

10535
.pdfгипотеза - отвергается и скорость подачи детали влияет на чистоту поверхно-
сти.
Относительно взаимодействия факторов: выборочное значение (3,23) больше критической точки (2,508) при уровне значимости 0,05, то основная гипотеза -
отвергается и необходимо установить при какой скорости подачи детали ис-
пользуется та или иная глубина резания.
Контрольные вопросы
1.Что такое дисперсионный анализ? Что такое факторы исследования?
2.Какая структурная модель лежит в основе однофакторного анализа?
3.Сформулируйте основные гипотезы для двухфакторного дисперсионного анализа и прокомментируйте их?
4.Что такое внутригрупповая дисперсия и как она оценивается?
Тема 4: Контрольные карты. Построение и анализ
Проблема текущего мониторинга качества продукции в процессе ее производ-
ства всегда остро стояла перед производителями. Если под мониторингом каче-
ства понимать не только непосредственную проверку пригодности выпускаемо-
го изделия, но и наблюдение за тенденциями изменения качества, то постав-
ленная задача представляется достаточно трудоемкой.
Для решения подобных вопросов в условиях современного производства ме-
неджеры по контролю качества используют методики и процедуры, основанные на статистическом анализе характеристик изделий.
Одним из таких инструментов являются незаменимые при поточном монито-
ринге качества контрольные карты (или контрольные карты Шухарта), ви-
зуализирующие статистические характеристики исследуемого производствен-
ного процесса.
40
Согласно ГОСТ Р ИСО 7870-2-2015 «Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта», контрольная карта Шухарта представляет собой график средство, который используют для представления статистической меры, полученной по количественным или альтернативным данным. Для карт Шухарта необходимы данные, получаемые выборочно из процесса через приблизительно равные интервалы. Интервалы могут быть за-
даны либо по времени (например, каждый час), либо по количеству продукции
(каждая партия). Обычно данные представляют собой выборки или подгруппы,
состоящие из однотипных единиц продукции или услуг, с одними и теми же контролируемыми показателями, и равными объемами подгрупп.
Статистически управляемое (контролируемое) состояние – это состояние, ха-
рактеризующее процесс, изменчивость которого определяется действием толь-
ко системы случайных (общих) причин. Для такого процесса его статистиче-
ские характеристики – размахи выборки, стандартное отклонение и среднее арифметическое значение, с течением времени не меняются, т.е. стабильны во времени, а сам процесс находится в стабильном или статистически контроли-
руемом (управляемом) состоянии.
Главным достоинством контрольных карт является их наглядность, простота построения и использования. Контрольные карты визуализируют поведение процесса и позволяют его оператору или руководителю следить за поведением процесса в режиме реального времени.
Применение контрольных карт позволяет:
1) определить находится ли процесс в состоянии статистической управляемо-
сти, т.е. функционирует под действием постоянной системы случайных причин и факторов, характеризующих собственную изменчивость процесса;
2)оценить собственную изменчивость процесса;
3)определить и исследовать специальные причины изменчивости, включая различные тренды и использовать данные об изменчивости для управления процессом;
41
4)оценить соответствие характеристик продукции требованиям;
5)регулировать ход процесса для обеспечения его стабильности (статистиче-
ской управляемости) или обеспечения соответствия характеристик продукции
установленным требованиям.
Построение контрольных карт
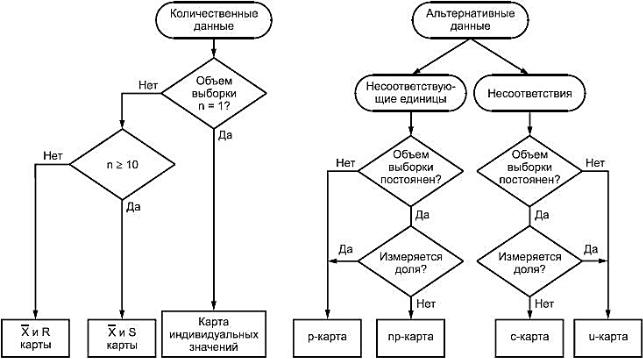
Существуют различные типы контрольных карт. В первую очередь они разли-
чаются видом используемых данных для их построения.
Различают:
контрольные карты для количественных данных (анализа изменчивости параметров) обычно применяются X, R или S карты;
контрольные карты для альтернативных данных используются следую-
щие типы карт: p-карты (карты доли несоответствующих единиц продук-
ции); np-карты (карты числа несоответствующих единиц продукции); c-
карты (карты суммарного числа несоответствий); u-карты (карты числа несоответствий на единицу продукции).
42

Применение контрольных карт для количественных данных предполагает, что контролируемая характеристика подчиняется нормальному распределению,
причем отклонения от этого распределения влияют на эффективность карт. Ко-
эффициенты, используемые для вычисления контрольных границ, выведены для нормального распределения характеристик (Приложение 1).
