнутых испытанию по программе ускоренного старения.
Результаты испытаний показали высокую надежность новой конструкции ГУ и возможность увеличения ресурса в 3 раза по сравнению с серийным уплотнением поршня резиновыми кольцами.
Библиографический список
1.Трение, изнашивание и смазка. Справочник. В 2-х кн. Под ред. И.В. Крагельского и В.В. Алисина. – М.: Машиностроение. 1979. Кн.2 – 338 с.
2.Кондаков Л.А., Голубев А.И., Гордеев В.В. и др. Уплотнения и уплотнительная техника. Справочник. – М.: Машиностроение, 1994. – 382 с.
3.Машков Ю.К. Трибофизика и свойства наполненного фторопласта: науч. издание. – Омск: Изд-во ОмГТУ, 1997. – 192 с.
4.Полимерный антифрикционный композиционный материал: патент РФ № 2307130/
Ю.К. Машков, О.А. Мамаев, З.Н. Овчар, В.С. Зябликов
5.Герметизирующее устройство: патент РФ № 2269046/Ю.К. Машков, О.А. Мамаев,
М.Ю. Байбарацкая, В.С. Зябликов.
6.Герметизирующее устройство: патент РФ № 2265767/ Ю.К. Машков, О.А. Мамаев,
В.Р. Эдигаров.
176
УДК 620.178.3:620.194.8
МЕХАНИЧЕСКИЕ СВОЙСТВА ЛИСТОВЫХ АВТОМОБИЛЬНЫХ СТАЛЕЙ
Г.В. Пачурин, д-р. техн. наук, проф.; В.А. Власов, канд. техн. наук, доц., Нижегородский государственный технический университет им. Р.Е. Алексеева
Надежность элементов металлоконструкций автомобилей наряду с конструктивными факторами в значительной мере определяется структурой и свойствами используемых материалов, а так же температурными условиями эксплуатации.
В автомобильной промышленности широко используются листовые конструкционные малоуглеродистые стали. Однако сведения по влиянию видов и режимов их технологической обработки на механические свойства при различных температурах ограничены и разрозненны [1].
Поэтому исследование влияния пластического деформирования на изменение механических характеристик листовых сталей при статическом и циклическом нагружении в области различных эксплуатационных температур является весьма актуальным.
Исследовались технологически обработанные (предварительно деформированные при комнатной температуре) стали 08Ю, 08кп, 08пс, 08ГСЮТ, 07ГСЮФТ и сварные соединения из сталей 08пс, 08кп, 20кп, 07ГСЮФ, 08ГCЮФ. Определялись прочностные (σв, σ0,2) и пластические (δ, ψ) характеристики материалов при температурах -50, +20 и +70 °С в состоянии поставки и после технологической обработки.
По результатам статических испытаний так же строились кривые упрочнения в координатах lgσϊ (σϊ - истинное напряжение) - lgεϊ , (εϊ - истинная деформация), которые позволяют определить показатель степени А в уравнении кривой деформационного упрочнения (σо . εА; где εϊ = lg(1+δϊ)) исследованных материалов в состоянии поставки и после технологической обработки.
Результаты испытания материалов на статическое растяжение при разных температурах предварительно деформированных цельных и сварных образцов представлены в табл. 1-3.
Из их анализа следует, что при температурах испытания -50, 20, и 70°С у предварительно растянутых образцов из стали 20кп пределы текучести σ0,2 и σт и прочности σв выше, а относительные удлинение δк (до разрушения) и δр (равномерное) ниже, чем у образцов в исходном состоянии, хотя относительное сужение ψк и предел прочности до разрушения σк практически остаются постоянными.
177
Охлаждение до температуры -50°С увеличивает прочностные характеристики при сохранении пластичности стали 20кп (на уровне комнатной температуры), что свидетельствует об отсутствии ее охрупчивания при этих температурах.
