

7278
.pdf20
На основании определения прочностных характеристик устанавливается марка вяжущего по прочности (Таблица 3.3).
Таблица – 3.3 Марки гипсовых вяжущих по прочности
Марка |
Предел прочности образцов-балочек размерами |
|||
40х40х160 мм в возрасте 2 ч, не менее МПа (кгс/см2) |
||||
вяжущего |
||||
при сжатии |
при изгибе |
|||
|
||||
Г-2 |
2 |
(20) |
1,2 (12) |
|
|
|
|
|
|
Г-3 |
3 |
(30) |
1,8 (18) |
|
|
|
|
|
|
Г-4 |
4 |
(40) |
2,0 (20) |
|
|
|
|
|
|
Г-5 |
5 |
(50) |
2,5 (25) |
|
|
|
|
|
|
Г-6 |
6 |
(60) |
3,0 (30) |
|
|
|
|
|
|
Г-7 |
7 |
(70) |
3,5 (35) |
|
|
|
|
|
|
Г-10 |
10 |
(100) |
4,5 (45) |
|
|
|
|
|
|
Г-13 |
13 |
(130) |
5,5 (55) |
|
|
|
|
|
|
Г-16 |
16 |
(160) |
6,0 (60) |
|
|
|
|
|
|
Г-19 |
19 |
(190) |
6,5 (65) |
|
|
|
|
|
|
Г-22 |
22 |
(220) |
7,0 (70) |
|
|
|
|
|
|
Г-25 |
25 |
(250) |
8,0 (80) |
|
|
|
|
|
|
3.5 Определение объемного расширения при твердении гипса
Установлено, что низкообжиговые гипсовые вяжущие, состоящие преимущественно из полугидрата сульфата кальция (CaSO4·0,5H2O) расширяются при твердении на 0,5 – 0,15 %, а высокообжиговые, содержащие повышенное количество ангидрита CaSO4, характеризуется большим расширением на 0,7 – 0,8 %.
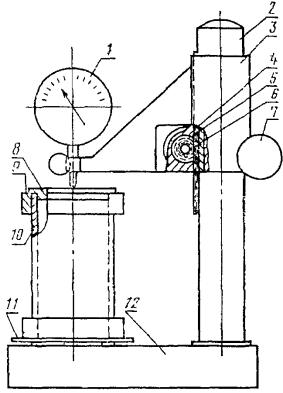
Для определения объемного расширения используют прибор ГОИ
(Государственного оптического института) (Рисунок 9), состоящий из штатива, на котором укреплен индикатор, и разъемного металлического цилиндра,
скрепляемого при сборке кольцами. Внутренний диаметр цилиндра 50 мм,
наружный 56 мм, высота 100 мм (полностью соответствует размерам вискозиметра Суттарда применяемый для определения стандартной консистенции гипсового вяжущего), крышка диаметром 56 мм, толщиной 1 мм.
21
Прибор устанавливают на жестком основании. Цилиндр прибора ставят на
стеклянную пластину, заполняют гипсовым тестом нормальной густоты,
закрывают крышкой и устанавливают на опорной плите.
Рисунок 9 – Прибор ГОИ для определения объемного расширения.
1 – индикатор; 2 – стойка; 3 – кронштейн; 4 – рейка; 5 – зубчатое колесо; 5 – ось; 7 – винт; 8 – крышка; 9 – кольцо; 10 – цилиндр;
11 – стекло; 12 – основание.
Время затворения гипсового вяжущего и заполнения им цилиндра не должно
превышать 2 мин. Стержень индикатора поворотом винта приводят в соприкосновение с углублением в крышке цилиндра. Дополнительно производят еще один оборот винта для установки индикатора на нулевое значение и
приступают к фиксации движения стрелки, вызываемого расширением гипсового
теста при его твердении. Началом отсчета расширения следует считать момент
появления положительных деформаций, концом определения – момент прекращения движения стрелки, наступающий примерно через 1 ч после заполнения цилиндра. Величина объемного расширения в процентах численно
равна величине деформации в мм.
22
4 Условное обозначение гипсовых вяжущих
Маркировка гипсового вяжущего осуществляется по трем основным показателям: срокам схватывания, тонкости помола и прочности.
Пример условного обозначения гипсового вяжущего прочностью при сжатии 5,2 МПа (52 кгс/см2), прочностью при изгибе 2,7 МПа (27 кгс/см2) со сроками схватывания: начало - 5 мин, конец - 9 мин и остатком на сите с размером ячеек в свету 0,2 мм 9 %, т.е. вяжущего марки Г-5,
быстросхватывающийся, среднего помола:
Г-5 А II
Примечание: возможные области применения гипсовых вяжущих указаны в Приложении 1.