При построении контрольных карт на оси ординат откладываются значения контролируемого параметра, а на оси абсцисс - время t взятия выборки (или ее номер).
Контрольная карта состоит обычно из трех линий. Центральная линия (CL)
представляет собой требуемое среднее значение характеристики контролируе-
мого параметра качества. Так, в случае (Х - R)-карты это будут номинальные значения Х и R, нанесенные на соответствующие карты.
Две другие линии, одна из которых находится над центральной – верхняя гра-
ница регулирования (UCL), а другая под ней - нижняя граница регулирования
(LCL), представляют собой максимально допустимые пределы изменения значе-
ний контролируемой характеристики (показателя качества).
Таблица 1 – Формулы для определения контрольных границ карт Шухарта для количественных данных
43
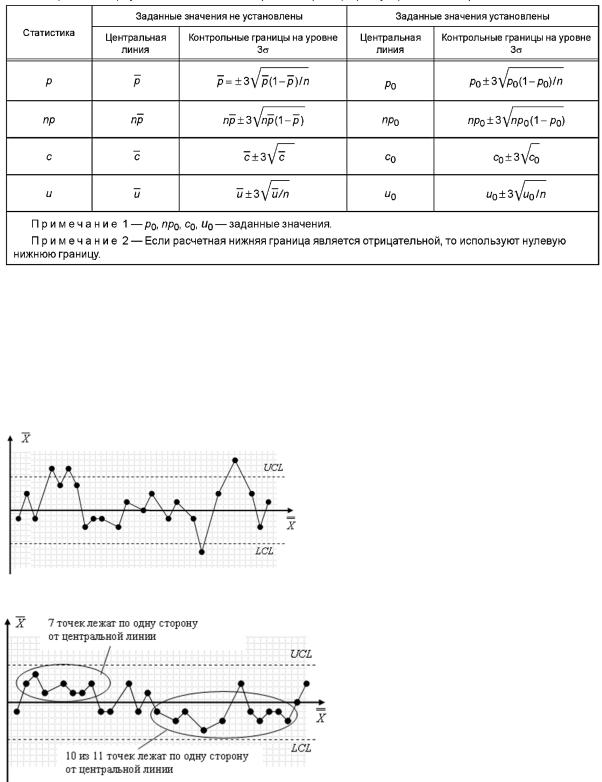
Таблица 2 − Формулы для определения контрольных границ карт Шухарта для альтернативных данных
Анализ контрольных карт
Определить, вышел ли процесс из состояния управляемости, можно по кон-
трольным картам на основании следующих критериев:
Выход за контрольные пределы
Серия Несколько (7 и более) точек подряд оказываются по одну сторо-
ну от центральной линии, число та-
ких точек называется длиной серии.
44

Кроме того, ситуацию следует рассматривать как ненормальную, если:
–не менее 10 из 11 точек оказываются по одну сторону от центральной линии;
–не менее 12 из 14 точек оказываются по одну сторону от центральной линии;
–не менее 16 из 20 точек оказываются по одну сторону от центральной линии.
Тренд Точки образуют непре-
рывно повышающуюся или пони-
жающуюся кривую. Ненормаль-
ным считают тренд в 7 и более точек.
Приближение к контрольным пределам Есть точки, которые приближаются к контрольным границам, причем 2 или более точек оказываются на расстоя-
нии более 2σ от центральной
линии.
Приближение к центральной линии Если на контрольной карте большинство точек кон-
центрируется в пространстве,
ограниченном 1,5-сигмовыми линиями, делящими пополам расстояние между центральной линией и каждой из контрольных границ, то
причина, скорее всего, в неподходящем способе разбиения данных на подгруп-
пы.
45

Периодичность Кривая повто-
ряет структуру «то подъем, то
спад» с примерно одинаковыми
интервалами времени T.
Анализ карт
Для анализа удобно пользоваться серией правил, предназначенных для выявле-
ния структур, присутствие которых на контрольной карте говорит о наличии
специальных причин вариаций.
Правило |
Описание правила |
Правило 1 |
Точка лежит выше (ниже) верхнего контрольного предела |
Правило 2 |
Из трех последовательных точек две лежат выше (ниже) ЦЛ бо- |
|
лее чем на два стандартных отклонения |
Правило 2' |
Две последовательные точки лежат выше (ниже) ЦЛ более чем |
|
на два стандартных отклонения |
Правило 3 |
Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ |
|
более чем на одно стандартное отклонение |
Правило 3' |
Четыре последовательные точки лежат выше (ниже) ЦЛ более |
|
чем на одно стандартное отклонение |
Правило 4 |
Семь последовательных точек лежат выше (ниже) ЦЛ |
Правило 5 |
Шесть последовательных точек расположены в порядке моно- |
|
тонного возрастания (убывания) |
Правило 6 |
Среди десяти последовательных точек существует подгруппа из |
|
восьми точек (считая слева направо), которая образует моно- |
|
тонно возрастающую (убывающую) последовательность |
Правило 7 |
Из двух последовательных точек вторая лежит, по крайней ме- |
|
ре, на четыре стандартных отклонения выше (ниже) первой |
Все эти правила говорят об отсутствии статистической управляемости процес-
сом. Если использовать все критерии совместно, то вероятность ложных тревог
составит около 1%.
