

7245
.pdf-50-
Таблица 10 - Номенклатура выпускаемых изделий и расчетное количество отсекоформовок
Группаизде- |
Марка изде- |
Коэф- |
Размеры, |
Объем |
Кол-во издел. на |
Количество |
|
лийпо типо- |
лий |
фициент |
мм |
изде- |
блок- |
год |
отсекоформо- |
размерам |
|
заполн. |
|
лия, м |
секцию |
|
вок |
|
|
отсека |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2ВС-1 |
0,78 |
5620x2570x140 |
2,02 |
90 |
9900 |
|
|
.............. |
........... |
........................ |
........... |
.......... |
........... |
46,3 |
|
2ВС-1-4 |
0,78 |
5620x2570x140 |
2,02 |
41 |
4510 |
|
|
|
|
|
|
|
|
|
2 |
2ВС-5-2 |
0,44 |
3160x2570x140 |
1,3 |
20 |
2200 |
|
|
2ВС-5-3 |
0,44 |
3160x2570x140 |
1,3 |
10 |
1100 |
7,1 |
|
2ВС-5-4 |
0,44 |
3160x2570x140 |
1,3 |
10 |
1100 |
|
|
|
|
|
|
|
|
|
3 |
2ВС-4-1 |
0,38 |
2700x2570x140 |
0,97 |
18 |
1980 |
|
4 |
2ВС-4-2 |
0,53 |
3800x2570x140 |
1,37 |
18 |
1980 |
6,4 |
|
|
|
|
|
|
|
|
|
|
И Т О Г О |
|
|
|
59,81 |
|
10. Число десятиотсечных кассет, необходимых для выполнения годовой программы, определяется по формуле 8:
Таким образом, для выполнения годовой программы цеха принимаем
шесть кассетных установок.
Распределение изделий для их формования по кассетным установкам мо-
жет быть следующим:
-в кассетах №1...№4 и в пяти отсеках кассеты № 5 формуются изделия первой группы;
-в пяти отсеках кассеты №5 и в двух отсеках кассеты №6 формуются изде-
лия 2 группы; -в восьми отсеках кассеты №6 формуются изделия третьей и четвертой
группы;
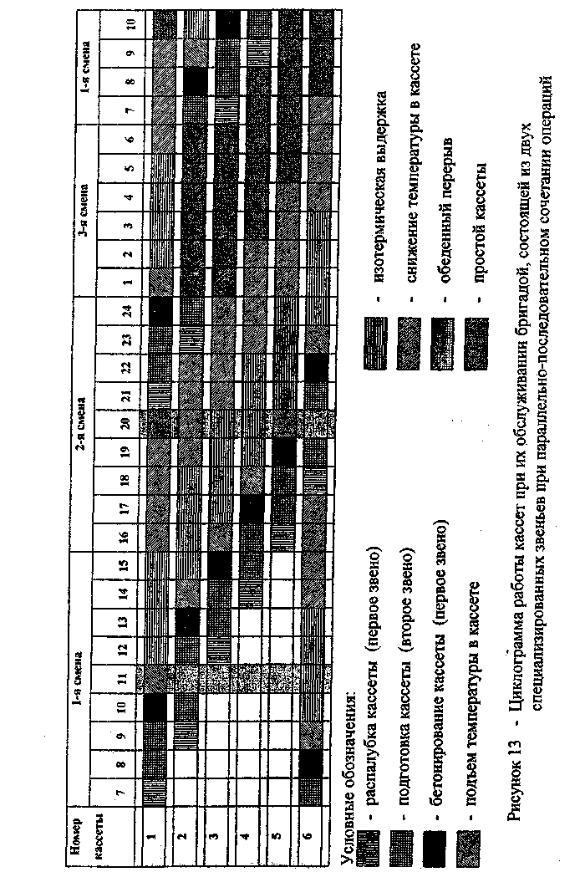
11. Ритм (R) работы кассетной линии определяется с учетом задан-
ной производительности и максимально допустимой длительности опера-
ций по ОНТП 07-85 [16]. Ритм работы кассетной линии определяется по формуле 9
-51-
где |
Тс - количество рабочих часов формовочного отделения в су- |
тки, час. |
|
По ОНТП 07-85 [16] принимаем двухсменный режим работы цеха. |
|
|
Следовательно Тс=16 часов; |
N |
кас = 10 - число формовочных отсеков в кассетной ус- |
|
фо |
тановке, шт.; |
|
V б |
- средневзвешенный объем изделия (или группы изделий, |
и |
|
|
формующихся в одном отсеке), формуемого в формовочных |
|
отсеках кассетной установки, м3; |
Псут - суточная производительность кассетной технологической
линии, м3.
