

10233
.pdf10
приведёт к некоторому увеличению их количества, но позволит за счёт удлинения режима ТО сделать его более мягким и, в конечном счёте, сэко-
номить теплоноситель. Также это позволит закрепить группы камер и форм за отдельными бригадами (сменами) и повысить ответственность за их техническое состояние.
3.6 Расчёт требуемого количества формовочных постов
При агрегатно-поточном способе производства производительность одного формовочного поста определяется по формуле
Пф.п |
= |
Тс·Тг |
· V |
· N |
и.ф |
· К |
и |
· К |
бр |
, |
м³/год, |
|
|||||||||||
|
|
ф |
и |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
(3.1)
где Тс – количество рабочих часов в сутки. При двухсменной работе принимается Тс = 16 ч [2];
Тг – расчётное количество рабочих дней в году. При агрегатно-
поточном и стендовом способах производства принимается Тг = 253 сут
[2];
Rф – фактический ритм формования, мин. Ритм назначается, ис-
ходя из практических данных с учётом ограничений (которые на данный момент времени можно рассматривать как рекомендуемые), указанных в
[2, таблица 14];
Vи – объём одного жби, м³. При этом следует учитывать, что для большинства жби объём изделия приравнивается к объёму бетона, но в не-
которых случаях, например, для многопустотных плит перекрытий, годо-
вая мощность и производительность указываются «по изделиям», т.е. по
11
габаритным размерам изделий (наличие пустот, отверстий не учитывает-
ся);
Nи.ф – количество изделий в форме, шт.;
Ки – сменный коэффициент использования оборудования по време-
ни, учитывающий потери времени в течение смены: на подготовительно-
заключительные операции в начале и в конце смены, на ожидание крана,
на операции разгрузки арматурных изделий с тележки при транспортиро-
вании их из арматурного цеха в формовочный и др. Обычно принимается Ки = 0,78 – 0,85;
Кбр – коэффициент, учитывающий потери на брак. Данный коэффи-
циент обычно принимается не менее 0,995.
Требуемое количество формовочных постов определяется по форму-
ле
|
|
Пг |
шт., |
|
Nф.п |
= |
|
, |
|
Пф.п |
||||
(3.2)
где Пг – заданная мощность завода (цеха), м³/год.
Полученное значение следует округлить в бóльшую сторону до це-
лого числа. При этом надо иметь в виду, что при малом числе десятых в неокруглённом значении Nф.п такое округление будет означать существен-
ное завышение фактической производительности цеха. Например, если
Nф.п = 1,1, то необходимо принять два формовочных поста, производитель-
ность которых будет превышать заданную в 2 : 1,1 ≈ 1,82 раза. В этом слу-
чае, прежде чем принять окончательное решение, следует проанализиро-
вать технологию формования, конструкцию формы и проверить – нельзя ли уменьшить ритм формования или изменить количество изделий в форме так, чтобы уменьшить различие между неокруглённым и окончательным
12
значениями Nф.п.
В случае если Nф.п окажется равным 4 или более, то совместная рабо-
та их в одном пролёте будет практически невозможна из-за крайне тяжё-
лой загрузки по времени кранов. Поэтому необходимо также изменить технологические параметры для уменьшения Nф.п, а если это невозможно,
то предусмотреть производство в двух пролётах.
3.7 Расчёт требуемого количества форм (при стендовом способе производства)
В случае если принят стендовый способ производства в индивиду-
альных формах, то тепловая обработка может осуществляться тремя ос-
новными способами:
- за счёт нагрева бортоснастки или (и) поддона паром, горячей водой или ТЭНами – трубчатыми электронагревателями. ТЭНы или трубопровод в этом случае располагаются, соответственно, во внутренних отсеках бор-
тов или (и) поддона. Данный вариант в настоящем методическом пособии не рассматривается;
- путём подачи пара под теплоизолированный стальной колпак, ко-
торым накрывается форма. Данный вариант имеет ряд серьёзных недо-
статков – отсутствует полноценный сбор и отвод конденсата, повышенные теплопотери, и поэтому не используется при проектировании новых про-
изводств. Он может применяться лишь как временный и также не рассмат-
ривается в настоящем методическом пособии; - пропариванием в низких ямных или напольных камерах, рассчи-
танных на одну форму по высоте. Формы в этом случае располагаются в камерах постоянно.
Так как стендовый способ производства применяется чаще всего при