46
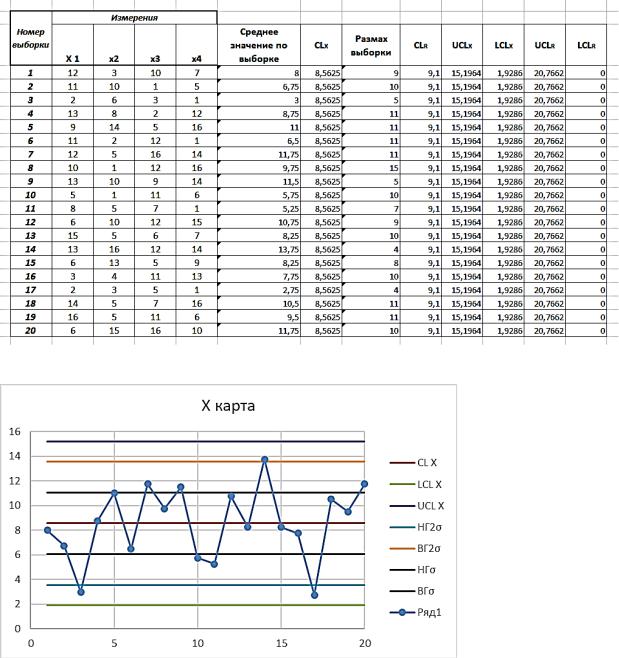
Пример построения контрольной карты Шухарта.
Приведенные данные являются закодированными результатами измерения уд-
линений контрольных образцов полиэтилена. Всего было взято 20 выборок.
Объем каждой составляет 4 элемента. Постройте Х и R - карты Шухарта, и про-
анализируйте результаты.
47
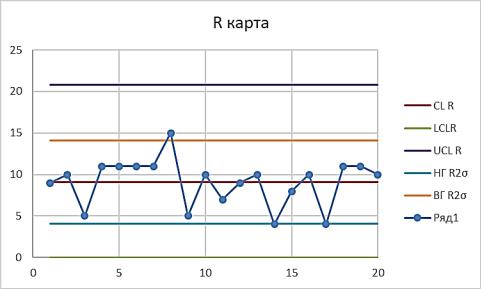
Результат: оценивая Х карту , можно прийти к выводу, что процесс статисти-
чески управляем, так как ни одно из правил не выполняется. Однако, на R карте в последних выборках можно заметить некоторую периодичность, что должно настораживать. Возможна разладка оборудования.
Контрольные вопросы
1.Что такое контрольные карты и для чего они могут быть использованы?
2.Что представляют собой количественные данные?
3.Назовите основные типы контрольных карт для количественных данных.
4.Объясните метод управления процессом с помощью контрольной карты.
5.Назовите дополнительные критерии, используемые для интерпретации контрольных карт.
6.Что такое статистически управляемое и статистически неуправляемое со-
стояние процесса?
7.Назовите основные этапы построения контрольных карт для количест-
венных данных на примере одной из них.
48
Тема 5: Парная линейная регрессия
Существующие между явлениями формы и виды связей весьма разнообразны по своей классификации. В естественных науках большей частью имеют дело со строгими (функциональными) зависимостями, при которых каждому значе-
нию одной переменной соответствует единственное значение другой. Но на практике функциональная зависимость реализуется редко, так как случайные величины подвержены также действию случайных факторов. Если среди этих случайных факторов есть такие, которые воздействуют и на Х, и на Y, то воз-
никает статистическая (стохастическая) зависимость.
Зависимость величины Y от Х называется статистической, если каждому фиксированному значению величины Х соответствует не одно, а множество значений переменной Y со своими вероятностями. Если при изменении одной случайной величины изменяется среднее значение другой случайной величины,
то такая статистическая зависимость называется корреляционной.
При рассмотрении взаимосвязей между двумя переменными X и Y выделяют одну из величин как независимую (объясняющую), а другую ‒ как зависимую
(объясняемую). В этом случае изменение первой из них может служить причи-
ной для изменения другой.
Примерами корреляционной связи являются зависимости:
-между пределами прочности и текучести стали определенной марки;
-между погрешностью размера и погрешностью формы поверхности детали,
обработанной определенным методом;
-между усилием прижима ролика и шероховатостью накатанной поверхности.
Метод корреляционно-регрессионного анализа является основным в изучении взаимосвязей явлений, которые имеют количественный характер. Данный ме-
тод содержит две составляющие части — корреляционный анализ и регресси-
онный анализ.
Корреляционный анализ — это количественный метод определения тесноты и направления взаимосвязи между выборочными переменными величинами.
49