Средневзвешенный объем изделия определяется следующим образом
Суточная производительность определяется по формуле 7 с учетом того, что часть изделий формуются по два в одном формовочном отсеке:
где Пгод |
- |
годовая производительность цеха, м3; |
Тг =253 |
- |
расчетное количество рабочих дней в году |
по ОНТП 07-85 [16].
ПГОД=2,02 х 14410+ 1,3х4400 + 0,97 х 1980+1,37 х 1980=39461,4 м3

-52-
Ритм работы кассетной линии можно определить также по формуле
(11)
где Псф - требуемое количество формовок в сутки, шт. Требуемое ко-
личество формовок в сутки определится следующим образом
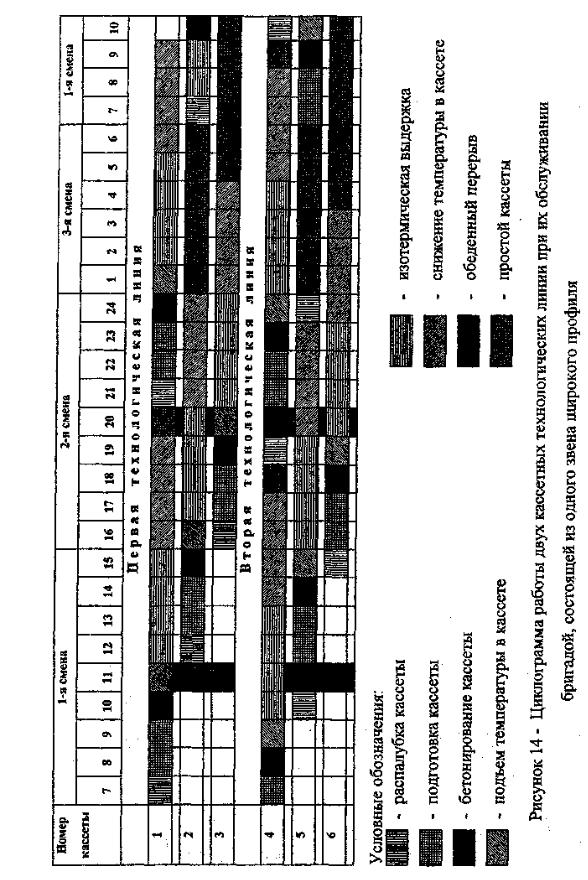
При ритме 120... 140 мин рекомендуется принимать парал-
лельно-последовательное выполнение операций. Бригада в этом случае будет состоять из двух специализированных звеньев, од-
но из которых выполняет работы по распалубке и бетонирова-
нию кассеты, а второе занято подготовкой кассеты к бетониро-
ванию. Так как расчетный ритм превышает максимально допус-
тимую по ОНТП 07-85 [16] продолжительность самой дли-
тельной операции (подготовка кассеты), то для построения цик-
лограммы принимаем ритм работы (фактическая продол-
жительность ритма)
-53-
-54-
-55-
-56-
2. Кассетно-конвейерные линии
Новым этапом развития кассетного производства явилось создание кас-
сетно-конвейерных линий (ККЛ). Кассетно-конвейерная линия - это формовоч-
ная линия, на которой изделия крупнопанельного домостроения изготавливаются в вертикальном положении в кассетных формах, а работу организуют по конвей-
ерной (изделие перемещается по всем технологическим постам, включая тепло-
вую обработку, с заданным ритмом) или полуконвейерной схеме. При полукон-
вейерной схеме производства используется двухстадийная тепловая обработка,
вторая стадия которой проводится в ямных камерах дозревания. В этом случае изделия перемещаются по технологическим постам без жестко установленного ритма.
В общем случае кассетно-конвейерная линия состоит из пакета или груп-
пы чередующихся формовочных и тепловых отсеков, соединенных разъемными или неразъемными связями, механизмов укладки и уплотнения бетонной смеси,
сборки и разборки форм, распалубки изделий, транспортных устройств для пе-
ремещения пакета форм или отдельных щитов, устройств для тепловой обработ-
ки изделий, механизмов и устройств для выполнения подготовительных работ
(чистки, смазки и переналадки форм, подачи и установки арматурных карка-
сов и др.).
Кассетно-конвейерные линии используются рядом зарубежных фирм: "Аркомат и Партек" (Финляндия), "Бау и Кестинг" (Германия), "Томас и Шмидт" (Дания), Префабтех" (Швейцария) и др. К настоящему времени в на-
шей стране работают около 20 различных кассетно-конвейерных линий.