5 Дополнительные требования к гипсовым вяжущим
Дополнительные требования устанавливаются для гипсовых вяжущих высшей категории качества Приложение 2, таблица 1. Вяжущие, применяемые в фарфоро-фаянсовой, керамической и других отраслях промышленности, должны соответствовать дополнительным требованиям, приведенным в Приложении 2,
таблица 2.
5.1 Определение водопоглощения
Водопоглощение определяют на трех образцах (половинках-балочках),
предварительно высушенных до постоянной массы при температуре 45 – 55 °С.
Образцы взвешивают, помещают в горизонтальном положении в ванну и заливают до половины водой. Через 2 ч их заливают водой полностью и выдерживают еще 2 ч. После этого образцы извлекают из воды, обтирают влажной тканью и взвешивают.
Водопоглощение образцов W в процентах определяют по формуле
23
= |
1 |
− |
, % |
(5.1) |
|
|
|||||
|
|
|
|||
где m – первоначальная масса образца;
m1 – масса образца после насыщения водой.
Величину водопоглощения определяют как среднее арифметическое результатов трех определений.
5.2 Определение содержания нерастворимого остатка
Навеску 1 г вяжущего, взвешенную с погрешностью не более 0,0002 г,
помещают в стакан вместимостью 200 мл и обрабатывают 100 мл соляной кислоты. Содержимое стакана доводят до кипения при постоянном помешивании.
После 5-минутного кипения жидкость фильтруют через неплотный беззольный фильтр. Осадок промывают горячей водой до исчезновения реакции на ион хлора
(проба раствора азотнокислого серебра, подкисленного азотной кислотой).
Остаток вместе с фильтром переносят во взвешенный фарфоровый тигель,
взвешивают, затем помещают в муфельную печь, озоляют и прокаливают до постоянной массы при температуре 900 – 1000 °С.
Содержание нерастворимого остатка Н.О. в процентах вычисляют по формуле
Н. О = |
1 |
× 100 |
(5.2) |
|
|
||||
|
|
|
где m1 – разность в массе тигля с осадком и пустого тигля, г; m – навеска вяжущего, г.
24
5.3 Определение содержания металлопримесей в вяжущем
Для определения металлопримесей в вяжущем от общей пробы берут навеску массой 1 кг, которую высыпают на доску с бортиками размером 1000 х 500 мм с покрытием из плексигласа или стекла и разравнивают шпателем, слоем толщиной не более 0,5 см.
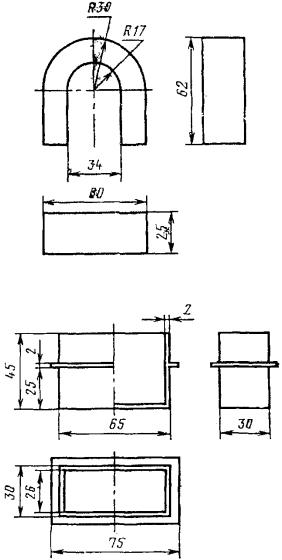
Подковообразный постоянный магнит (рисунок 10) с одетой на него насадкой (рисунок 11) медленно в самой толще вяжущего проводят вдоль и поперек доски с вяжущим.
Рисунок 10 – Внешний вид и размеры подковообразного магнита
Рисунок 11 – Насадка из плексигласа для одевания на концы магнита
25
Частицы металлопримесей с налипшим вяжущим периодически отбирают от магнита снятием насадки и высыпают на лист белой бумаги.
Выделение металлопримесей повторяют шесть раз. Перед каждым выделением испытуемое вяжущее смешивают и разравнивают тонким слоем.
От налипшего вяжущего металлопримеси отделяют движением магнита по обратной стороне бумаги, на которой находится выделенный материал. После сосредоточения металлопримесей в одном месте их переносят на часовое стекло.
Собранную на часовом стекле металлопримесь взвешивают на аналитических весах с погрешностью не более 0,0002 г.
Содержание примесей выражают в миллиграммах на 1 кг вяжущего.
26
Список использованных источников
1Murat M. Structure, cristallochemie, et reactivite des sulfates de calcium. /M.Murat// Colloq. int.de la Rilem: Sulfates de calcium et material deraves. – Lion, 1977, 139 s.