Таблица 1
Механические свойства листовых материалов для различных режимов технологической обработки
Марка стали |
Режим обработки |
σв , |
σ0,2, |
ψ / δ, % |
А |
|
|
МПа |
МПа |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
08кп |
Холоднокатаная |
390 |
256 |
84/41 |
0,16 |
|
Растяжение 2,5% |
375 |
190 |
83/40,7 |
0,20 |
|
Растяжение 11% |
377 |
174 |
81/40,6 |
0,22 |
|
Растяжение 15% |
394 |
192 |
78/29 |
0,24 |
|
Растяжение 17% |
400 |
182 |
79/21 |
0,22 |
|
Растяжение 21% |
407 |
190 |
77/10 |
0,20 |
07ГСЮФТ |
Горячекатаная |
440 |
306 |
48/18 |
0,16 |
|
Растяжение 5% |
471 |
433 |
44/14 |
0,12 |
|
Растяжение 17% |
545 |
532 |
33/3 |
0,11 |
|
Растяжение 29% |
547 |
532 |
30/1,6 |
0,02 |
08ГСЮТ |
Горячекатаная |
461 |
250 |
48/26 |
0,21 |
|
Растяжение 5% |
457 |
398 |
46/15 |
0,16 |
|
Растяжение 17% |
499 |
466 |
41/9 |
0,07 |
|
Растяжение 29% |
551 |
537 |
33/1 |
0,02 |
08Ю |
Холоднокатаная |
294 |
163 |
50/30 |
0,25 |
|
Растяжение 3% |
313 |
230 |
49/26 |
0,16 |
|
Растяжение 10% |
315 |
271 |
48/17 |
0,10 |
|
Растяжение 20% |
345 |
286 |
35/7 |
0,07 |
|
Растяжение 30% |
397 |
343 |
29/3 |
0,09 |
08пс |
Холоднокатаная |
370 |
285 |
70/20 |
0,18 |
|
Растяжение 4% |
390 |
340 |
69/14 |
0,06 |
|
Растяжение 8% |
415 |
400 |
63/4 |
0,02 |
|
Растяжение 17% |
455 |
445 |
63/4 |
0,02 |
20кп |
Горячекатаная |
437 |
319 |
48/23 |
0,03/0,18 |
|
Растяжение 9% |
534 |
530 |
49/5 |
0,02 |
|
Растяжение 22% |
602 |
599 |
48/4 |
0,02 |
Анализ кривых деформационного упрочнения стали 20кп и ее сварных соединений при вышеуказанных температурах показал, что при растяжении цельных и сварных образцов, предварительно деформированных до одной и той же степени (17…18%), относительное удлинение (равномерное δр и общее δк) при температуре -50°С значительно выше, чем при температуре +70°С.
178
Это может быть обусловлено различием атомных механизмов, контролирующих пластическую деформацию. Так при температуре - 50°C усиливается влияние поперечного скольжения винтовых дислокаций по сравнению с движением краевых дислокаций, что обеспечивает некоторое повышение пластичности стали 20кп.
Таблица 2
Механические свойства листовой стали 08пс при разных температурах для различных режимов технологической обработки
Темп. |
Степ. предв. |
σт , |
σ0,2, |
σв , |
δ, |
ψ, |
δр, |
A1/A2 |
испыт., °С |
деф., % |
МПа |
MПа |
MПа |
% |
% |
% |
|
|
|
|
|
|
|
|
|
|
20 |
0 |
265 |
285 |
370 |
29 |
70 |
20 |
0,02/0,18 |
|
|
|
|
|
|
|
|
|
|
4 |
320 |
340 |
390 |
19 |
69 |
14 |
0,06 |
|
|
|
|
|
|
|
|
|
|
8 |
385 |
400 |
415 |
11 |
63 |
4 |
0,02 |
|
|
|
|
|
|
|
|
|
|
17 |
405 |
445 |
455 |
6 |
61 |
0,7 |
0,02 |
|
|
|
|
|
|
|
|
|
70 |
0 |
240 |
260 |
345 |
27 |
71 |
17 |
0,03/0,17 |
|
|
|
|
|
|
|
|
|
|
4 |
300 |
320 |
355 |
18 |
70 |
14 |
0,05 |
|
|
|
|
|
|
|
|
|
|
8 |
375 |
400 |
410 |
7 |
59 |
1,5 |
0,02 |
|
|
|
|
|
|
|
|
|
|
17 |
405 |
450 |
460 |
6 |
58 |
0,8 |
0,02 |
|
|
|
|
|
|
|
|
|
-50 |
0 |
345 |
400 |
470 |
25 |
65 |
20 |
0,01/0,17 |
|
|
|
|
|
|
|
|
|
|
4 |
330 |
395 |
475 |
22 |
58 |
15 |
0,05 |
|
|
|
|
|
|
|
|
|
|
9 |
480 |
505 |
520 |
9 |
52 |
3 |
0,01 |
|
|
|
|
|
|
|
|
|
|
18 |
500 |
565 |
579 |
9 |
50 |
0,3 |
0,01 |
|
|
|
|
|
|
|
|
|
При растяжении исходных (предварительно не деформированных) образцов (εпр.д.=0%) вначале наблюдается стадия инкубационного деформирования (ε 1…2%) с низким значением показателя А1, а затем начинается интенсивное упрочнение с высоким значением А2. С понижением температуры испытания продолжительность стадии инкубационного упрочнения увеличивается, что отражается на величине общего и равномерного удлинения.
Величина показателя упрочнения А наклепанных образцов из стали 20кп при всех исследованных температурах практически одинакова А=0,02, в то время как при растяжении исходных цельных и сварных образцов для температур 70 и -50°С показатель А несколько ниже, чем при 20°С.
Микроструктура стали 20кп, деформированной при 20, 70 и -50°С, практически не изменяется.
179