По принципу работы кассетно-конвейерные линии можно разделить на два типа:
-кассетно-конвейерные линии челночного типа;
-кассетно-конвейерные линии кольцевого типа.
-57-
2.1. Кассетно-конеейевная линия с формованием изделий
методом подвижных щитов
Кассетно-конвейерная линия с формованием изделий методом под-
вижных щитов состоит из пакета стенок, перемещающихся по станине,
формовочного и распалубочного устройств, приводов перемещения пакета формовочных стенок и обгонного пути. Формовочная установка и обгон-
ные пути представляют собой замкнутый кольцевой конвейер. На формо-
вочной установке имеются посты бетонирования и уплотнения смеси, теп-
ловой обработки и распалубки. На обгонном пути чистят и смазывают под-
вижные щиты, устанавливают на них арматурные каркасы и закладные де-
тали.
Формование изделий осуществляется при помощи устройства, кото-
рое состоит из системы вибробункеров, расположенных по всей длине формуемого изделия, механизма вертикального перемещения подвижных щитов, системы их фиксации и пульта управления. При движении щита вниз бетонная смесь из вибробункера поступает в формовочный отсек по всей его длине и одновременно уплотняется (см. рисунок 5 и 6). После за-
полнения отсека бетонной смесью весь пакет передвигается на один шаг, а в зону действия формующего агрегата поступает следующий отсек и опера-
ция формования повторяется. Отформованные изделия проходят пооче-
редно зоны предварительной выдержки, тепловой обработки и распалубки.
Готовые изделия направляются на конвейер отделки и в дальнейшем на склад готовой продукции. Подвижные щиты после извлечения изделий на-
правляются на обгонный путь, где они чистятся, смазываются, а затем на них крепятся арматурные каркасы и закладные детали. Для тепловой обработки
-58-
в полость тепловых отсеков подается водяной пар через распределительную гре-
бенку. Перед смещением щитов после формования очередного изделия гребенка отключается, а после смещения для возобновления подачи пара должно быть произведено подключение парораспределительной гребенки.
Достоинством такой кассетно-конвейерной линии является:
- возможность применения для формования изделий менее подвижных (а,
следовательно, более экономичных по расходу цемента) бетонных смесей; - возможность использовать заполнитель с более широким набором от-
дельных фракций; - удобство выполнения всех подготовительных операций, т.к. на обгонном
пути площадь рабочего при выполнении операций по чистке, смазке и армирова-
ния оказывается значительно больше, чем вмеханизированных установках.
К недостаткам данной кассетно-конвейерной линии можно отнести высо-
кую сложность оборудования, необходимость частого отключения и подключе-
ния парораспределительной гребенки к тепловым отсекам.
2.2. Кассетно-конвейерная линия челночного типа
Такие линии были смонтированы и работали на ряде домо-
строительных комбинатов - Красноярском, Рязанском, Таш-
кентском. Они состоят из следующих основных узлов (рисунок
15): направляющих рельсов, пакета жестких формовочных и те-
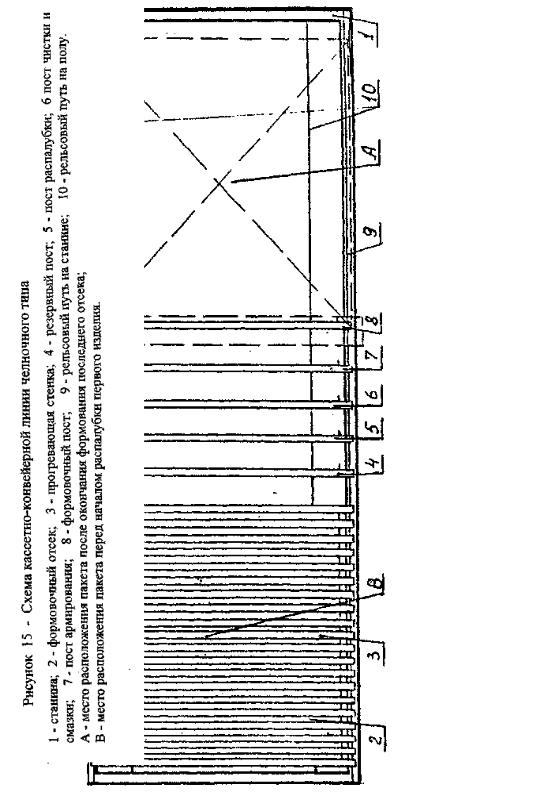
-59-
пловых отсеков, механизма перемещения отсеков, узлов чист-
ки и смазки, устройства для уплотнения смеси, механизма