

Борфтористоводородные электролиты
В тех случаях, когда на детали требуется осаждать покрытия большей толщины, для уменьшения продолжительности электролиза целесообразно использовать борфторидные или кремнефторидные электролиты. Благодаря большой растворимости в них солей меди и получению таким путем высококонцентрированных растворов, становится возможным применение при электролизе повышенной плотности тока. Наибольшее практическое применение находит раствор состава (г/л): 200 – 250 Cu(BF4)2, 10–20 HBF4, 20–30 H3PO3; pH = 1,3 – 1,7, ik =2 – 10 А/дм2;t = 18–30C.Толщина покрытия достигает более 0,5 мм.
Цианистые электролиты
Комплексные щелочные цианидные электролиты отличаются простотой состава, наибольшей среди электролитов меднения рассеивающей и кроющей способностью, в них формируются мелкокристаллические, малопористые осадки.
Основой таких электролитов является комплексная цианистая соль меди и цианид калия или натрия. Другие компоненты вводят с целью повышения стабильности растворов и увеличения рабочего диапазона плотностей тока.
Медь находится в растворе в одновалентной форме и в присутствии даже небольшого количества свободного цианида образует соединение типа Na2[Cu(CN)3]илиK2[Cu(CN)3]. Основным комплексным ионом, разряжающимся на катоде, является [Cu(CN)2]2-
[Cu(CN)2]2-+ 2![]() →Cu +
2CN-. (12.г)
→Cu +
2CN-. (12.г)
Процесс цианидного меднения идет с высокой катодной поляризацией, которая объясняется диффузионными ограничениями (концентрационное перенапряжение) и затруднениями разряда ионов. Катодное перенапряжение возрастает с повышением концентрации свободного цианида и уменьшением содержания меди в растворе. Это обстоятельство благоприятно сказывается на рассеивающей способности электролита, но одновременно приводит к снижению выхода металла по току и допустимой плотности тока. Как видно из рис. 12.1 для всех исследованных растворов наблюдается понижение выхода металла по току с увеличением плотности тока и в тем большей степени, чем меньше концентрация ионов меди и выше содержание свободного цианида. Эта закономерность способствует повышению равномерности толщины покрытий на поверхности катода.
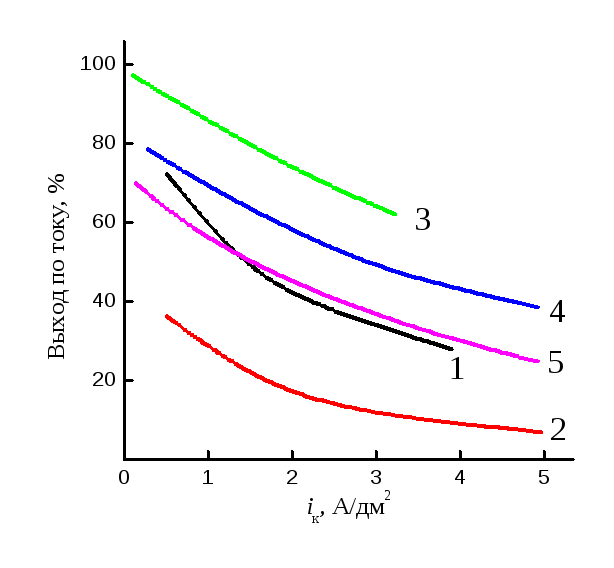
Рис. 12.1 Влияние плотности тока и состава цианидных электролитов меднения на катодный выход меди по току. Содержание: Cu2+ (г/л) 30(1; 2), 60(3 – 5); NaCN (г/л) 2(1; 3), 12(2; 4), 25(5)
Для нормального хода процесса необходимо поддерживать определенное соотношение концентрации в растворе основных компонентов. Минимальное содержание свободного цианида должно быть таким, чтобы обеспечить устойчивость комплексного соединения меди в электролите, предотвратить пассивацию анодов и тем самым создать условия для нормального растворения. Чем больше концентрация свободного цианида и меньше концентрация меди в растворе, тем значительнее катодная поляризация, тем в большей степени уменьшается катодный выход металла по току с повышением плотности тока и, следовательно, тем равномернее по толщине осадки.
