

9035
.pdfРис. 2.5. Витринный отсос для кистевой окраски изделий с отсосом «улитка»: 1 – корпус шкафа; 2 – рабочий стол; 3 – отсос «улитка» с переменной шириной щели
Рис. 2.6. Камера для окраски изделий средней величины с горизонтальным движением воздуха (с боковым отсосом): 1 – корпус камеры; 2 – окрашиваемое изделие; 3 – транспортный проем; 4 – рабочий проем для проведения окраски изделий; 5 – отстойная ванна; 6 – гидрофильтр; 7 – экран для водяной пленки
41
Для окраски крупных изделий применяют окрасочные камеры с верти-
кальным движением воздуха (рис. 2.7). Камера состоит из корпуса, вытяжной решетки, гидрофильтра, водоотстойника, и приточного короба. Удаление воз-
духа из камеры предусматривается через вытяжную решетку, занимающую площадь пола камеры. Объем удаляемого воздуха определяется исходя из удельного-расхода воздуха на 1 м2 площади пола камеры Lуд, м3/(ч·м2), приве-
денного в таблице 2.6.
|
|
Таблица 2.6 |
|
Удельный расход воздуха через площадь пола окрасочной камеры |
|
||
|
|
|
|
Способ нанесения |
Применяемые |
Lуд, |
|
лакокрасочного материала |
лакокрасочные материалы |
м3/(ч·м2) |
|
Пневматическое распыление |
Содержащие свинцовые соединения |
2200 |
|
или ароматические углеводороды |
|||
|
|
||
|
|
|
|
Пневматическое распыление |
Не содержащие ароматические |
1800 |
|
углеводороды и свинцовые соединения |
|||
|
|
||
|
|
|
|
Безвоздушное распыление |
Содержащие свинцовые соединения |
1500 |
|
или ароматические углеводороды |
|||
|
|
||
|
|
|
|
Безвоздушное распыление |
Не содержащие ароматические |
1200 |
|
углеводороды и свинцовые соединения |
|||
|
|
||
|
|
|
|
Подача воздуха в камеру предусматривается равномерно по всей площади потолка через слой фильтрующего материала, что сводит к минимуму циркуля-
цию воздуха в камере. Фильтрующий материал закладывается в специальные кассеты. В качестве фильтрующего материала может быть использовано стек-
ловолокно, толщиной не менее 20 мм, а также промышленные ячеистые филь-
тры типов ФЯР, ФЯП и пр.
Для окраски изделий могут также использоваться стенды бескамерной окраски (рис. 2.8), которые включают в себя напольную вытяжную решетку,
подрешетчатое пространство и гидрофильтр, и может быть использован при окраске изделий высотой до 2 м лакокрасочными материалами, не содержащи-
ми свинцовых соединений. Напольная решетка должна превышать габариты окрашиваемых изделий на 300 мм по периметру. При этом меньшая сторона решетки должна составлять не менее 0,75 высоты окрашиваемого изделия. В
42
исключительных случаях при технико-экономическом обосновании допускает-
ся бескамерная окраска изделий высотой более 2 м с обязательным применени-
ем экранов по свободному периметру напольной решетки высотой на 0,5 м бо-
лее высоты изделия. Объем удаляемого воздуха через напольную решетку определяется исходя из удельного расхода воздуха на 1 м2 площади пола ре-
шетки Lуд, м3/(ч·м2), приведенного в таблице 2.7.