2Гипсовые материалы и изделия (производство и применение).
Справочник. Под общей ред. А.В. Ферронской. – М.: Издательство АСВ, 2004 г., 488 с., с илл.
3Справочник по производству гипса и гипсовых изделий. Под редакцией К.А. Зубарева. – М.: Госстройиздат, 1963г., 459 с.
4ГН 2.2.5.1313-03 Предельно допустимые концентрации (ПДК)
загрязняющих веществ в атмосферном воздухе рабочей зоны.
5ГОСТ 4013-82 Камень гипсовый и гипсоангидритовый для производства вяжущих материалов. Технические условия.
6ГОСТ 125-79 Вяжущие гипсовые. Технические условия.
7ГОСТ 26871-86 Материалы вяжущие гипсовые. Правила приемки.
Упаковка, маркировка, транспортирование и хранение.
8ГОСТ 23789-79 Вяжущие гипсовые. Методы испытаний.
9ГОСТ 310.4-81 Цементы. Методы определения прочности при изгибе и сжатии.
27
Приложение 1
Область применения гипсовых |
Рекомендуемая марка и вид |
|
вяжущих |
||
|
||
|
|
|
1 Изготовление гипсовых |
Г-2 … Г-7, всех сроков схватывания и |
|
строительных изделий всех видов |
степеней помола |
|
|
|
|
2 Изготовление тонкостенных |
Г-2 … Г-7, тонкого и среднего помола, |
|
строительных изделий и |
быстрого и нормального схватывания |
|
декоративных деталей |
|
|
|
|
|
3. Производство штукатурных работ, |
Г-2 … Г-25, нормального и медленного |
|
заделка швов и специальные цели |
схватывания, среднего и тонкого |
|
|
помола |
|
|
|
|
4 Изготовление форм и моделей в |
Г-5 … Г-25, тонкого помола с |
|
фарфоро-фаянсовой, керамической, |
нормальными сроками схватывания |
|
машиностроительной и других |
|
|
отраслях промышленности, а также |
|
|
медицине |
|
|
|
|
|
5 Для медицинских целей |
Г-2 … Г-7, быстрого и нормального |
|
|
схватывания, среднего и тонкого |
|
|
помола |
|
|
|
28
Приложение 2
Таблица 1 – Требования к гипсовым вяжущим высшей категории
|
Вяжущие для |
Вяжущие для |
|
|
изготовления |
||
|
фарфоро-фаянсовой и |
||
Наименование показателя |
строительных изделий |
||
|
и производства |
керамической |
|
|
промышленности |
||
|
строительных работ |
||
|
|
||
|
|
|
|
Марка вяжущего, не ниже |
Г-5 |
Г-10 |
|
|
|
|
|
Максимальный остаток на сите |
|
|
|
с размером ячеек в свету 0,2 |
12 |
0,5 |
|
мм, %, не более |
|
|
|
|
|
|
|
Примеси, не растворимые в |
не нормируется |
0,5 |
|
соляной кислоте, %, не более |
|||
|
|
||
|
|
|
|
Таблица 2 – Дополнительные требования к гипсовым вяжущим |
|||
|
Вяжущие для |
Вяжущие для других |
|
|
фарфоро-фаянсовой и |
||
Наименование показателя |
отраслей |
||
керамической |
|||
|
промышленности |
||
|
промышленности |
||
|
|
||
|
|
|
|
Объемное расширение, %, |
0,15 |
0,2 |
|
не более |
|||
|
|
||
|
|
|
|
Примеси, не растворимые в |
1,0 |
1,0 |
|
соляной кислоте, %, не более |
|||
|
|
||
|
|
|
|
Содержание металлопримесей |
8 |
8 |
|
в 1 кг гипса, мг, не более |
|||
|
|
||
|
|
|
|
Водопоглощение, %, не менее |
30 |
не нормируется |
|
|
|
|
|

29
Сучков Владимир Павлович Ханова Наталья Ивановна
ГИПСОВЫЕ ВЯЖУЩИЕ
Учебно-методическое пособие по выполнению лабораторной работы по дисциплине
«Проектирование технологий строительных материалов и изделий» для обучающихся по направлению подготовки 08.04.01 Строительство,
профиль Производство и применение строительных материалов, изделий и конструкций
Федеральное государственное бюджетное образовательное учреждение высшего образования «Нижегородский государственный архитектурно-строительный университет»
603950, Нижний Новгород, ул. Ильинская, 65. http://www. nngasu.ru, srec@nngasu.ru