13
изготовлении крупногабаритных изделий, режим тепловой обработки бы-
вает достаточно продолжительным, поэтому коэффициент оборачиваемо-
сти форм составляет 1.
Требуемое количество параллельно работающих звеньев определяет-
ся так же, как и количество формовочных постов при агрегатно-поточном способе производства по формуле (3.2), Но вместо Пф.п надо подставлять производительность одного звена Пзв, которая рассчитывается аналогично
Пф.п:
Пзв |
= |
Тс·Тг |
· V |
· N |
и.ф |
· К |
и |
· К |
бр |
, |
м³/год, |
|
|||||||||||
|
|
Тизг |
и |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
(3.3)
где Тизг – продолжительность всех операций, выполняемых на форме,
кроме тепловой обработки, мин.
3.8 Расчёт требуемого количества ямных пропарочных камер
3.8.1 Требуемое количество ямных (напольных) пропарочных камер зависит от продолжительности ТО (включая предварительную выдержку,
производимую в них же), ритма потока, вместимости камеры (количества форм в ней), и режима работы цеха (количества и продолжительности смен, продолжительности обеденных перерывов) и рассчитывается по формулам (3.4, 3.6, 3.7).
Для односменной работы (8 рабочих часов, обеденный перерыв 1 ч):
Nк = |
Тсм |
+ 1, шт., |
(3.4) |
пот·ф.к |

14
где Тсм – продолжительность рабочей смены, ч; Rпот – ритм потока, мин;
Nф.к – количество форм в камере, шт.
Ритм потока определяется по формуле
ф |
, мин, |
|
Rпот = ф.п |
(3.5) |
где Rф – ритм формования, мин.
Для двухсменной работы (16 рабочих часов, два обеденных перерыва по 1 ч):
Nк = |
Тк |
, шт., |
(3.6) |
||
|
· |
ф.к |
|||
|
пот |
|
|
|
|
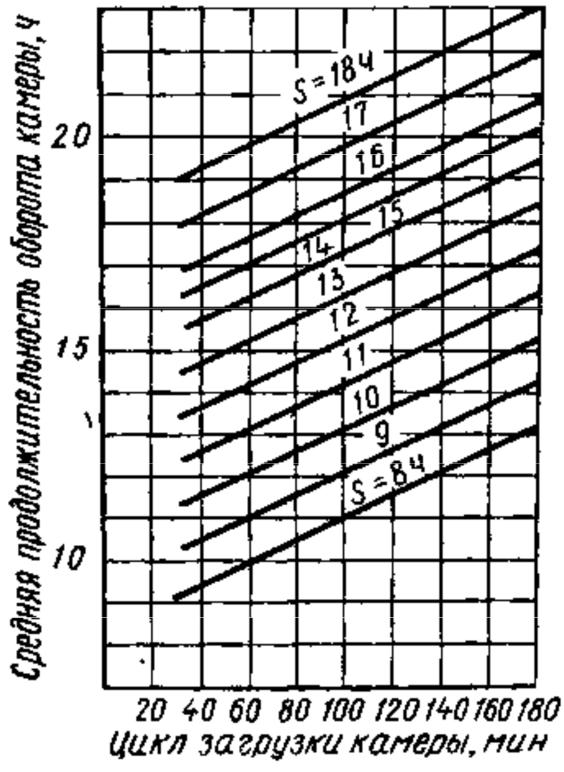
где Тк – средняя продолжительность оборота камеры, ч. Определяет-
ся по номограмме, приведённой на рисунке 3.1.
Для трёхсменной работы (первая и вторая смены по 8 рабочих часов и обеденными перерывами по 0,5 ч; третья смена 7 ч без обеда):
Nк = |
, Тк |
, шт.; |
(3.7) |
· |
|||
|
пот ф.к |
|
|
где Тк в данном случае определяется по номограмме, приведённой на рисунке 3.2.
Знаменатель формул (3.4, 3.6, 3.7) – это продолжительность загрузки или разгрузки одной камеры – "цикл загрузки".
Nк округляют в бóльшую сторону до целого значения.
При определении Тк по номограмме необходимо на оси абсцисс найти продолжительность загрузки камеры:

15
τзагр = Rпот· Nф.к, |
(3.8) |
провести из этой точки вертикальную линию до пересечения с наклонной прямой, соответствующей заданной продолжительности ТО и из точки пе-
S – продолжительность ТО, ч
Рисунок 4.10 – Номограмма для определения продолжительности оборота
16
пропарочной камеры циклического действия (Тк) при двухсменной работе
[6]
S – продолжительность ТО, ч
Рисунок 4.11 – Номограмма для определения продолжительности оборота
17
пропарочной камеры циклического действия (Тк) при трёхсменной работе
[6]
ресечения провести линию влево до оси ординат. Полученное значение и будет Тк.
В цехах с агрегатно-поточным способом производства полученное количество камер увеличивают на 1 – 2 на случай их ремонта, возможного увеличения продолжительности ТО, увеличения производительности ли-
ний и т.п.
3.8.2 Для проверки расчёта обычно строят циклограмму работы ка-
мер. Циклограмма представляет собой график работы камер в течение су-
ток. Циклограмма носит формальный характер, т.к. не учитывает подгото-
вительно-заключительное время, фактический режим труда и др. Пример расчёта требуемого количества ямных камер приведён ниже.
Исходные данные:
-ритм формования Rф = 18 мин;
-количество формовочных постов Nф.п = 2;
-продолжительность тепловой обработки ТТО = 13 ч;
-количество форм, загружаемых в камеру Nф.к = 6 шт.
Определяется ритм потока по формуле (3.5): Rпот = 18 : 2 = 9 мин.
Определяется продолжительность загрузки (выгрузки) камеры по формуле τзагр = Rпот· Nф.к = 9 · 6 = 54 мин.
По номограмме на рисунке 3.1 определяется средняя продолжитель-
ность оборота камеры Тк ≈ 19,5 ч.
Рассчитывается требуемое количество ямных камер по формуле
(3.6):
Nк = 40 · 19,5 : 54 = 14,4 ≈ 15 шт. С учётом запасной камеры общее их ко-
личество будет 16 шт.
18
Строится циклограмма работы камер – см. рисунок 3.3. При этом следует учитывать следующее. Во время обеденных перерывов не должны загружаться и разгружаться камеры, а ТО может продолжаться. Не допус-
кается одновременная загрузка двух и более камер. Также не допускается одновременная разгрузка двух и более камер. Допускается прерывать за-
грузку

0
|
|
|
|
|
|
|
|
|
|
Первая смена |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вторая смена |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
№ ка- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Третья смена (нерабочая) |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
Обед |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обед |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
меры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
1 |
2 |
|
|
3 |
|
|
4 |
|
5 |
6 |
7 |
8 |
1 |
2 |
|
|
3 |
|
|
4 |
|
|
5 |
|
6 |
|
|
|
7 |
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
Запасная камера |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Условные обозначения: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
- Загрузка камеры |
|
|
|
|
|
|
|
|
|
- Выгрузка форм из камеры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Тепловая обработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
Рисунок 3.3 – Циклограмма работы камер циклического действия (пример) |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
18