Подрешеточное пространство проходным или полупроходным по разме-
рам напольной решетки с уклоном в сторону гидрофильтра. Положение гидро-
фильтра должно обеспечивать удобные условия его эксплуатации (очистку внутренних поверхностей воздухоприемного канала). Окрасочный стенд дол-
жен иметь самостоятельный комплект вентиляционного оборудования, работа которого блокируется с работой системы подачи краски в красораспылители и системой водоснабжения гидрофильтра. Для контроля концентрации взрыво-
опасных веществ следует предусматривать сигнализаторы, размещаемые в под-
решеточном пространстве на высоте 0,5 м от его пола. Сигнализаторы должны быть настроены на концентрацию 20 % от нижнего предела взрывоопасности и сблокированы с обслуживающим вентиляционным оборудованием.
|
|
Таблица 2.7 |
|
Удельный расход воздуха через напольную решетку |
|
||
|
|
|
|
Способ нанесения |
Применяемые |
Lуд, |
|
лакокрасочного материала |
лакокрасочные материалы |
м3/(ч·м2) |
|
|
- содержащие ароматические |
|
|
Пневматическое распыление |
углеводороды |
2500 |
|
- не содержащие ароматические |
|
||
|
|
||
|
углеводороды |
2200 |
|
|
|
|
|
|
- содержащие ароматические |
|
|
Безвоздушное распыление |
углеводороды |
1700 |
|
- не содержащие ароматические |
|
||
|
|
||
|
углеводороды |
1350 |
|
|
|
|
|
|
- содержащие ароматические |
|
|
Гидростатическое |
углеводороды |
1100 |
|
- не содержащие ароматические |
|
||
|
|
||
|
углеводороды |
900 |
|
|
|
|
|
Пневмоэлектростатический |
содержащие или не содержащий |
|
|
ароматические углеводороды |
900 |
||
|
|||
|
|
|
|
43

Рис. 2.7. Камера для окраски крупных изделий с вертикальным движением воздуха: 1 – вытяжная решетка; 2 – гидрофильтр; 3 – окрашиваемое изделие; 4 – приточный короб; 5 – водоотстойник
Рис. 2.8. Стенд для бескамерной окраски: 1 – вытяжная решетка; 2 – подрешеточное пространство; 3 – гидрофильтр
44
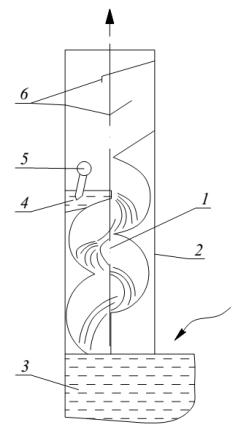
Гидрофильтры (рис. 2.9), входящие в состав окрасочных камер, предна-
значены для очистки воздуха, удаляемого от окрасочных камер или стендов от красочной пыли, а также паров растворителей. Очистка воздуха осуществляется в S-образном воздухораспределительном канале, проходя через ряд образую-
щихся водяных завес. Пропускная способность гидрофильтра по воздуху опре-
деляется скоростью воздуха в живом сечении промывного канала, принимаемая
впределах vп = 5-6,5 м/с. Удельный расход циркулирующей воды принимается
впределах 2-3 кг на 1 м3 воздуха. Добавление свежей воды составляет до 2 %
от расхода циркулирующей.
Коэффициент очистки воздуха от красочной пыли ηк, определяется по
следующей зависимости: |
|
к 65 5vп . |
(2.9) |
Коэффициент очистки воздуха от паров растворителей составляет 30 % от |
|
значения, полученного по формуле (2.9). Потери давления гидрофильтра по
2 |
, Па. |
воздуху принимаются равными p = 1,6 vп |
Рис. 2.9. Гидрофильтр: 1 – воздухопромывной канал; 2 – полуцилиндр; 3 – отстойная ванна; 4 – ванна-лоток; 5 – водоподводящая труба с патрубками; 6 – водоотбойные щитки
45

Автоматизированная электростатическая окраска проводится в специаль-
ных камерах, схема вытяжной вентиляции которых приведена на рисунке 2.10.
В зависимости от технологических требований, предъявляемых к качеству по-
крытия, данные камеры оборудуются либо только вытяжной вентиляцией, либо
(при высокодекоративной окраске) – приточно-вытяжной вентиляцией.