Практика показала, что содержание цианида меди в электролите следует поддерживать в пределах 25 – 30 г/л, свободного цианида калия 5 – 15 г/л.
При повышенной температуре электролита, а также при высоких плотностях тока избыток свободного цианида в медной цианистой ванне должен быть в 2 – 2,5 раза меньше обычного. Во избежание пассивирования анодов в электролит вводят сегнетову соль – KNaC4H4O6·4H2Oдо 60 г/л.
В цианистом электролите всегда присутствуют углекислые соли натрия или калия, которые образуются вследствие взаимодействия свободного цианида с углекислотой воздуха. Для повышения электропроводимости раствора и торможения реакции карбонизации цианида угольной кислотой из воздуха вводят небольшое количество гидроксида щелочного металла. Накопление карбонатов до определенной концентрации несколько повышает рассеивающую способность электролита и качество покрытий, так что иногда карбонаты калия или натрия добавляют в приготавливаемый раствор, в особенности, если он работает при повышенных плотностях тока и температуре. При содержании карбонатов более 60 г/л они начинают оказывать неблагоприятное влияние - снижается выход металла по току, увеличивается пористость покрытий.
От избытка карбонатов освобождаются выведением их в осадок при охлаждении раствора до -5 - 10С или заменой части его свежеприготовленным.
В цианистый электролит меднения вводят сульфат натрия или калия, который предупреждает окисление одновалентных ионов меди до двухвалентных, уменьшая тем самым расход цианида. Введение сегнетовой соли улучшает качество покрытий, снижает внутренние напряжения и позволяет повысить катодную плотность тока.
Режим электролиза устанавливают с учетом состава электролита. Чем больше концентрация в нем ионов меди, тем выше может быть катодная плотность тока. Температуру цианистых электролитов поддерживают в зависимости от требуемой плотности тока. При низких плотностях тока (до 1 А/дм2) она не превышает 30С, при высоких плотностях тока (до 5 А/дм2) в концентрированном электролите по меди с относительно малым содержанием свободного цианида температуру повышают до 50 – 70С. Электролиз при плотности тока более 4 А/дм2ведут при 45 – 40С.
Аноды в цианистых электролитах должны быть из чистой электролитной меди. Анодная плотность тока должна быть в 2 – 3 раза ниже катодной.
Чем ниже температура электролита, выше анодная плотность тока и меньше концентрация свободного цианида, тем скорее пассивируются аноды, покрываясь пленкой CuCN. При этом анодный потенциал смещается в сторону положительных значений, выход меди по току падает, и концентрация ее в растворе снижается. При этом происходит окисление одновалентных ионов меди до двухвалентных и цианида в цианаты, что приводит к меньшему расходу цианистого калия или натрия.
Интенсификации процесса способствует перемешивание электролита. Воздушный барботаж в этом случае нежелателен, т.е. может ускорить разложение цианидов и накопление в растворе карбонатов. Положительный результат дает качание катодных штанг с деталями с частотой 20 – 30 в минуту и амплитудой 30 – 40 мм. Применение реверсированного тока с медными цианидными электролитами позволяет повысить плотность тока, равномерность распределения покрытия по поверхности катода, облегчить депассивацию медных анодов.
Составы (г/л) цианидных электролитов и режима электролиза:
50 – 60 CuCN; 10-20 NaCN(своб.);рН= 10;ik = 0,5–3 А/дм2;t = 18 – 40С;
50 – 70 CuCN; 5 - 10 NaCN (своб.); 50 – 60 KNaC4H4O8 4H2O; ik = 1 – 5 A/дм2; t = 40 – 50С;
40 – 50 CuCN; 12 – 15 NaCN (своб.); 10 – 15 NH4CNS; 5 – 10 Na2C4H4O6, 0,03 - 0,05 MnSO4, pH = 10,7 – 12,7; ik = 1 – 3 A/дм2; t = 50 – 60С.