Объем воздуха, забираемого из помещения, определяется условием предотвращения прорыва загрязненного воздуха в помещение через транспорт-
ные проемы камеры (скорость воздуха в проемах 0,4-0,5 м/с). Данный объем воздуха одновременно должен быть достаточным для обеспечения допустимой концентрации паров растворителей в удаляемом воздухе (не более 20 % нижне-
го предела взрываемости). Приточный воздух подается в верхнюю зону камеры так, чтобы скорость воздуха в зоне краскораспылителей не превышала 0,5 м/с.
Рис. 2.10. Камера электростатической окраски: 1 – корпус камеры; 2 – транспортные проемы; 3 – конвейер; 4 – воздухоприемные короба; 5 – вытяжной вентилятор
46
2.4. Деревообрабатывающие цеха
Проектирование отопления и вентиляции деревообрабатывающих цехов осуществляется с учетом рекомендаций приведенных в [8].
Основные вредные выделения в деревообделочных цехах: древесная пыль, образующаяся при обработке деталей на станках; пары клея в сборочном отделении; пары растворителей красок и лаков в малярно-отделочном отделе-
нии; избыточное тепло и водяные пары в отделении сушильных камер и в остывочном отделении; наждачная и металлическая пыль, образующаяся при заточке инструмента [6].
В столярно-сборочном и малярном отделениях рекомендуется устраивать местную и общеобменную вентиляции. Приточный воздух в столярно-
сборочное отделение подается в верхнюю зону со скоростью не более 2 м/сек,
вытяжка производится из нижней зоны на высоте 1 м от пола. Для уборки отхо-
дов с пола необходимо предусматривать напольные отсосы, присоединяемые к системе пневмотранспорта. В малярном отделении общеобменная вентиляция проектируется из условий растворения до допустимой концентрации паров нитролаков, скипидара, эфира и пр., но не менее пятикратного обмена в час.
Общая вытяжка осуществляется из верхней зоны. Приточный воздух в объеме вытяжки с учетом местных отсосов от окрасочных камер, шкафов подается в рабочую зону на высоте 1,0-1,5 м от пола.
Всушильных камерах вытяжка производится зонтами, устанавливаемыми над разгрузочными воротами сушильных камер, в объеме, обеспечивающем скорость движения воздуха в сечении зонта не менее 0,8 м/с.
Востывочном отделении для борьбы с избыточной влажностью и тепло-
выделениями предусматривается общеобменная вентиляция в объеме 30 м3
воздуха на 1 кг пара, расходуемого в сушильных камерах, но не менее пяти-
кратного обмена в час. Приточный воздух в объеме вытяжки с учетом местных отсосов подается сосредоточенно в верхнюю зону. Вытяжка производится так-
же из верхней зоны через вытяжные шахты, устанавливаемые в перекрытии.
47
Через эти шахты воздух удаляется в полном объеме за вычетом объема воздуха, удаляемого через зонты сушильных камер. В станочном отделении вытяжная вентиляция осуществляется местными отсосами от станков в объе-
мах, указанном в паспорте станка или по аналогии с приведенными станками.
Если станок снабжен заводским отсосом, то объем отсасываемого воздуха в вы-
тяжном патрубке принимается по скорости не менее 10 м/сек [6]. Для удаления отходов с пола следует устанавливать напольные отсосы, которые по режиму работы делятся на постоянно действующие, устанавливаемые вблизи большой группы станков или у станков, не оборудованных местными отсосами, и перио-
дически действующие, устанавливаемые обычно в проходах у колонн, для уборки отходов после окончания смены.
Не следует делать местных бортовых отсосов от станков: при количестве станков менее пяти, если они работают периодически: от сверлильных одно-
шпиндельных и многошпиндельных при нестандартной обработке деталей; от токарных станков с ручной подводкой режущего инструмента или при получе-
нии на них длинной витой стружки; от универсально-фрезерных с горизонталь-
ным шпинделем; от фрезерных станков при работе без линейки, а также при фрезеровании замкнутых контуров; от верстаков.
Приточный воздух подается в объеме вытяжки в верхнюю зону со скоро-
стью не более 2 м/с и с подогревом его в холодный период.
Удаление отходов от деревообрабатывающих станков осуществляется двумя способами [6]: при расстоянии от дальнего пылеприемника до вентиля-
тора не более 30 м, максимальном количестве станков, обслуживаемых одной системой, до 30 и общей производительностью до 40000 м3/ч – обычной систе-
мой пневмотранспорта (рис. 2.11); при радиусе действия установки более 30 м
и количестве станков более 30 – комбинированной системой пневмотранспорта
(рис. 2.12). При проектировании систем пневмотранспорта опилок и стружки главные сборные магистрали следует располагать в центре группы обслужива-
емых станков с тем, чтобы отдельные ответвления имели равные нагрузки. К
каждому ответвлению рекомендуется присоединять не менее двух станков. Пе-
48

ред вентилятором необходимо предусматривать установку уловителя крупных отходов. Воздуховоды систем пневмотранспорта следует располагать под по-
толком или под фермами на высоте 3-5 м от пола так, чтобы они не мешали технологическому процессу и не загромождали проходы.
Рис. 2.11. Схема пневмотранспорта: 1 – отсосы от станков; 2 – напольные отсосы; 3 – «улитка»; 4 – циклоны; 5 – вентиляторы; 6 – уловитель крупных отходов
Рис. 2.12. Комбинированная схема пневмотранспорта: 1 – отсосы от станков; 2 – циклоны; 3 – вентиляторы; 4 – загрузочная воронка; 5 – транспортер; 6 – воздуховод; 7 – воздуховод внешней сети пневмотранспорта
49
2.5. Термические цеха
Проектирование отопления и вентиляции деревообрабатывающих цехов осуществляется с учетом рекомендаций приведенных в [9]. Основными вред-
ными выделениями в термических цехах являются [6]: тепловыделения от го-
рячих поверхностей нагревательных печений и нагретых изделий; излучение из открытых отверстий нагревательных печей, от раскаленных крышек и стенок;
окись углерода при неполном сгорании топлива и утечек газа в рабочее поме-
щение через неплотности печей; пары и пыль (свинца, цианистых соединений углеводородов) от ванных печей при закалке изделий, а также при последую-
щем отпуске в нагревательной печи и при выпуске отходящих газов в цех.
Расчетный воздухообмен помещений термических цехов определяется из условия ассимиляции избытков теплоты, реже на разбавление окиси углерода.
При наличии местных отсосов от печей количество тепловыделений в цех ори-
ентировочно можно принимать равным 40-50 % тепла, выделяемого сжигаемым топливом, а при удалении отходящих газов через боровы 30-35 %. Приточный воздух в летнее и переходное время подается через створки в нижней части бо-
кового остекления (на высоте 0,8-1,5 м от уровня пола), а в холодное время года
–через створки в средней или верхней части (на высоте 4-6 м от уровня пола).
Втермических цехах, расположенных в отдельных зданиях, при наличии местной вытяжки от печей и ванн общий воздухообмен может осуществляться через проемы в окнах и фонарях. В термических цехах, расположенных в ча-
стично замкнутых помещениях, осуществляются механический и естественный приток свежего воздуха и вытяжка. Устройство механической вентиляции це-
лесообразно при расположении термического цеха в многоэтажном здании.
Кроме общеобменной вытяжной вентиляции в термических цехах требу-
ется проектировать местные отсосы от печей, частные случаи, конструкции ко-
торых приведены на рисунках 2.13. При длительном пребывании рабочих у нагревательных печей и при наличии источников интенсивного облучения (q ≥
350 Вт/м2 [10]) на рабочих местах устраивают воздушные души.
50